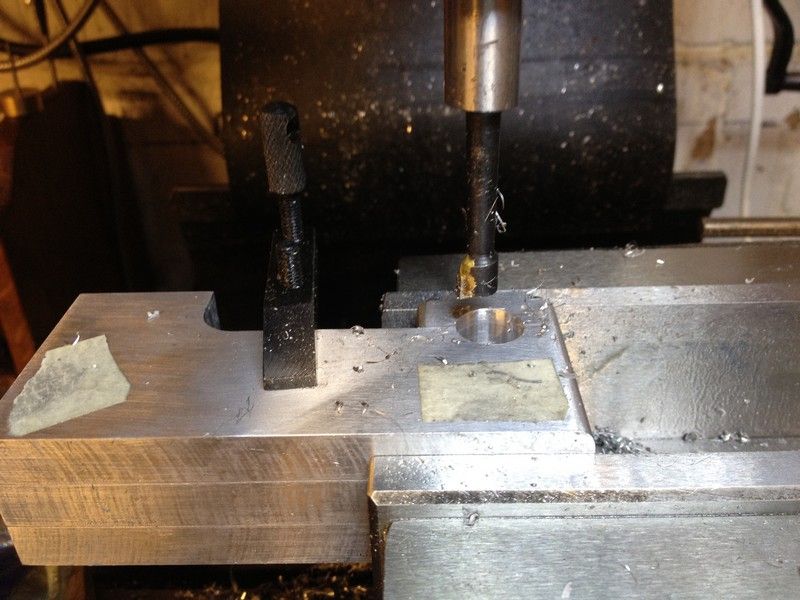
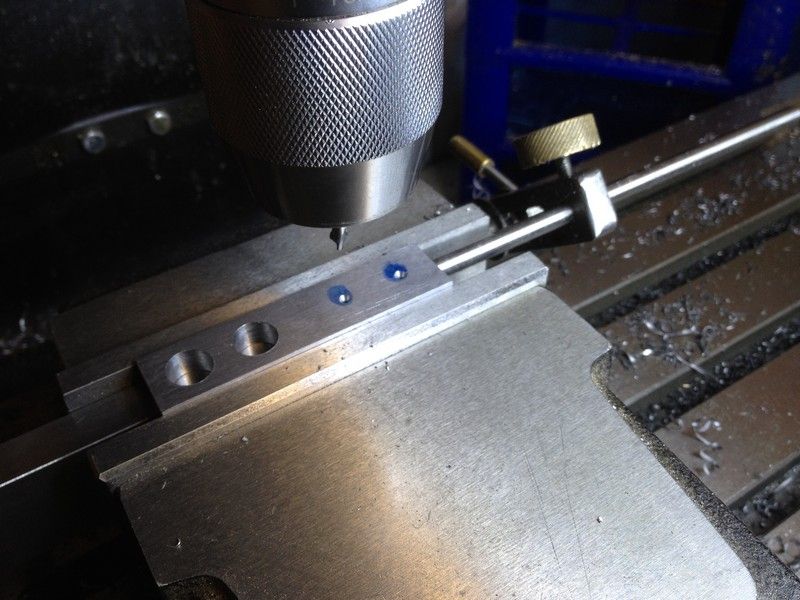
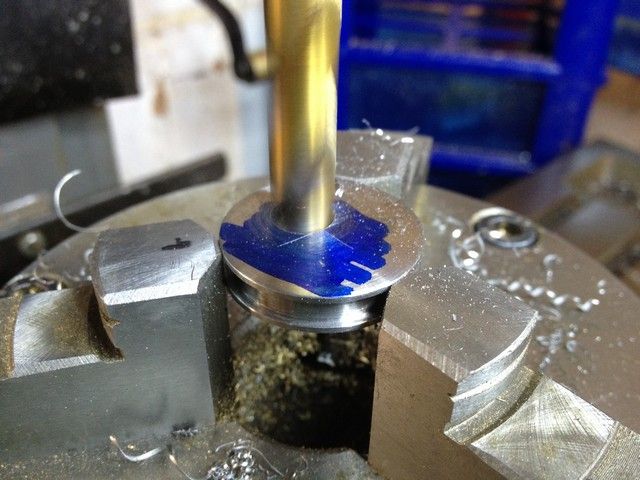
Next I set up the rotary table with a chuck to hold the eccentric located the centre mark and offset the Y by 4.3 mm centre drilled it then gradually took it out at 1 mm increments from 3 mm to 11.5 mm and finished off with a 12 mm end mill.
The reason for the small increments was the fact that it was only held by a small surface area and I did not want to disturb it in the chuck.
