Read post #14.Brian,
Why not just bore that on the mill?

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Rupnow i.c. Engine with governor
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
My bad, got to quit reading this on my phone. Miss too much.
So why do you have to change the feature to make this cut on your mill?
Just curious, I'm not seeing why the feature must be changed. I would have preferred this cut on the mill anyway.
So why do you have to change the feature to make this cut on your mill?
Just curious, I'm not seeing why the feature must be changed. I would have preferred this cut on the mill anyway.
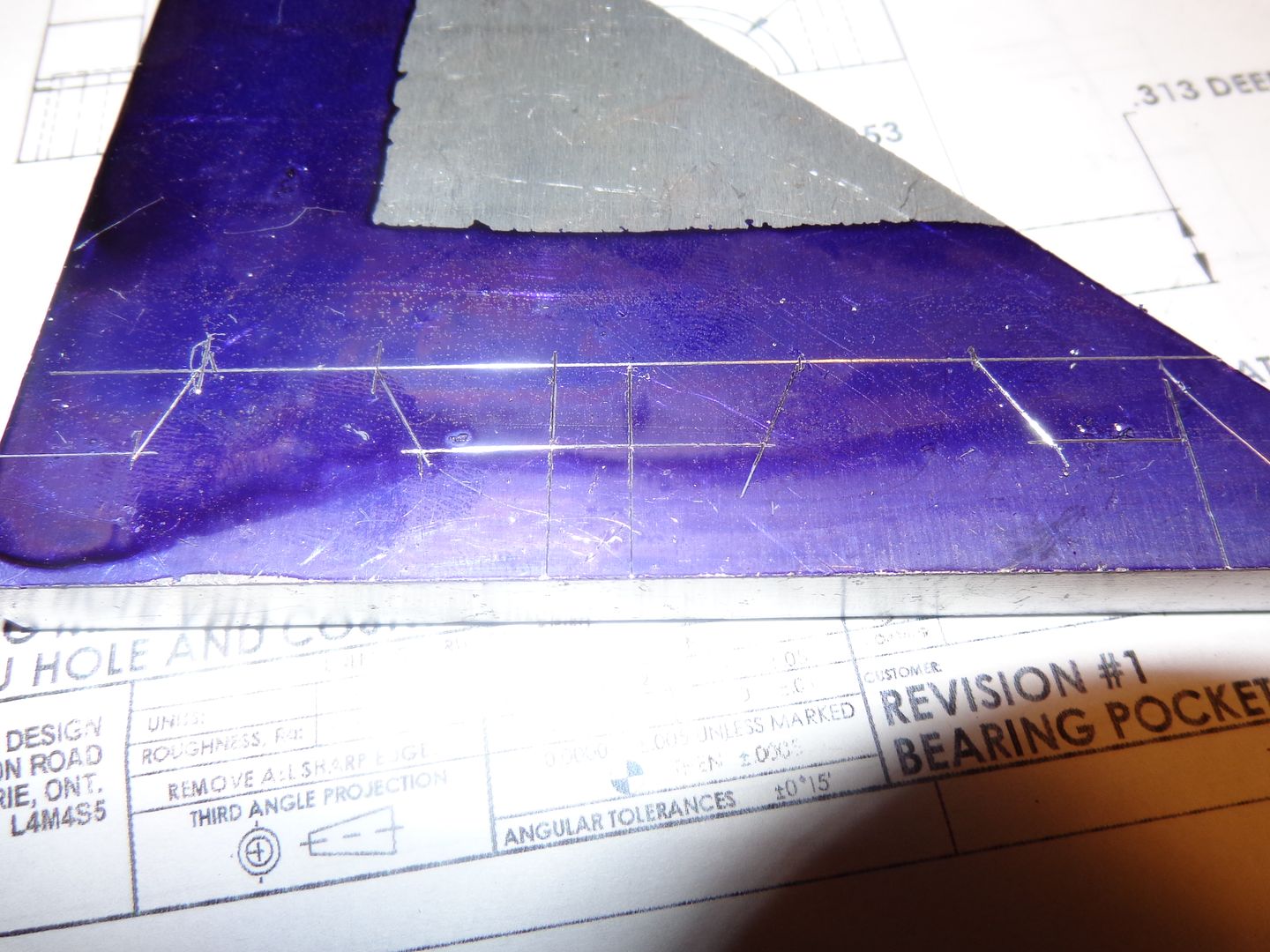
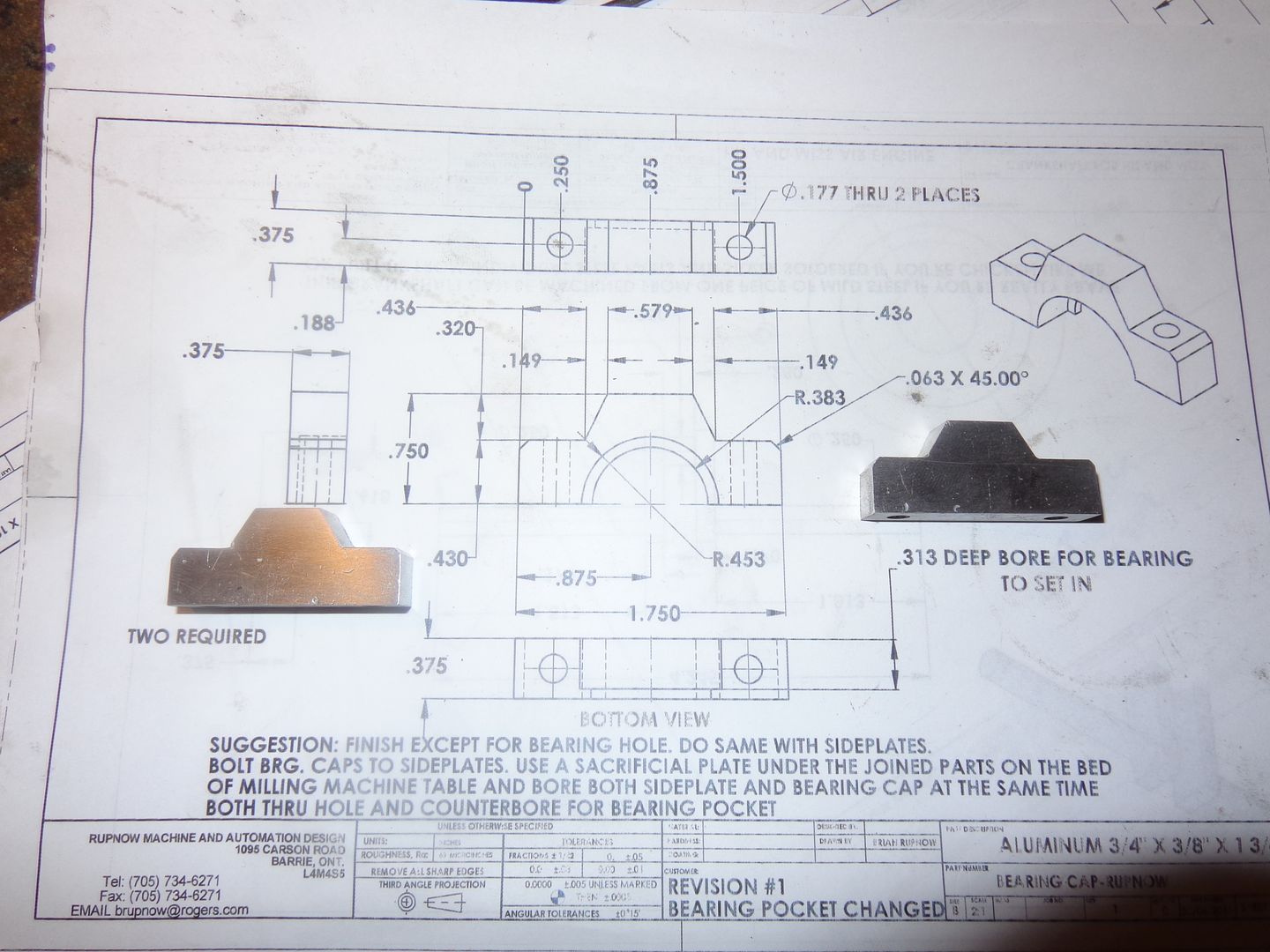
Read post 14.--Look at the picture!!!--To expand on that a bit---Unless you have a very expensive boring head, that lets you set the cutter out farther from center WHILE THE MILL IS RUNNING you can't make the kind of cut I had detailed previously. I have got caught on this one before myself. You have to shut the mill off to adjust the boring head. If the boring head cutter is between two "ridges" of material on each side of the plate, you can't adjust it out farther in the hole, because there is material in the way. You can't withdraw it out of the plate to set the tool out farther or when you go back into the plate you cut one of the ridges away that you wanted to keep. That one is a bit of a head scratcher. You can do it in the lathe however, because you can adjust the boring tool to cut the hole larger by retracting the cross feed while the chuck is spinning. That's why my original plan was to do it in the lathe.My bad, got to quit reading this on my phone. Miss too much.
