- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
Chuck--Your pictures aren't showing in your most recent post.---Brian
Hmmm, I can see them just fine... Anybody else?
Chuck





Chuck--Your pictures aren't showing in your most recent post.---Brian
Hmmm, I can see them just fine... Anybody else?
Chuck
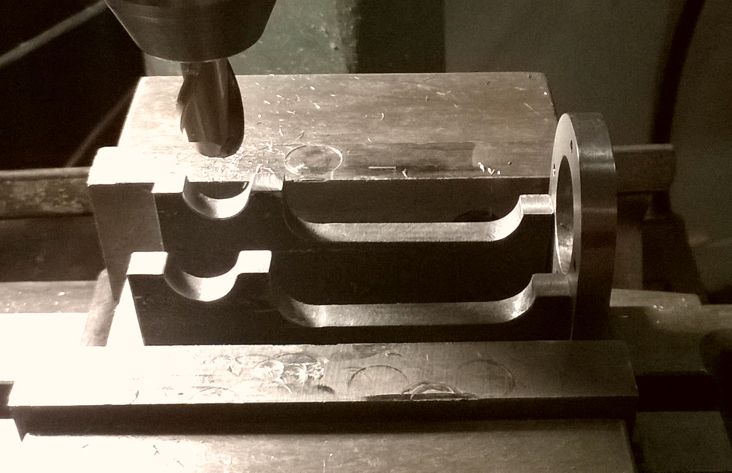
















The way you hold the pieces outside the vice, post#18, clever as usual...





I went back to look at #18, and I dont quite gt it. Is that a block with a cap on it- kind of T shaped- in the vise Holding down on the work?

 --Brian
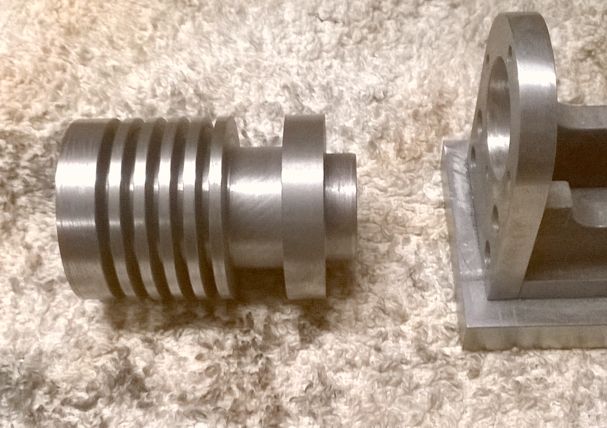
--BrianChuck--I am still plagued by that very same thing. It's absolutely unbelievable how little material there is between "press fit" and "Damn--It fell through!!!!"--
You would think it is obvious that a good finish is essential to get an accurate measure for a fit. It took me several miss to learn that.
Enter your email address to join:














































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





