Today was a bit slow in the shop, and in retrospect things could have gone a lot better had I thought things through a bit more.
Finding a suitable method for mounting the wheels to the shafts proved to be a bit daunting. There's not much space anywhere to fit grub screws, and I couldn't have bits sticking out. As I want to be able to easily disassemble and reassemble things, retaining compounds is not an option either at this point... I settled on using round "keys" to locate the wheels on the axles and countersink screws to retain them; a lot of work initially, but would hopefully pay off in the short to medium term. There's an additional advantage; some machining operations on the wheels will be easier if they are keyed.
The 5mm shafts would have 4.5mm steps turned on them to locate the wheels, and then a 3mm countersink screw used to retain the wheel on the shaft. A bit of 1.5mm wire would serve as the key. Fiddly work :
")
So first order of the day, start cutting key ways. I centered the rotary table on the mill, mounted the 3 jaw chuck with a wheel blank, dialled in a 2.25mm offset on X and chucked a 1.5mm 2 flute center cutting endmill:
Then just gently milled straight down to take out a half-moon. For the blind wheels, I just spaced them off the face of the chuck with a square toolbit, taking care that I would not run into it with the milling cutter. Here's the result:
In retrospect, I was silly with the following proceedings and should have used a different method that I used later after completing the wheel facings, but for the record...
I chucked a bit of 5mm silver steel in the lathe's collet chuck, and turned it down to 4.5mm diameter for a length of 3.5mm; 0.5mm less than the final wheel thickness. Then moved the collet chuck to the rotary table on the mill. As I'd not changed any settings on the mill, and my chucks screw down pretty accurately on the chuck adapter on the R/T, I could just straight away mill a half moon in the arbour as well:
(had to keep my hand behind to take the photo; the camera wanted to focus everywhere except on the work :
A quick test with a wheel and a 1.5mm drill shank - and a very satisfactory fit:
Back on the lathe with the collet chuck, center drilled the arbour, then drilled 2.5mm and threaded 3mm. Then I cracked the collet closer loose and pushed the arbour back into it so that a wheel mounted on it would be clamped against the chuck face by tightening the screw. I mounted the first wheel, with a short bit of 1.5mm wire shoved into the "key" bits, and a bit of offcut with a 3mm hole hole was used with a 3mm screw to clamp the first wheel down. I locked the carriage, and then faced the wheel to size using the topslide for infeed - taking note of the topslide and crosslide readings at final size:
For the following wheels, I just machined to the dial readings and things went well, except that it was difficult to get the wheels off the arbour after machining. I used my pocket knife to wedge them away from the face of the collet chuck :
. On the fourth wheel disaster struck; I overshot the cross feed grossly, the tool dug in and sheared the holding screw away; I heard it landing somewhere behind me in the shop.... Fortunately the wheel stay put and I managed to stop things before it went flying. Some choice, highly reserved and rarely used words in an astounding variety of international and native languages followed...
Recovery was a bit painstaking; there was just enough of a stub left of the screw to use a needle file to file a groove in it without disturbing the entire setup. I managed to get a screwdriver into the groove, and a bit of a turn; then more groove filing, and another bit of a turn. This went on for a bit, then I got the junior hacksaw to the groove with enough of a slot to unscrew the stub. Sorry; no photos; I was a bit peeved at that point :big:
With the stub out, I took a break and had a bit to eat and a good strong cup of coffee. Always make life seem better
Then I finished the rest of the wheels in the same way, though a bit less energetically. I must still have been a bit peeved off though; I didn't take any photos of using my tooling plate for the first time. To get rid of the bosses left on the wheels, and to get the correct countersinks in the hubs, I used the tooling plate with bits 'n bobs and disassembled toolmaker's clamps to clamp down the wheels to countersink the hubs. I'll do a mock-up of the setup tomorrow if I remember.
I ended up with this motley crew for all that effort; hardly what I have come to expect from myself, but will do for the experimental engine for now:
The wheel at the top left has a gouge around the hub; that's the one I had the "fun" with.