So why do you have to change the feature to make this cut on your mill?
Just curious, I'm not seeing why the feature must be changed. I would have preferred this cut on the mill anyway.
Last edited:
Rivergypsy
Well-Known Member
- Joined
- Oct 15, 2010
- Messages
- 432
- Reaction score
- 222
Many thanks for the drawings, Brian - Roll on getting my hands on some material on Monday 
A quick question, please - are you allowing 'artistic license', or would you prefer all engines to be a perfect scale copy? Just checking, as I occasionally get the urge to tweak parts as I'm machining them. I'm not saying in the slightest that I don't love your engine, but i just know what I'm like...
A quick question, please - are you allowing 'artistic license', or would you prefer all engines to be a perfect scale copy? Just checking, as I occasionally get the urge to tweak parts as I'm machining them. I'm not saying in the slightest that I don't love your engine, but i just know what I'm like...
RiverGypsy--after 48 years as a design engineer for industry, I tend to put more emphasis on functionality rather than on cosmetic appeal, I know that. If you pretty it up some, I won't be offended at all. Just try hopefully to keep most of the major dimensions the same please.---BrianMany thanks for the drawings, Brian - Roll on getting my hands on some material on Monday
A quick question, please - are you allowing 'artistic license', or would you prefer all engines to be a perfect scale copy? Just checking, as I occasionally get the urge to tweak parts as I'm machining them. I'm not saying in the slightest that I don't love your engine, but i just know what I'm like...