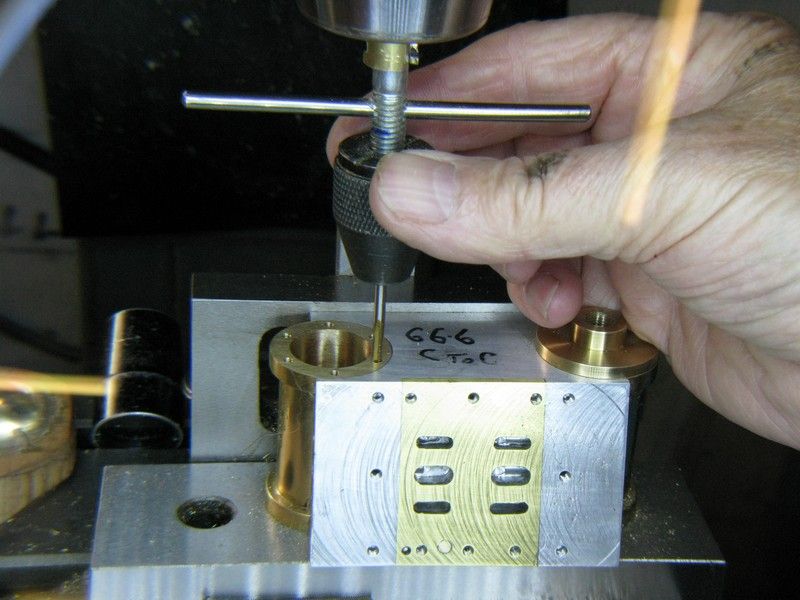
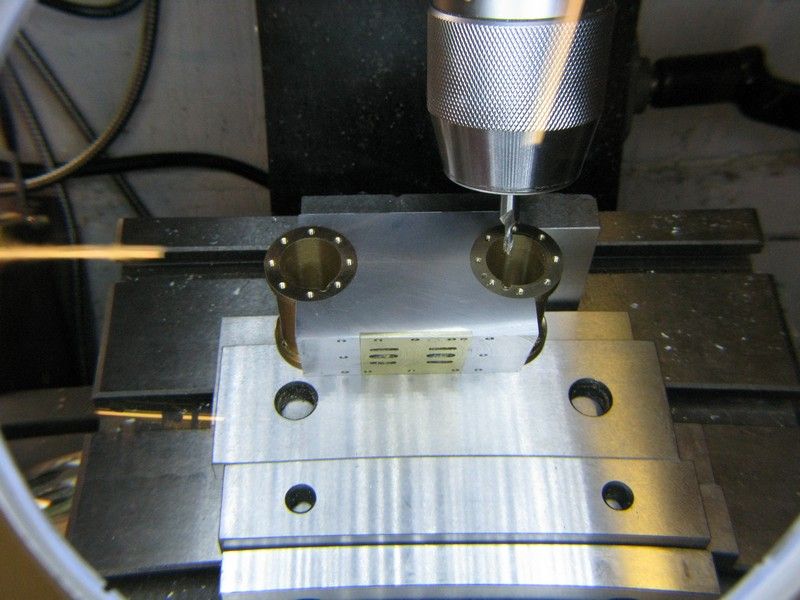
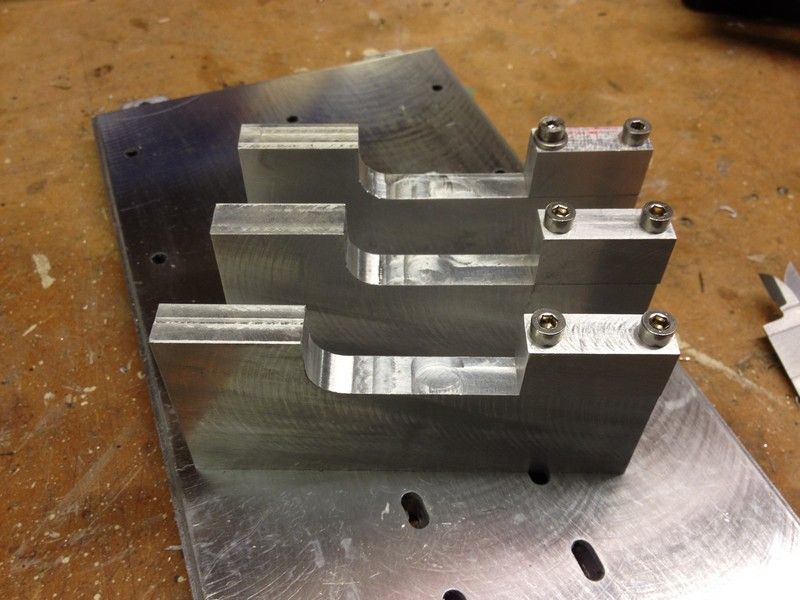
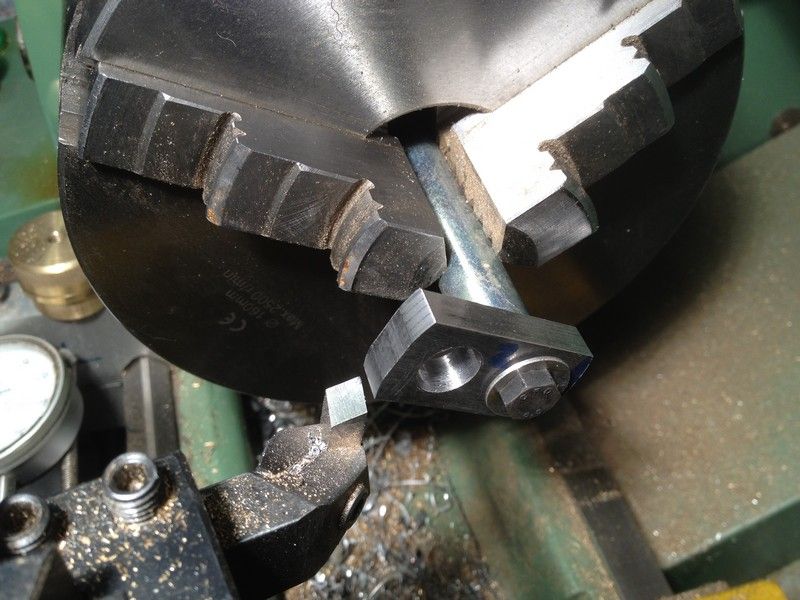
The eccentric was next placed in the mill Vice with the offset hole at the bottom and a 2.5 mm hole was drilled through the thickest part of the eccentric which I then tapped to 3 mm. I then turned two small dowels in brass about 2.4 mm x 6 mm long to act as a cushion for the grub screws as I did not want bearing directly onto the shaft and scratching it, because I would probably have to make several adjustments to the eccentrics and I didn't want to mark up the shaft with the grub screws.
