
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Wallaby
- Thread starter metalmad
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.

- Joined
- Nov 12, 2009
- Messages
- 1,427
- Reaction score
- 221
Hi guys
Today I blanked out the oil pump housing and covers, leaving a chucking piece on the main housing.
I should have enougth Bar stock for the dip stick too I recon ;D
Pete

Today I blanked out the oil pump housing and covers, leaving a chucking piece on the main housing.
I should have enougth Bar stock for the dip stick too I recon ;D
Pete
bezalel2000
Well-Known Member
- Joined
- May 8, 2011
- Messages
- 316
- Reaction score
- 7
Nice bit of brass casting Pete
It's real easy to burn off the zinc when your learning (not enough borax / flux or too hot - the latter being less likely in your open top furnace )
Dave
Cheers
Bez
It's real easy to burn off the zinc when your learning (not enough borax / flux or too hot - the latter being less likely in your open top furnace )
Dave
In a workshop like yours Dave, I reckon you probably have the facilities already - You Just haven't assembled them in the right order yet, stickpokesteamer said:That's awesome Pete! Wish I had the facilities to cast.....
Cheers
Bez
No casting equipment I'm afraid....nor can I weld....I've never even tried it.
I can braze to beat the band though!
Dave
PS
I've been putting my shop together over the last 24 years.......some things have come...some have gone....but it takes time.
It doesn't happen over night....I hope my shop doesn't discourage someone who's just starting out. Also don't think you "NEED THIS" or "NEED THAT!" to get on with an engine or pretty much anything. A lathe of some sort is a HUGE start.
The basic hand tools and motivation and your on your way.
Dave
I can braze to beat the band though!
Dave
PS
I've been putting my shop together over the last 24 years.......some things have come...some have gone....but it takes time.
It doesn't happen over night....I hope my shop doesn't discourage someone who's just starting out. Also don't think you "NEED THIS" or "NEED THAT!" to get on with an engine or pretty much anything. A lathe of some sort is a HUGE start.
The basic hand tools and motivation and your on your way.
Dave
- Joined
- Nov 12, 2009
- Messages
- 1,427
- Reaction score
- 221
Hi guys
maybe I got lucky with the brass as i ended up with two nice brass bars with no holes etc
I just cranked the gas up to 20 psi and did something else for an hour :big:
didnt even know enougth to use flux LOL.
The brass seemed to flow better then the alli from when i cast the lathe dial, the alli dial also ended up with very tiny air holes.
One thing for sure the hunt is on for brass scrap!
as I have lots of alli ;D
Pete
PS
I wonder how the old girl would look with brass handles :big:


maybe I got lucky with the brass as i ended up with two nice brass bars with no holes etc
I just cranked the gas up to 20 psi and did something else for an hour :big:
didnt even know enougth to use flux LOL.
The brass seemed to flow better then the alli from when i cast the lathe dial, the alli dial also ended up with very tiny air holes.
One thing for sure the hunt is on for brass scrap!
as I have lots of alli ;D
Pete
PS
I wonder how the old girl would look with brass handles :big:






$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc







$39.58
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC


$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies















$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline


$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official

$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies







$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies




$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta



$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline







- Joined
- Nov 12, 2009
- Messages
- 1,427
- Reaction score
- 221
Hi guys
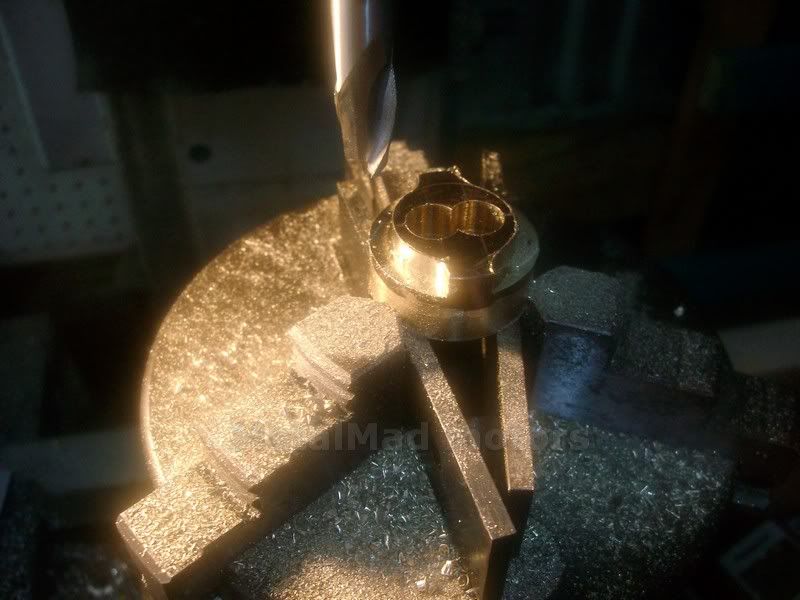
I got Heaps done today, using a 1/8 rotary burr in my hand die grinder, I did the curved ports, combustion chamber and "mottled" the head etc, even the water ports.
I may sand blast the whole thing later, but I'm pretty happy with the way its going.
After that I did some more work on the oil pump main housing.
ETW siver soldered the pipe fittings on the turned pump but im going to give it a go, doing it in the Mill in one piece.
I was going to wait until I have the gears but with the state of my finances at the moment, I don't want to even think about gears.
If I stuff up the pump I can remake it, I need the practice :big:
Pete

