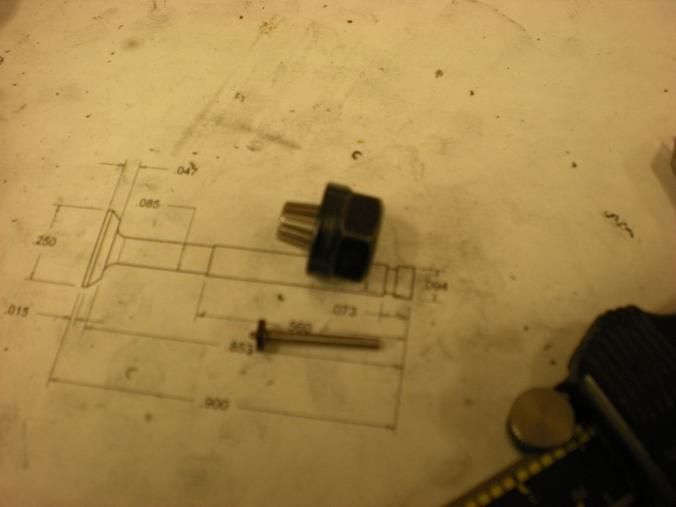
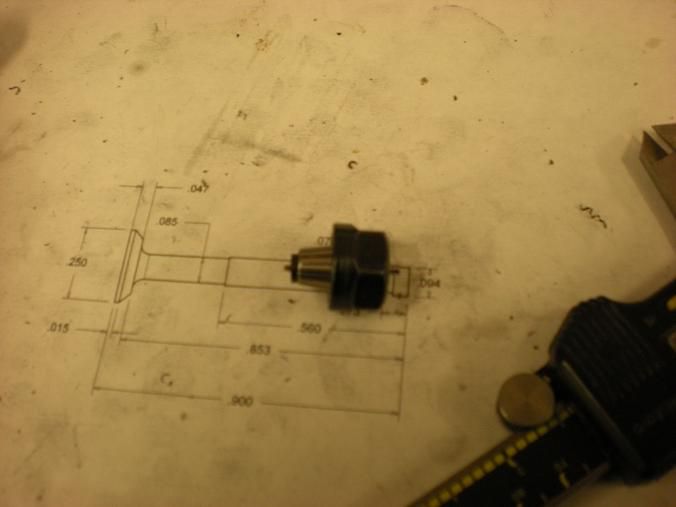
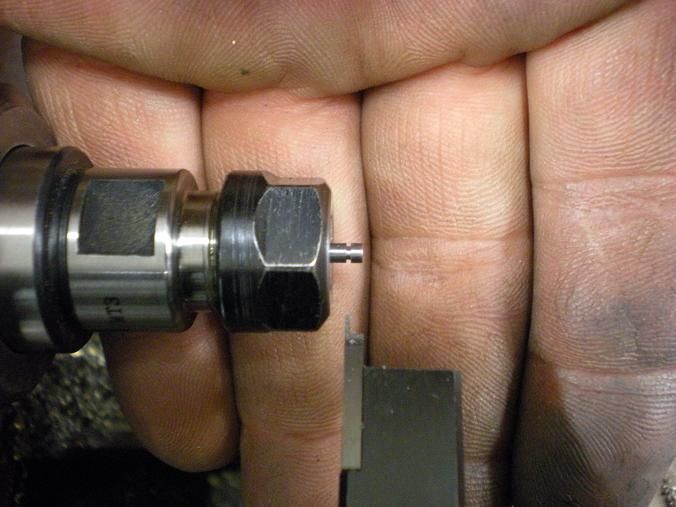
Your point about the small stem is noted. My stem is 1/8 dia..
Regarding taper: Notice the first pass is pretty deep and the second pass is a finish cut. Notice too the cutter is working pretty nicely. I can't fool you guys, there is some taper but in the area that slides in the guide the size is less than a thou under. If you haven't yet seen my v8 its on youtube. Search for jpeterjpeter.
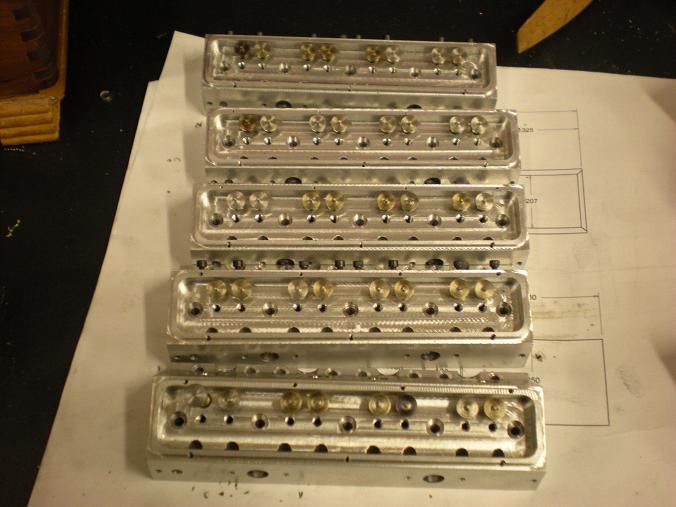
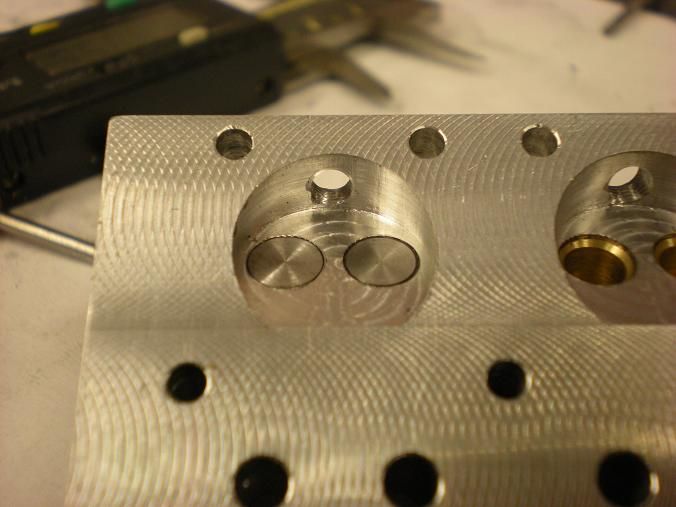
There's lots of different way to install valves and the bucket idea is the current fashion but in my engines, v8 included, I generally press in brass guides reamed for the valve stem. Its a pretty light press cuz the spring holds everything together. I make the stem undersized by a thou or so. I cut seats directly in the aluminum using a home made cutter which has a guide machined on the end. I control the depth of the cutter with the mill cuz without control the seat cutter tends to hog in in spots. I lap the valves in then with baking soda, spinning them with an electric drill or Dremel on slow. I test the results by bolting the head to a plate, gasket included, and blow air, from my mouth, in the chamber through a modified sparkplug; small tube required here. A bubble every 5 seconds is my limit for leakage.
Hey Steve, sorry for hogging up your thread. Seems I always have to pitch in my 2 cents. Your project is looking mighty fine. I see you don't live too far from me. Some day I'm gonna drop in on you and check out your stuff. Did I notice there's a club that meets out in McComb county somewhere?


















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)