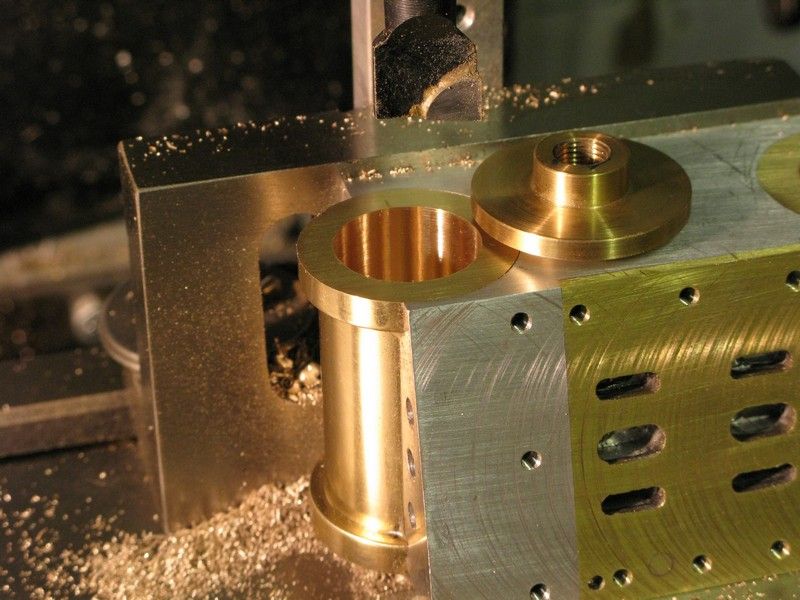
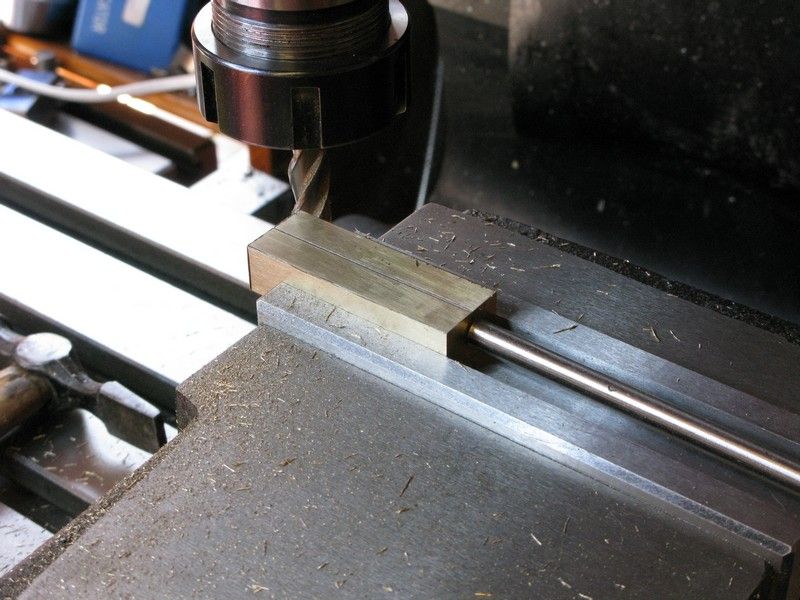
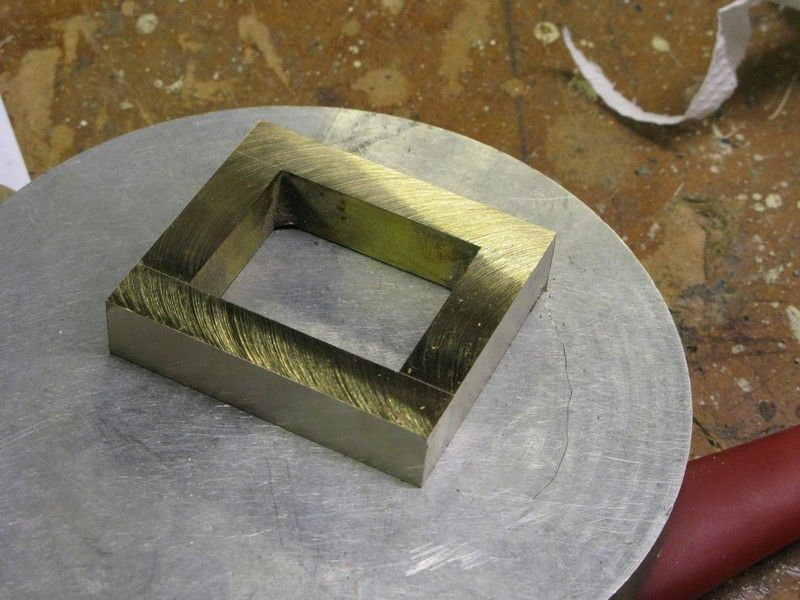
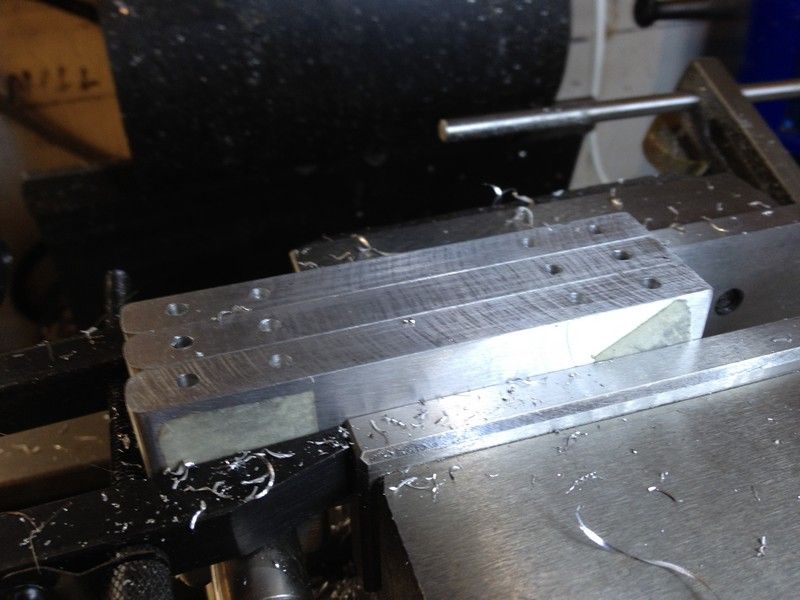
Now before finishing the crank, Im going to make the big end, and main bearings. I sorted a short length of brass and fly cut one surface then cut it in half.
I then tinned both faces and soldered them together,
after which all faces were fly cut.
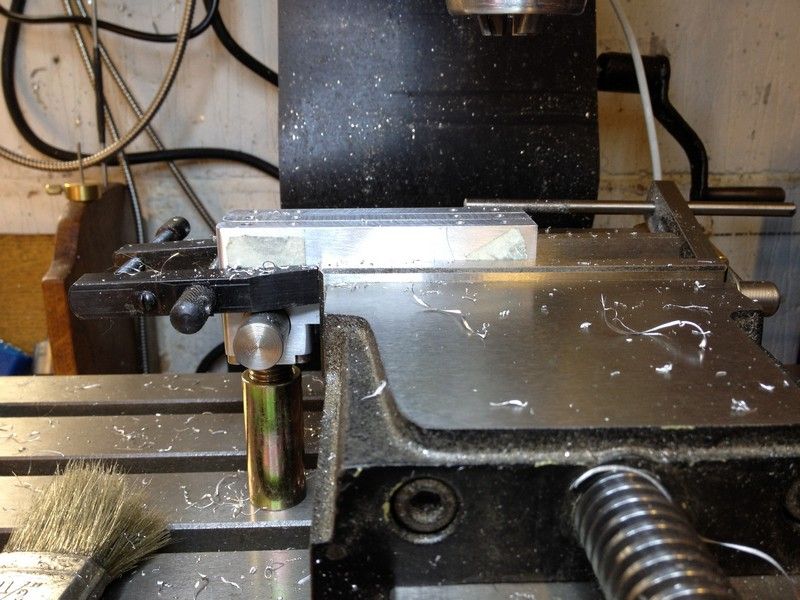
The assembly was then placed in the 4 jaw and 30mm was gradually turned down to just over 16mm. At this point I thought I would take a shortcut and use the 3 jaw, with the piece reversed in the jaws to turn down the remainder of the square section.
