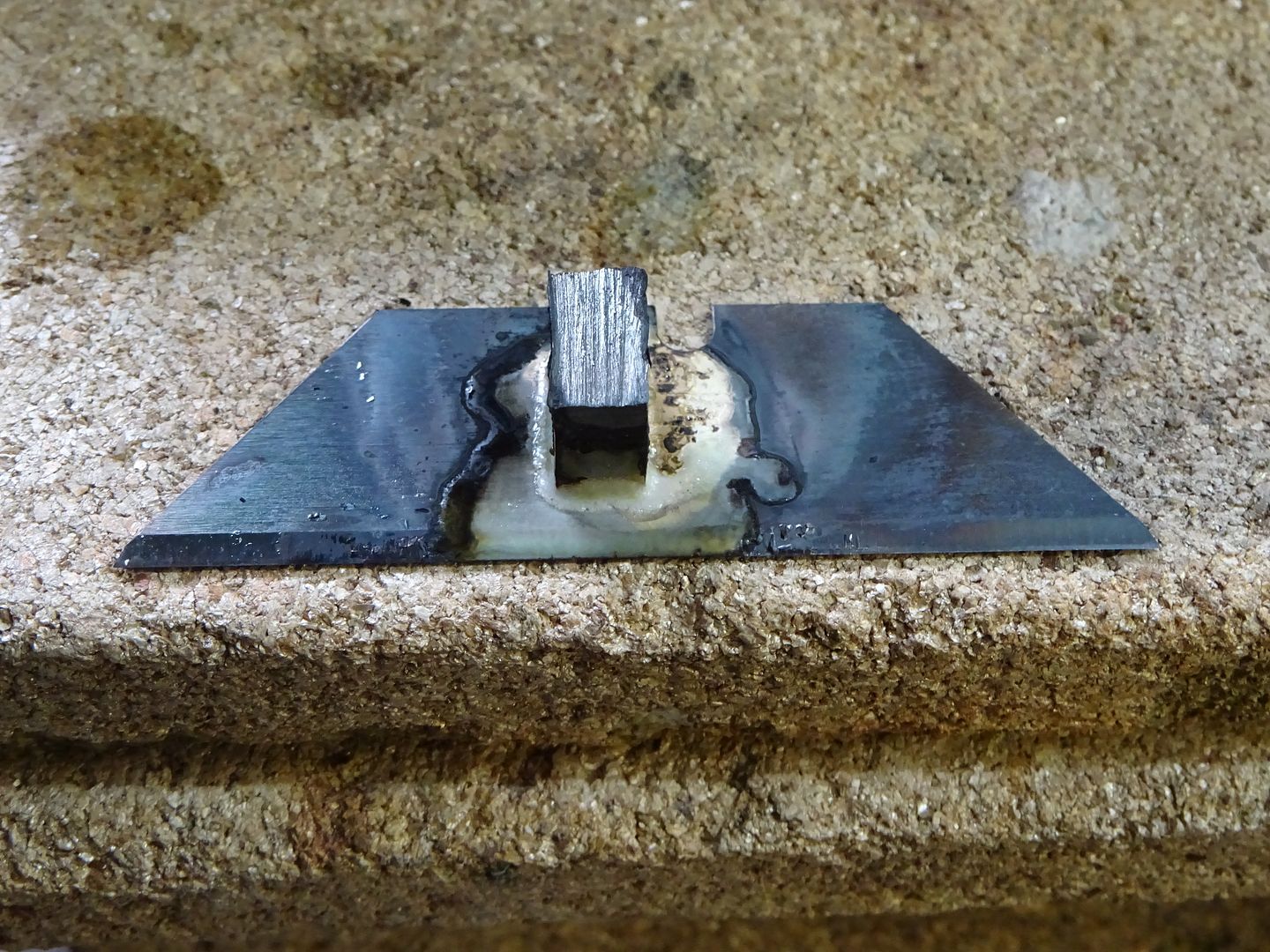
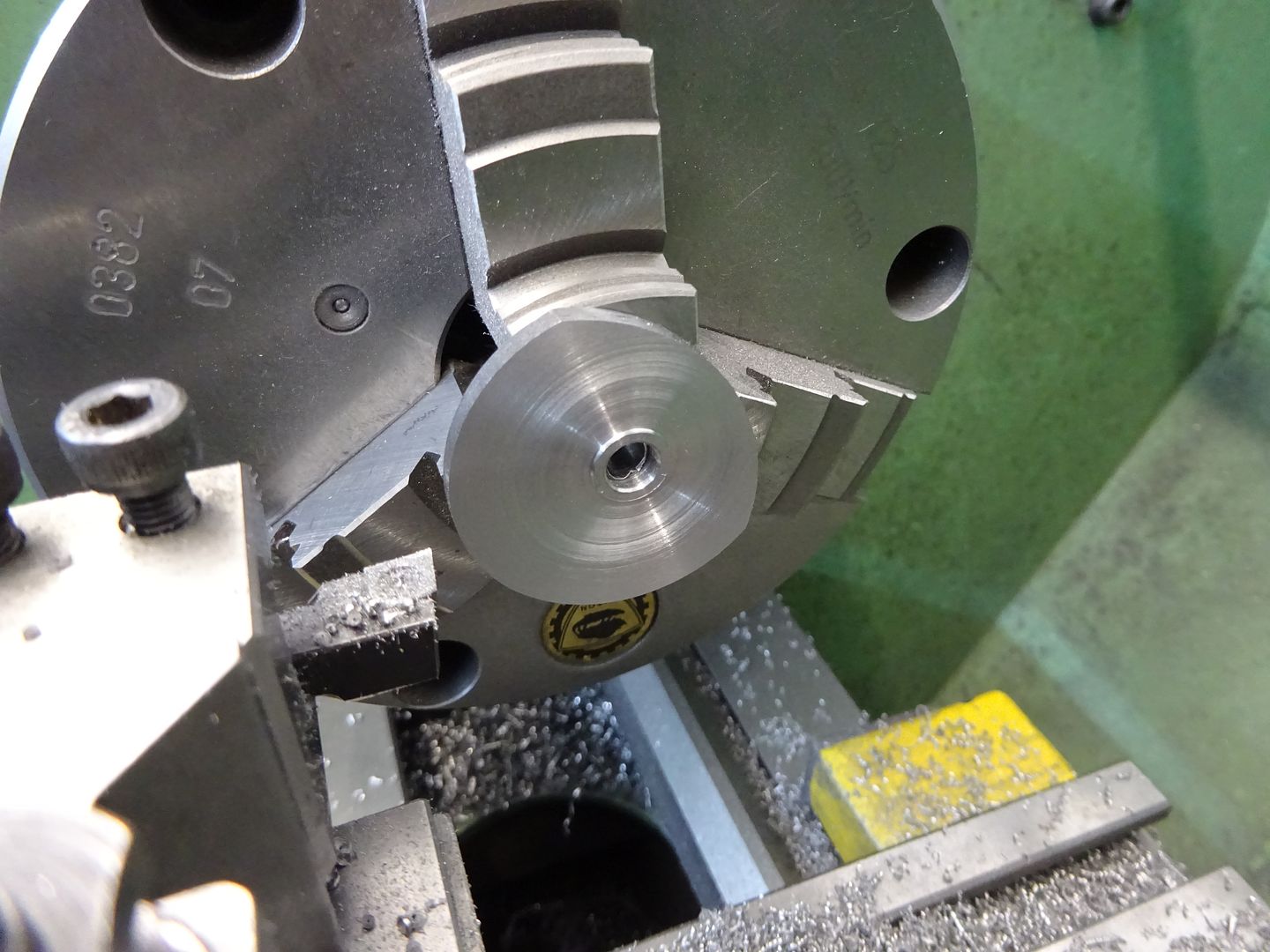
For those of you who are following---Today I made a new cast iron piston, left it about .001" to .002" oversize and lapped it into the cylinder with 600 grit lapping paste. The bore of the cylinder measures exactly 0.75" diameter. It was reamed to size with a 0.75" reamer when first made, then honed with a 3 stone brake cylinder hone. The brake cylinder hone probably opened it up .0001 to .0002", but my measuring equipment won't measure that anyways. The graphite piston was turned to an exact 0.75" and was a snug fit into the cylinder when first made. This morning when I removed the graphite piston, it measured 0.745" in one plane and 0.747" in the other. It was a sloppy fit into the cylinder, and if I tried to spin the flywheels with my thumb held over the end of the cylinder, it had no "bounce back" at all. I really don't trust graphite for a wear item like a piston, and probably won't use it again. The slot I milled in my cylinder head was milled 0.030" deep, and I used a 0.020" feeler gauge for the flap valve. I have since spoken to Jason from the U.K. and he tells me to use a flap valve about 0.001" to 0.002" less than the depth of the machined groove. Since I have already used a feeler gauge to make the first flap valve, I don't feel so bad about cutting off a 0.028" blade to make another flap valve.








![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)