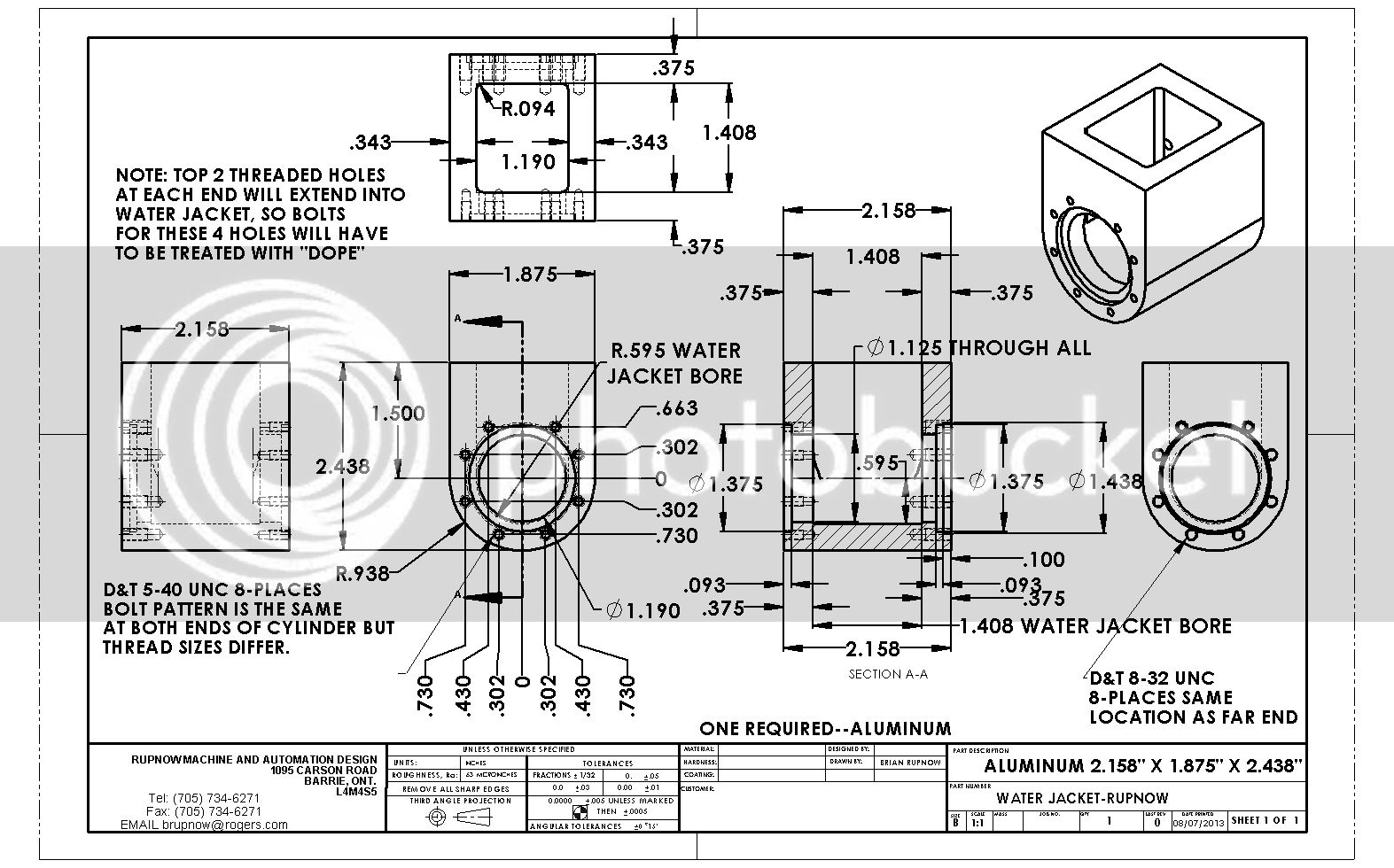
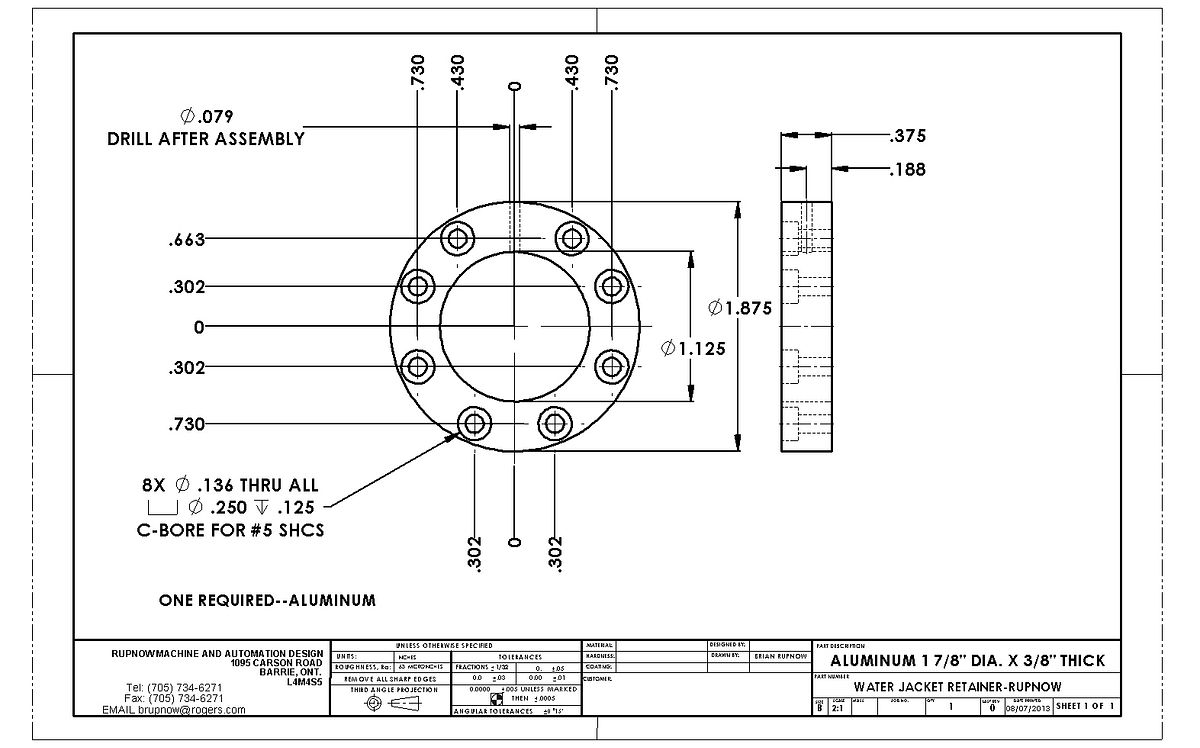
Alright--I have finished the water cooled cylinder, the water reservoir, and the the water reservoir retaining ring. They were a little more involved than I had first thought they were going to be, but not bad.