All was going well until I started to centre drill the first section when the solder gave way and I ended up with two halves lying in the swarf.
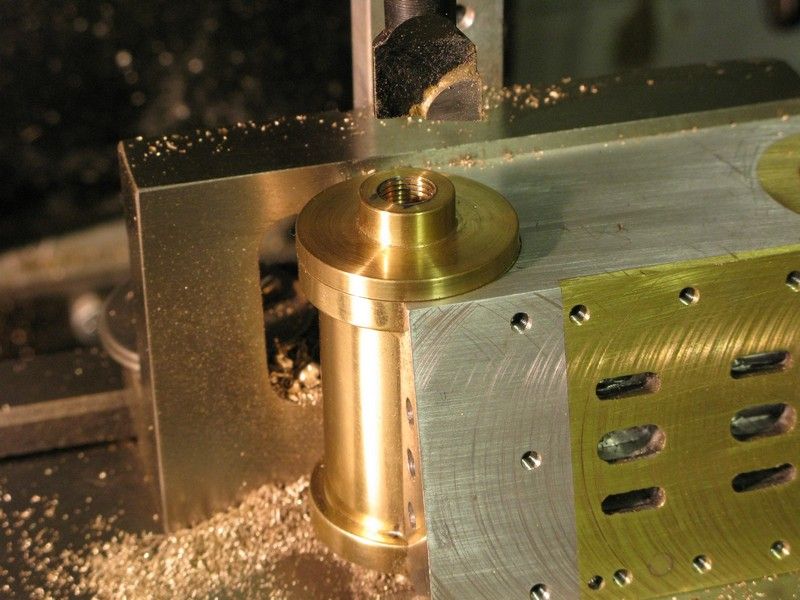
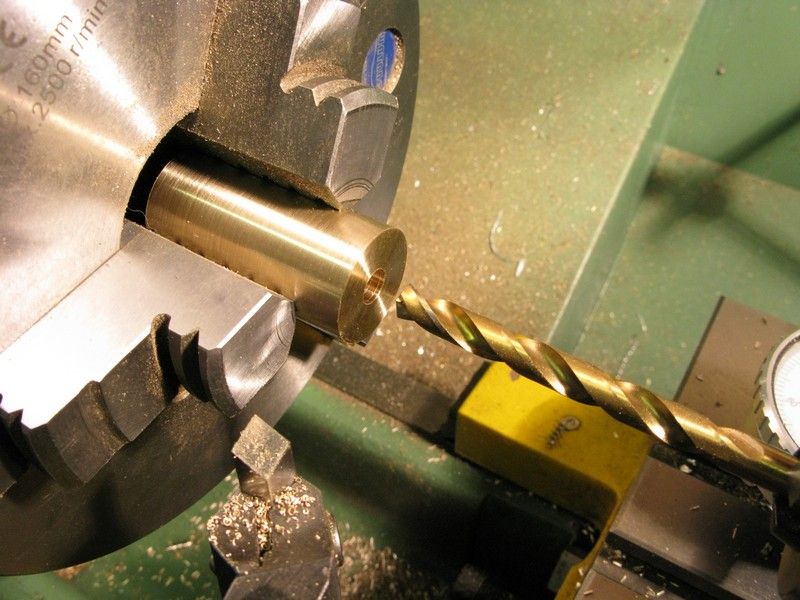
I tried to rescue at least some of the brass so swapping the three jaw for a collet chuck I inserted the two halves which I had turned down to 16mm into the chuck and parted it off leaving 15 mm. I then bored at the centre using a series of drills and finished off with a 12 mm end mill.
Unfortunately the hole was slightly larger than the 12 mm stock from which I made crankshaft. I knew I should've bored the last bit to size.
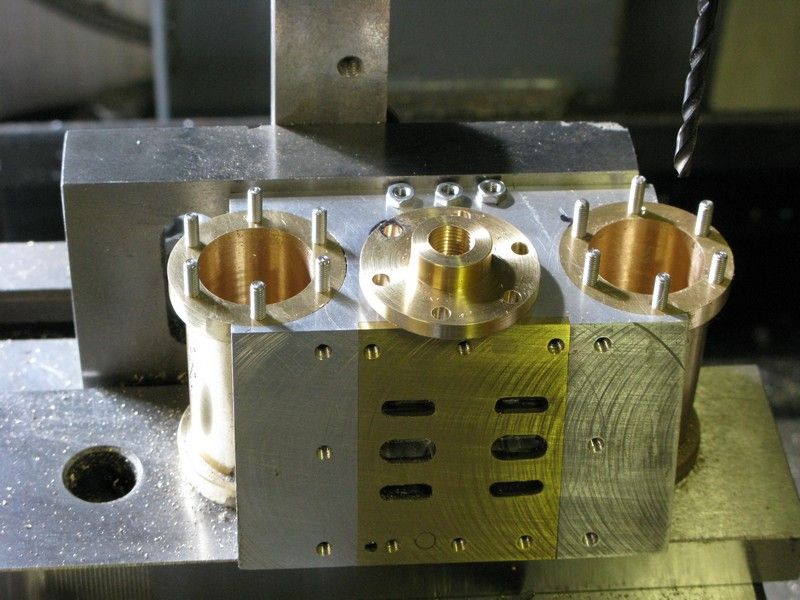
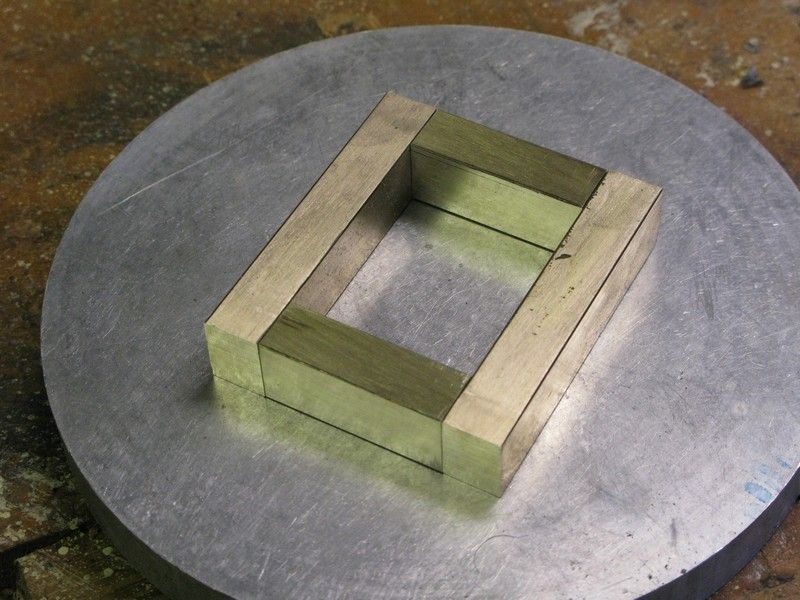
Having obtained some 3/4 x 3/8 brass section and a length of 18mm brass round I started over. First using 18mm round, I turned down the two outer main bearings which were just round, not split. I first drilled, but this time bored the centres to final size. This worked much better and fitted perfectly.