Now came part of the "in retrospect" moment :doh: - to drill for the crank pins on the wheels, I would need a new arbour. The one I made earlier would not work, as I could not drill the holes for the crank pins using it as-is, as I'd drill into my collet chuck or collet. Definite No-No. The scars you see on the lathe's 3-jaw was done in years-past, not by me, nor by its previous owner (as far as I'm aware). There are no machine marks on any of my chucks or vises that I put there - I take great care not to make any. The existing arbour would flex too much under off-center drilling pressure, so I made a new one from some aluminium that would offset the wheel; used the 3-jaw for that so that I could transfer between lathe and mill without re-chucking. I milled the key half-moon in it on the mill like before, but then drilled it out deeper, so I could shove a bit of wire in there and leave it in place. Much easier than having to fit individually for each wheel. A later photo will show more detail of the new arbour (there's a linky clicky thingy on the photo to load a bigger one)
With the R/T on the mill still set up, I just added the additional offset to get the 7mm from center I need (for a 14mm stroke). The wheels were divided into a left and right hand set; 2 flanged and one blind in each. For the first set I turned the RT so that the "key" would be at 0 degrees, and drilled the crank holes (2.5mm to thread M3) - taking care to tighten down the wheels against the round key in the same (in this case clockwise) direction to eliminate any radial play:
For the other set of wheels, I cranked the R/T around to 90 degrees, and followed the same procedure as for the first set of wheels. This will hopefully make life easier; the wheels will already be properly "quartered" if I cut the key ways in the axle shafts in line; which should be easy to do.
Then I started fiddling with more 5mm silver steel for the axles - roughly cut to length:
My 5mm ER collet for the lathe is out by about 0.02mm, and would make for wobbly wheels if I turned the shafts directly in it. Seeing as I already had a bit of aluminium (the last arbour) chucked in the 3-jaw with a near-accurate centered hole (except for the threads) - and as I would need a way to fairly accurately get the axles to the same size, I decided to just use it to make a once-off jig to hold the shafts for machining and to set their length. So I ended up pre-drilling holes to thread for grub screws to hold the axle. I don't know if what I did next is a good idea - seemed so at the time, and I can't think of any reason not to... I lightly clamped the lathe chuck in the mill vise and drilled the holes:

The above photo has the linky clicky thingy I mentioned earlier.
Back on the lathe with the chuck, I used somewhat unconventional means to tap the M3 holes in the ex-arbour and now jig; none of my tapping handles could reach, so I used and oldish and seldom-used lathe chuck to do it - being careful not to put any lateral loads on the taps:
Only the front two holes were tapped; the third is for inserting a bit of rod to set the depth of the shafts later on.
Then I drilled the jig 4.9mm , and reamed it out to 5mm to take the shafts. Then I inserted the shafts, each in turn, and turned a 4.5mm step on it 3mm long, center drilled, drilled 2.5mm, tapped M3 and countersunk the end - this is the first one done:
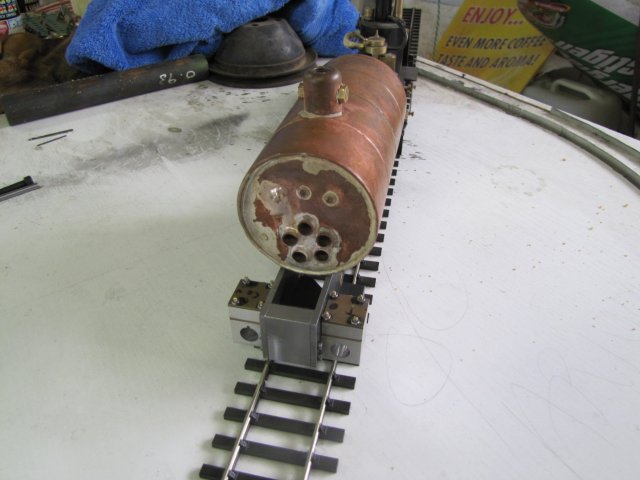
I only did one side of each shaft today; time caught up and I had to call it a day. I ended up with this lot:
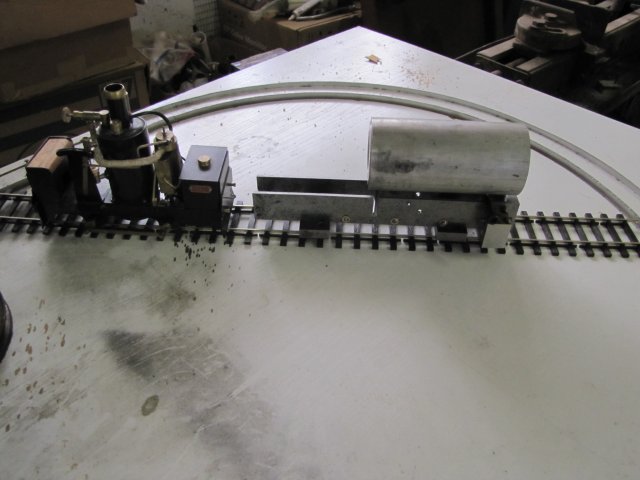
And a single-side assembly on the frames:
Still quite a bit of work left on the axles; they need to be machined to length, and the key ways cut in them.
After typing up this lot, I can think of alternates to the way I have done things here which would be much easier... I think I took the "long way 'round" :big: - but all good fun, even with the frustrating bits in between ;D
Regards, Arnold