I got Heaps done today, using a 1/8 rotary burr in my hand die grinder, I did the curved ports, combustion chamber and "mottled" the head etc, even the water ports.
I may sand blast the whole thing later, but I'm pretty happy with the way its going.
After that I did some more work on the oil pump main housing.
ETW siver soldered the pipe fittings on the turned pump but im going to give it a go, doing it in the Mill in one piece.
I was going to wait until I have the gears but with the state of my finances at the moment, I don't want to even think about gears.
If I stuff up the pump I can remake it, I need the practice :big:
Pete
- Joined
- Nov 12, 2009
- Messages
- 1,427
- Reaction score
- 221
Drilled the bolt and oil holes today, I just need to drill and tap 3/16-40 for the oil fittings and I can put in back in the lathe to part off.
Before I go any further, I think ill check what is the smallest pipe fitting I can get here, Ive never heard of 3/16-40 before,
Pete

Before I go any further, I think ill check what is the smallest pipe fitting I can get here, Ive never heard of 3/16-40 before,
Pete
- Joined
- Nov 12, 2009
- Messages
- 1,427
- Reaction score
- 221
Hi Tel
I'm going to need both the oil pump gears and timing gears Buddy and if you are set up for 32 DP then it would be a huge boost to the build for which I'm very grateful.
I'm not worried about special pump tooth forms mate, as I don't think at this scale high efficiency pumping is needed. The pump pinions have a 1/8 interference hole and ill make the shaft's once i have the pinions.
I have not drilled the block for the idler yet and don't think it matters much what you make the gears from.
The plan calls for two 40 tooth, two 20's and two 10s for the oil pump, some of the gears have flanges and the Cam gear needs to either have room for me to put a 10 degree inclusive taper or a bush with a taper.
The plans also show 1/4 holes in the gear bodies, put em in if you feel like it or not,
but I doubt i will bother") I'm not making a race car here :big:
I'm not making a race car here :big:
Anyway thanks again Mate.
Gears are on my "to do list" but there is always the next engine and I'm broke :big:
Pete
PS
Mate if its any easier just cut a couple of inchs of 40 tooth, 20 tooth and 10 and I can machine em to suit.
I'm going to need both the oil pump gears and timing gears Buddy and if you are set up for 32 DP then it would be a huge boost to the build for which I'm very grateful.
I'm not worried about special pump tooth forms mate, as I don't think at this scale high efficiency pumping is needed. The pump pinions have a 1/8 interference hole and ill make the shaft's once i have the pinions.
I have not drilled the block for the idler yet and don't think it matters much what you make the gears from.
The plan calls for two 40 tooth, two 20's and two 10s for the oil pump, some of the gears have flanges and the Cam gear needs to either have room for me to put a 10 degree inclusive taper or a bush with a taper.
The plans also show 1/4 holes in the gear bodies, put em in if you feel like it or not,
but I doubt i will bother
I'm not making a race car here :big:Anyway thanks again Mate.
Gears are on my "to do list" but there is always the next engine and I'm broke :big:
Pete
PS
Mate if its any easier just cut a couple of inchs of 40 tooth, 20 tooth and 10 and I can machine em to suit.
tel
Well-Known Member
- Joined
- Feb 8, 2008
- Messages
- 3,293
- Reaction score
- 45
The timing gears are no problem matey, i fact I have the 50t 40dp (in place of the 40t 32dp) blank cut and ready to machine, still looking for some material for the two pinions. As I said in the email, I'm not set up for 32dp - but the 40's will come out to the same dimensions and work just fine there.
I've been looking over the pump gears, and I'm not real sure I have anything to cut the pinions with. 13t 40dp would work, but I'm not sure if I have a no 8 cutter. I'll get one if I have to, but that will mean a delay.
I've been looking over the pump gears, and I'm not real sure I have anything to cut the pinions with. 13t 40dp would work, but I'm not sure if I have a no 8 cutter. I'll get one if I have to, but that will mean a delay.
- Joined
- Nov 12, 2009
- Messages
- 1,427
- Reaction score
- 221
Tel
Please don't Go buying cutters on my account,
The two oil pump pinions I can buy.
Once the Timing gears are done, I recon she will be running in a month :big:
OK I just found your email buried under Chrissy sales etc
Thank you again, Tel but do not put yourself out on my account. In a couple of weeks, work will start to trickle back in and we will have the Wallaby hopping :big:
Pete.
Please don't Go buying cutters on my account,
The two oil pump pinions I can buy.
Once the Timing gears are done, I recon she will be running in a month :big:
OK I just found your email buried under Chrissy sales etc
Thank you again, Tel but do not put yourself out on my account. In a couple of weeks, work will start to trickle back in and we will have the Wallaby hopping :big:
Pete.
- Joined
- Nov 12, 2009
- Messages
- 1,427
- Reaction score
- 221
I know you enjoy cutting gears or I would have said no, but for me its a big thing and really helps.
I just went out to the shed and had a look at the main pump housing and dont think there is a lot of room there to change the pinions.
I think I can buy the pump pinions for something like 16 bucks a pop so its doable, but the timing gear diameter will have to be the standard size as the top pinion shaft is driven off the lower gear and ive already bored the timing case.
Thanks Mate
I just went out to the shed and had a look at the main pump housing and dont think there is a lot of room there to change the pinions.
I think I can buy the pump pinions for something like 16 bucks a pop so its doable, but the timing gear diameter will have to be the standard size as the top pinion shaft is driven off the lower gear and ive already bored the timing case.
Thanks Mate
Similar threads
- Replies
- 8
- Views
- 2K
- Replies
- 6
- Views
- 1K