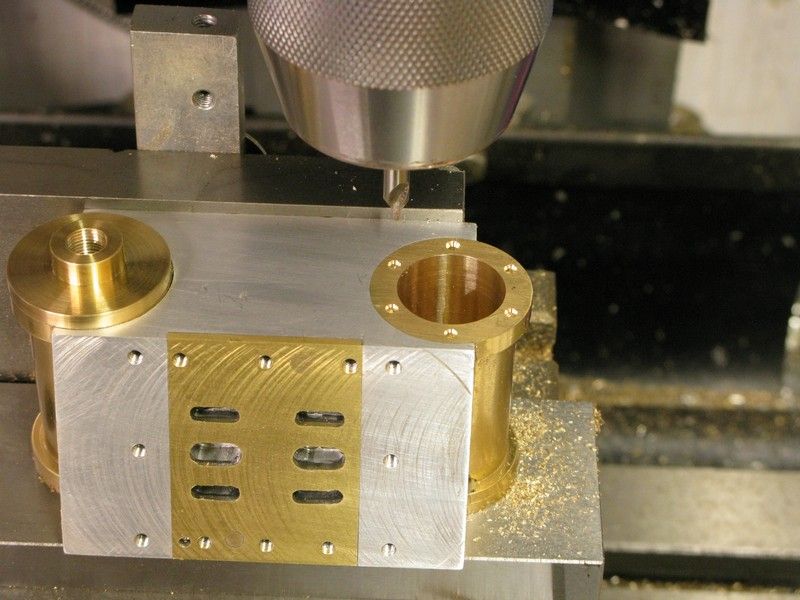
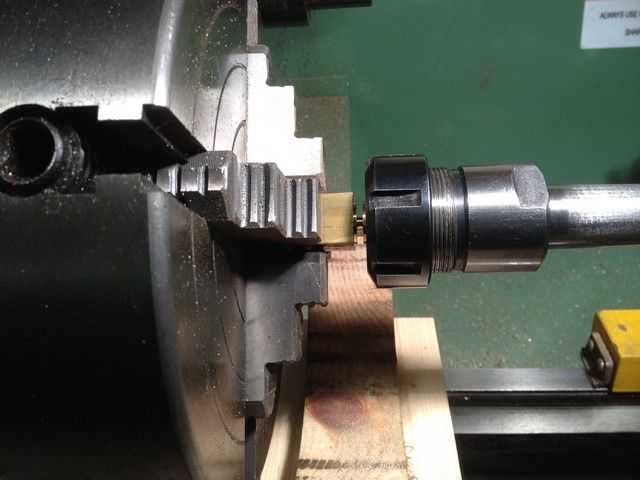
I decided this time not to solder the two sections together but and simply rely on the jaws to hold them together and do the bearings individually. I fitted the two sections inside the jaws and centralised them, then machined them down to 16mm over a length of 15 mm plus sufficient to part them off.
I then parted them almost through leaving about 3 or 4 mm, clamped the end into a collet chuck and using a hacksaw parted the remainder off.
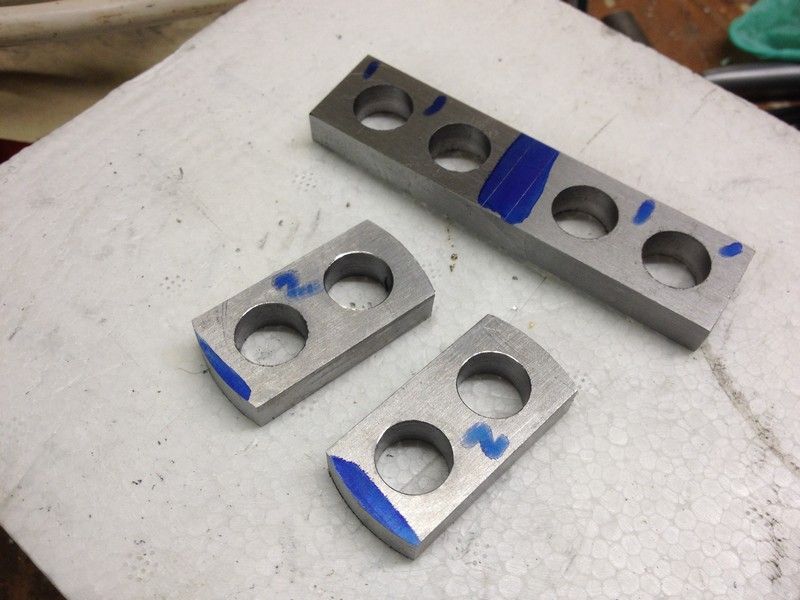
Having done two 15 mm big end and one 10 mm main bearing,
I then used the collet chuck to bore out the centres finishing with a small boring tool. Success thats all the bearings done.