$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc





$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies













$24.99
$27.99
HOZLY 5PCS/Lot ISO30 Tool Holder Clamp Flame Proof Rubber Claw CNC Machines Automatic Tool Changer
HOZLY







$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official





$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta





$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop





![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC






$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline

$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline

$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies


$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies


Rivergypsy
Well-Known Member
- Joined
- Oct 15, 2010
- Messages
- 432
- Reaction score
- 222
Many thanks for your reply Brian - I didn't want to offend you.
Lol, I'm just an old tart when it comes to engines
I was thinking of pocketing some of the faces of the side pieces and head to give the appearance of cast in ribs, with radiused corners. What do you think?
Lol, I'm just an old tart when it comes to engines
I was thinking of pocketing some of the faces of the side pieces and head to give the appearance of cast in ribs, with radiused corners. What do you think?
Got up this morning at 6:30 to a black, thundery looking day. I have orders from headquarters for only one thing today--"Go get a haircut--You're starting to look like a white haired Gollywog!!!"--Yes dear!!! This should leave the rest of the day to make parts. I have the layout dye on some aluminum for my bearing caps, waiting for it to dry. Have to go downtown and buy materials for baseplate and sideplates later this morning.--Will do that when I go to get "ungollywogged". Dye is dry--Have to go and make chips!!!
Go for it!!!Many thanks for your reply Brian - I didn't want to offend you.
Lol, I'm just an old tart when it comes to engines
I was thinking of pocketing some of the faces of the side pieces and head to give the appearance of cast in ribs, with radiused corners. What do you think?
Rivergypsy
Well-Known Member
- Joined
- Oct 15, 2010
- Messages
- 432
- Reaction score
- 222
Lovely job - I'll get busy on SW first thing Monday. I think the Interact should be free next week too
Bearing caps have only two critical features.--The surface which mates with the sideplates and the hole for the bearing. Consequently, if you have one "good edge" to start from, lay them out , cut them out on the bandsaw and clean-up with a file. No need to spend a lot of time with milling them.

And so, my darlin's--We 're off to the races. Time to go and get some breakfast now!!!

canadianhorsepower
Well-Known Member
- Joined
- Oct 22, 2011
- Messages
- 1,671
- Reaction score
- 324
However--Not all the news is negative. My bevel gears just arrived, and they are REALY slick!!! Not bad, considering My friend just ordered them yesterday. They are steel.


Hey Brian do you have the specs for the gears I myght have some at the hobby shop
I will keep design one for the bearing.
canadianhorsepower
Well-Known Member
- Joined
- Oct 22, 2011
- Messages
- 1,671
- Reaction score
- 324
Hi Brian
I was having a look at all the drawing yesterday
and I'm questionning myself about the crank shaft it self.
The picture shows one nut on each side. Is one of them lh thread
and one rh thread. If not I think we are in hot water:fan:
what do you think. my worry is that one will always get loose
I was having a look at all the drawing yesterday
and I'm questionning myself about the crank shaft it self.
The picture shows one nut on each side. Is one of them lh thread
and one rh thread. If not I think we are in hot water:fan:
what do you think. my worry is that one will always get loose
Just ran down to my local machine shop/metal supplier and paid $20 for enough material to make a base and sideplates and scooped an old brake disc out of their dumpster to make a tramming tool for my mill someday when I'm really bored.!!!


No, they are both right hand thread. I may modify that cross shaft and put a flange on one end that connects to the flywheel with four #8 socket head cap screws. The bevel gears are 24 DP X 24 TEETH x 1/4" bore. x 1" Pitch (I will open the bores up to 3/8".)Hi Brian
I was having a look at all the drawing yesterday
and I'm questionning myself about the crank shaft it self.
The picture shows one nut on each side. Is one of them lh thread
and one rh thread. If not I think we are in hot water:fan:
what do you think. my worry is that one will always get loose
Last edited:
Just ran down to my local machine shop/metal supplier and paid $20 for enough material to make a base and sideplates, two batteries for my digital calipers, and scooped an old brake disc out of their dumpster to make a tramming tool for my mill someday when I'm really bored.!!!
Last edited:
canadianhorsepower
Well-Known Member
- Joined
- Oct 22, 2011
- Messages
- 1,671
- Reaction score
- 324
Cogsy
Well-Known Member
1inch pitch
PCD or Pitch Diameter I believe.
Yet PCD or pitch circle equals Number of teeth divided by DP 24/24 = 1
Similar threads
- Replies
- 95
- Views
- 12K
- Replies
- 28
- Views
- 7K