--Just a lot of hours. --So--Herewith are the associated drawings.---Brian
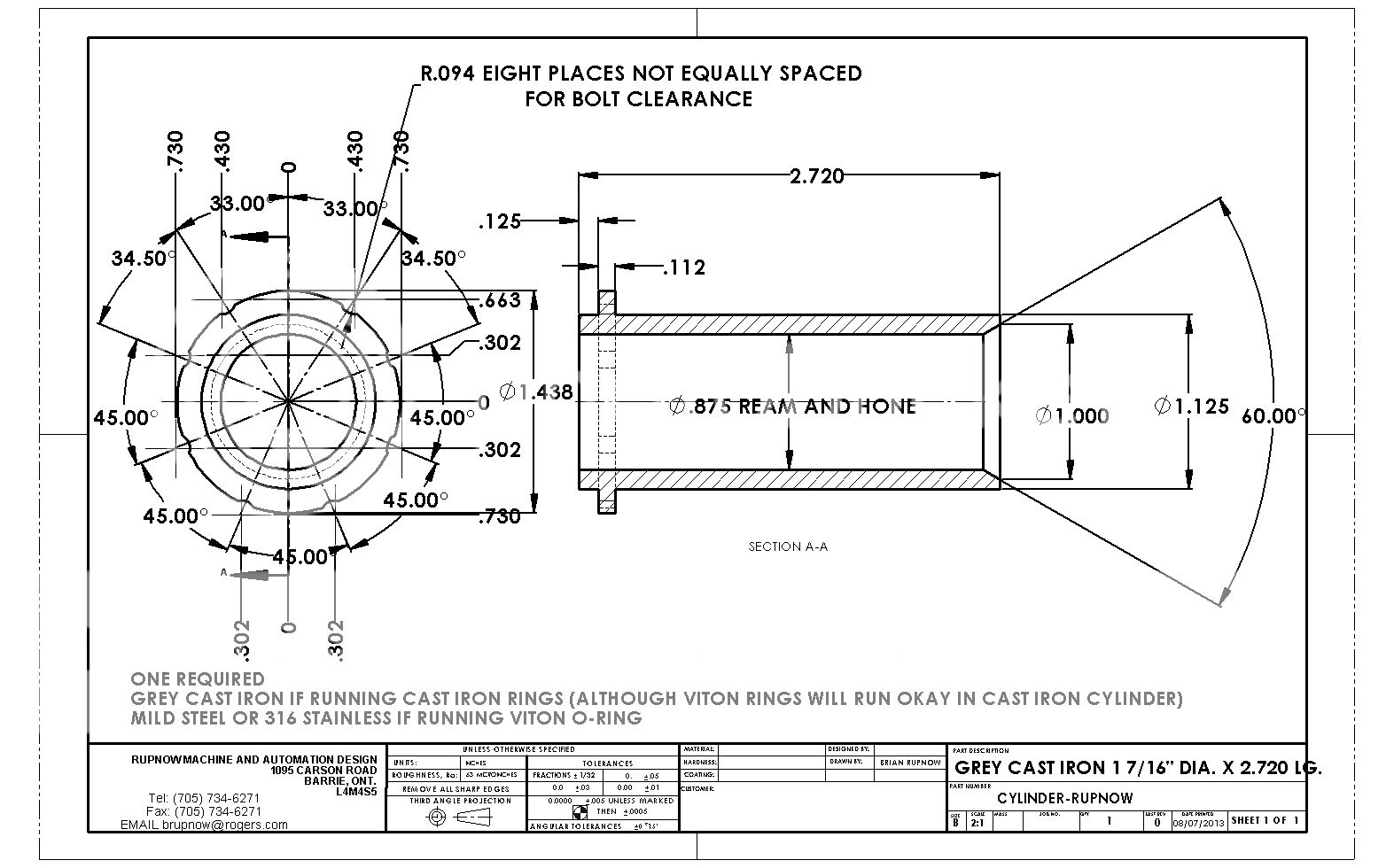
View attachment CYLINDER-RUPNOW.PDF
View attachment WATER JACKET RETAINER-RUPNOW.PDF
View attachment WATER JACKET-RUPNOW.PDF
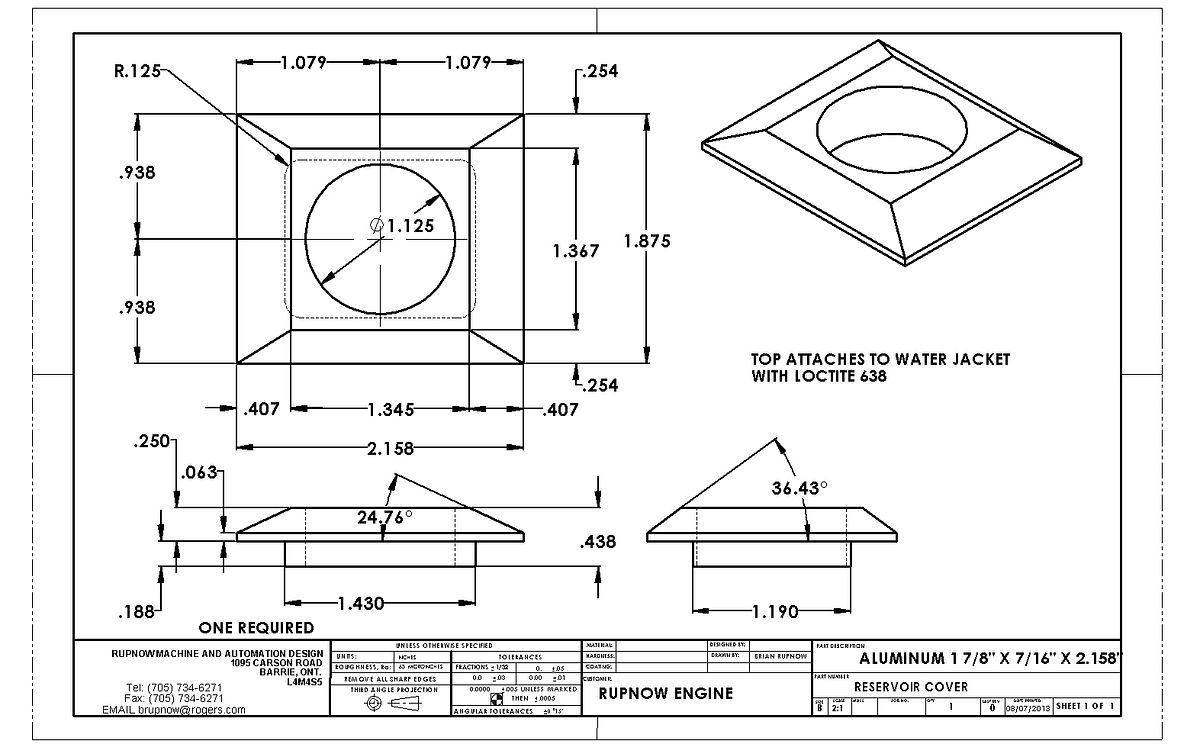
View attachment RESERVOIR COVER.PDF




View attachment CYLINDER-RUPNOW.PDF
View attachment WATER JACKET RETAINER-RUPNOW.PDF
View attachment WATER JACKET-RUPNOW.PDF
View attachment RESERVOIR COVER.PDF

























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)







")