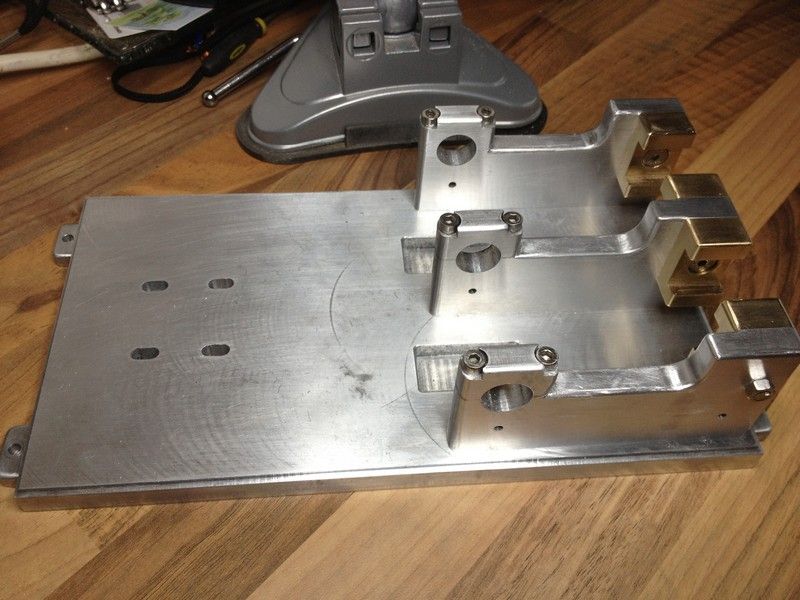
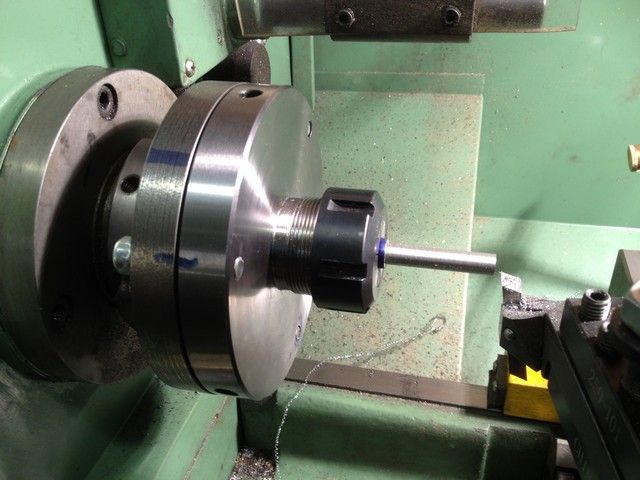
At this point I turned a 180mm ( the only size I could get) backplate down to 125 for my newly acquired collet chuck, which was a messy operation. Cast sure is a dirty material to work with.
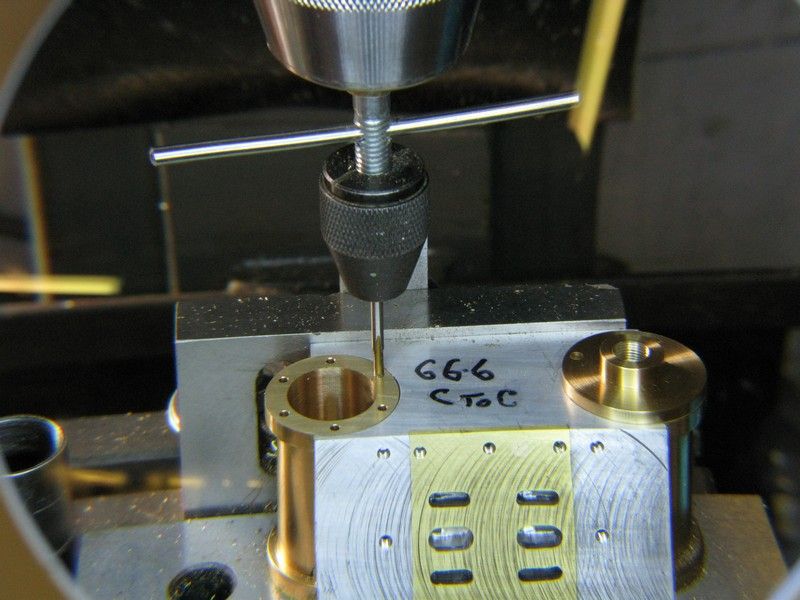
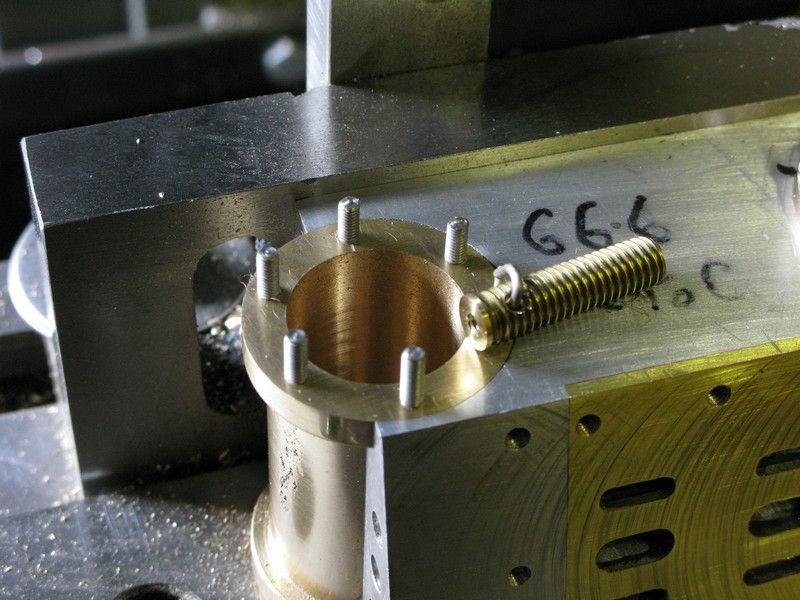
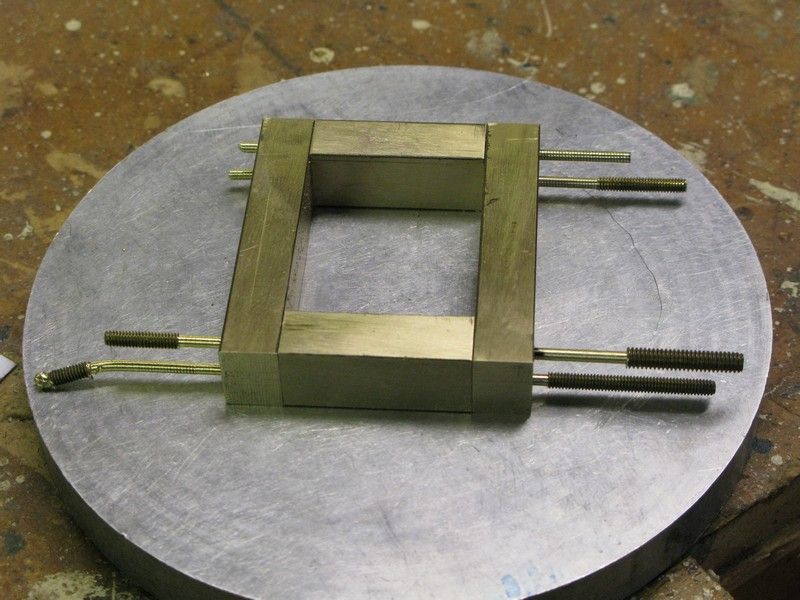
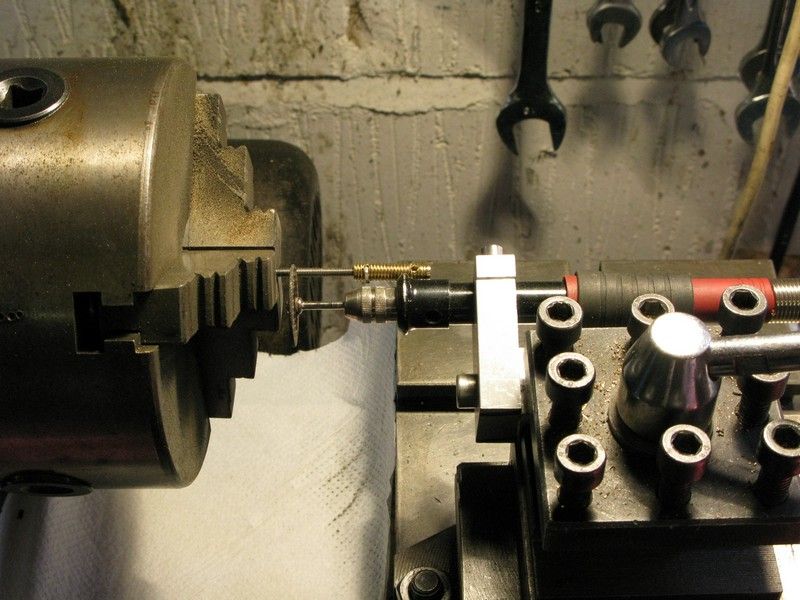
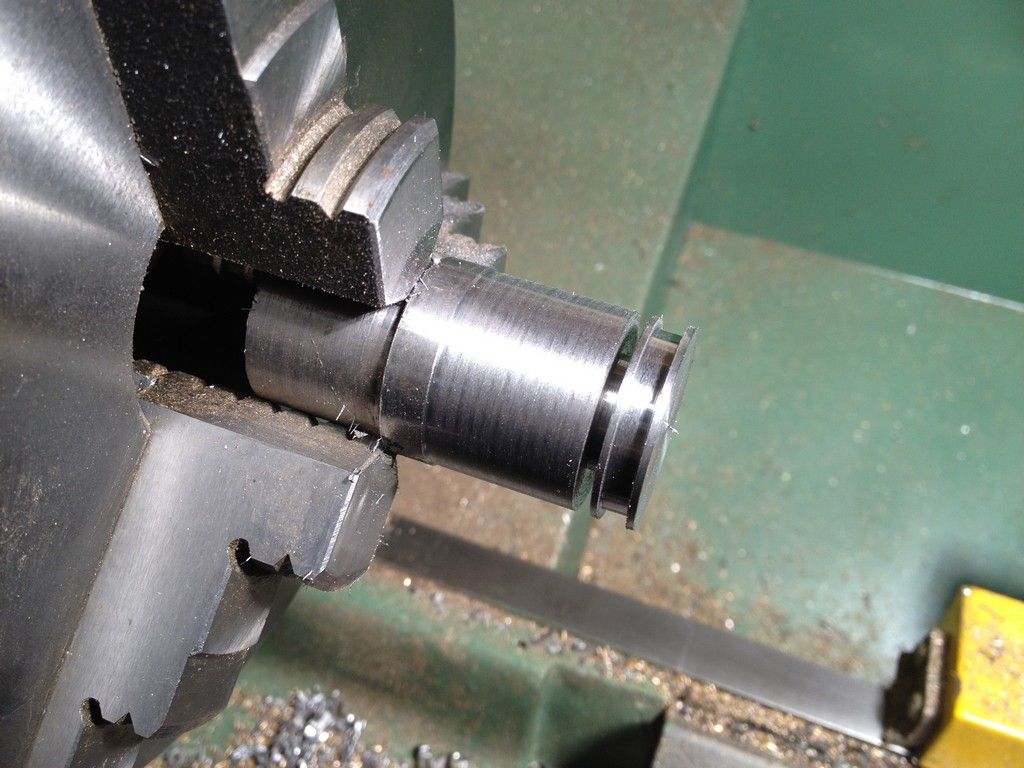
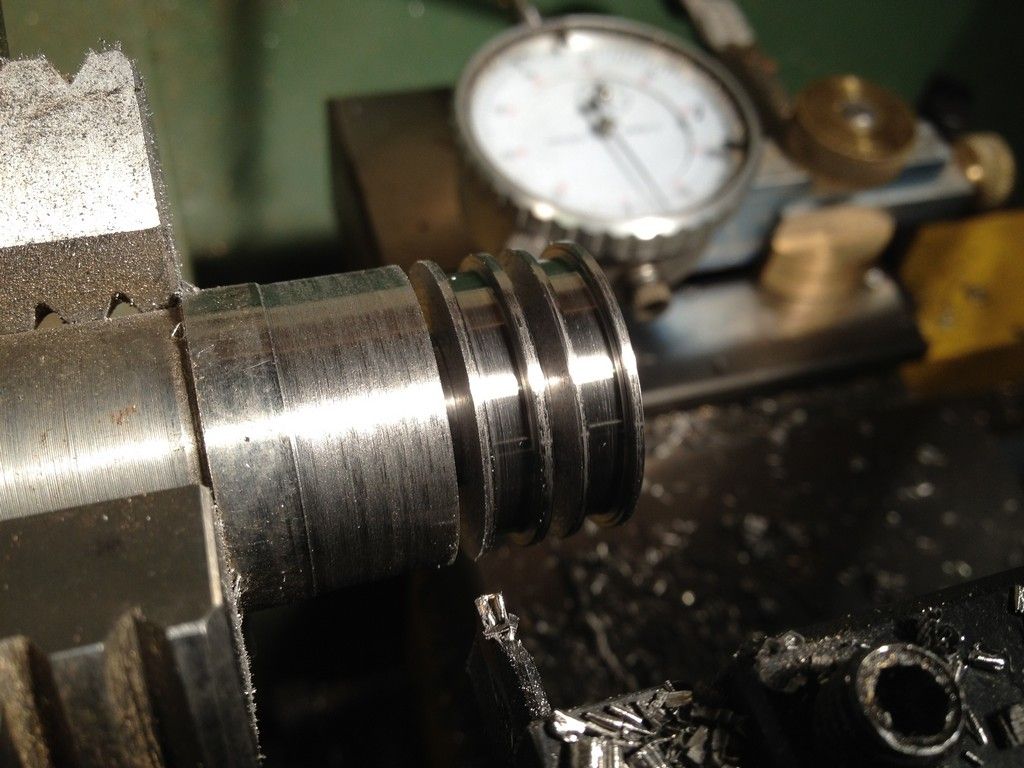
Right back to the crankshaft. I then took the 12mm stock for the crankshaft and put it into the collet chuck and turned down both ends to a shade over 8mm for the flywheels
