Well, time to pic this back up again by making a start on the governor in fact I've been agonizing over it for a couple of weeks for some reason I've been full of self doubt and uncertainty, I've drawn and redrawn the governor up 1/2 a dozen times changing my mind as to type and size, eventually I gave myself a good talking too:-just get on with it and stop p******g around.
So her we are first bit the little spinning things that hold the arms, making small parts can be a bit of a pain if you don't get the machine sequence right, you can end up with nothing to hold onto.
So started off on the lathe and machined out the outer shape and reamed the bore out 3mm, I'm making the two out of the same bit of bar one at each end.
Her they are one at each end
Then over onto the mill gripped in the four jaw self centering chuck, centre the chuck on the centre line of the quill, zero the dials, then with a 2mm slot drill, mill the slot across the end, then with a bigger end mill, mill flats either side, flip it round and repeat on the other end.
Then over to the vice first set the quill on to the centre of the bar, with a ruler or straight edge in the slot grip it level in the vice, index to position and drill through 0.8mm for the pivot pin.
Back onto the lathe and part them off, doing them this way you had the bar to grip onto.
Her they are on a length of 3mm stainless that will be the spindle with a bit of 0.8 piano wire through pivot hole.
Any way on with the link arms first the arms that will hold the balls.
Turn and thread a small length of 4 mm dia bar M2 I took care to get the length the same on both bars I don't want the balls hanging odd
Then carefully mill the 4mm dia into 2mm square.
Then drill 0.8mm for the links.
Her they are fitted.
That was the easy bit now for the more complex yolk link.
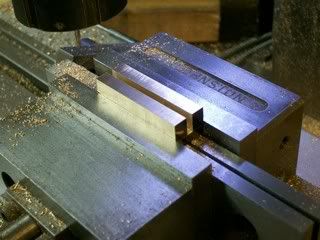
First mill up the shape in a chunk of mild steel more than enough to make two links.
Zero the mill on the x, Y edges of the bar, and drill 0.8mm holes in correct position as deep as the slender drill would go, fast speed, drop of cutting fluid and peck the drill in and out to clear the swarf.
Now for milling the slot, the arms will only be 1mm thick and as the slitting saw will tend to spring the arms open the slots were cit in the bar well away from the edge to give a thicker section I'll mill them to size later.
With thin sections its important to use good sharp tools if they are blunt the part will be bent, so with a new end mill skim off arms until 1mm thick, then mill step, to form the yolk.
With another bigger dia slitting saw cut the link from the bar leaving plenty of meat around the arms for finishing later.
The second arm was just a repeat of the first, this is it being split off, I was a little lean on material, but their was just enough.
The links were flipped over and the other side end milled to size sorry no pics.
The hook was filed to shape.
I left them over long to give something to grip on only cutting them of to length as a last op.
Here's one finished with its mate.
And the finished bits assembled, they still need a bit of a clean up but not looking too bad. It will be fitted with some 3/8" phosphor bronze balls, when I work out a way to drill and tap them.
Had a rummage through my bits and pieces box and came up with this I've used this for all sorts of odd fixtures, and it will be just the ticket for the ball job.
So gripped it in the vice and fly cut the face up nice and flat, then drilled a bit of ally bar for a top clamp, fixed it to the base, locked the x and y axis of the mill. And drilled a 3 mm hole in the clamp into the base.
Then with a big centre drill drilled a big cone into the base for the ball to sit in.
Clamp the ball in the fixture centre drill followed by an M2 tapping drill and tap, I used the chuck to guide the tap to keep it square.
Cleaned things up and fixed the pins and balls with a tiny bit of supper glue.
Looking good
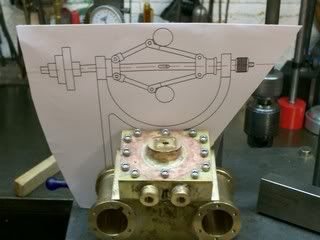
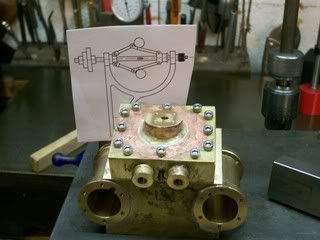
Scale looks about right :thumbup:
Pleased how that turned out.

I was kind of working from drawings and from gut feel for the job, I'll bring the drawings into line with what I ended up with and post them her along with the other governor designs I came up with some of you guys may be able to put them to use.
Stew