And threaded both ends 8mm
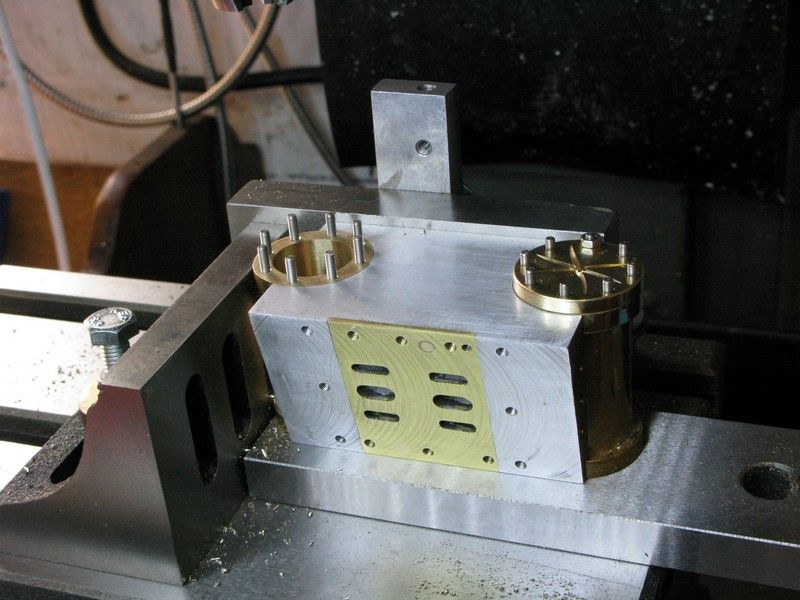
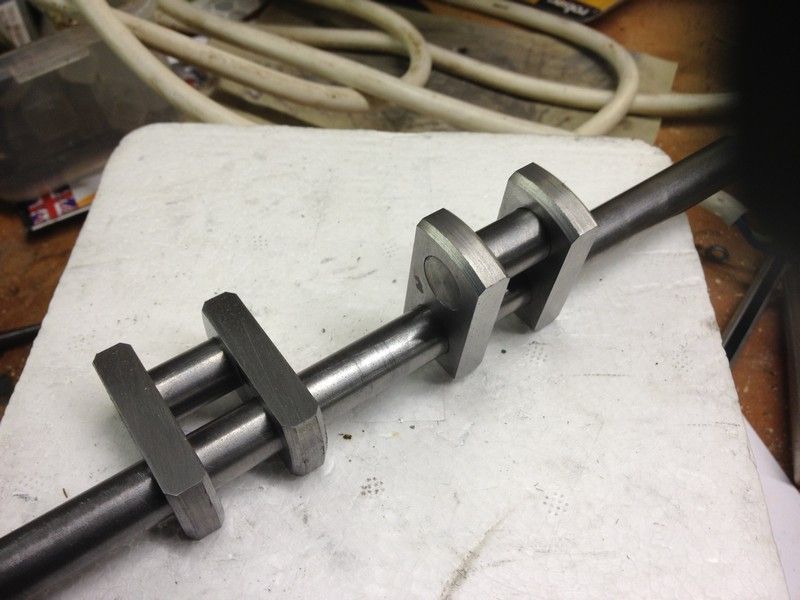
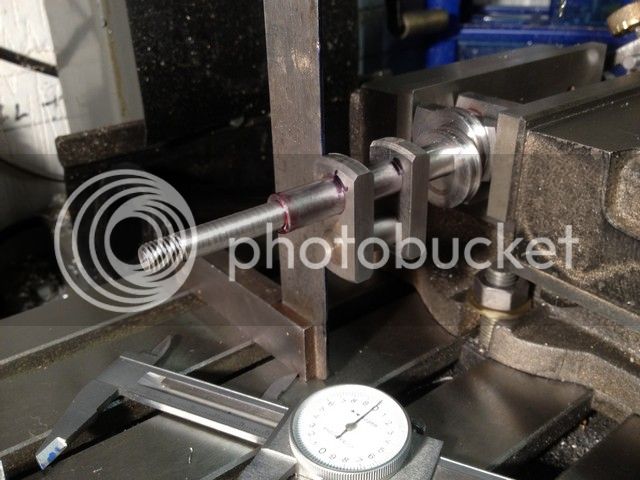
I setup the first crank on the shaft using red locktite and left it to cure overnight, rather than doing two at once.
The following day I set it up in the mill vice on parallels and used a square to get the second crank at 90 to the other, again leaving overnight to cure. Meanwhile I started on the oilers.
Taking a piece of M16 brass stock I thought I would turn the three oiler caps first, machine thread them with a 0.75mm pitch thread, and then do the bodies, threading them internally using the same threading tool that I made to do the cylinder heads. and then knurl the tops.
The thing I like about threading on the lathe is that, as in this case, the drawing called for ME 3/8 x 32 tpi, but not having an ME Tap/Die set, and as I like to keep to metric sizes, I choose the closest metric pitch draw it out and make the parts to suit each other. If I can find out how to include a PDF of the thread drawing in my post, I will do so, as I remember last time with the heads my explanation caused a bit of confusion. A picture is worth a thousand words. (particularly mine)
View attachment OC_oiler.pdf

































































































 )
)