The first step to CNC machining the conrods is to make the fixture to hold them in a manner that allows them to be machined on both sides. I like to machine the fixture and the conrods all in one setup so the conrods and the fixture have the axis touched off at the same time. It is OK to make the fixture and use it later, but there will probably be a couple of thou zeroing error when the fixture is setup in the vise a second time. So I machine the fixture and tap the 6-32 threaded holes in the vise, install the alignment pins, then machine the conrods without re-zeroing the work piece.
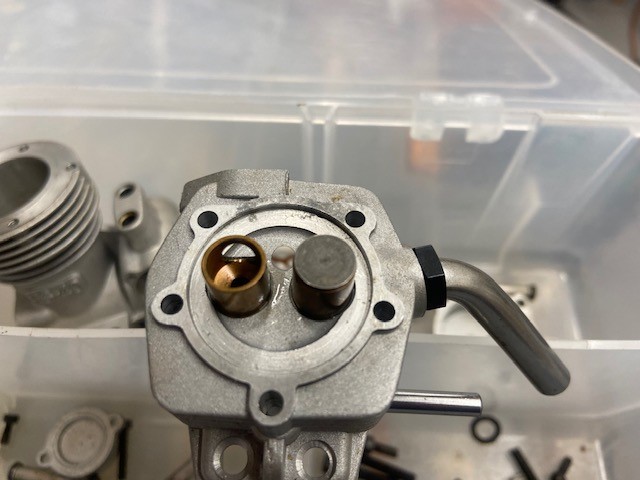
Here is the conrod blank mounted on the fixture. Note that the hold down screws only provided a downward locking force and do not locate the blank, this is done by precision machinied pins. There are matching machined pockets machined into the fixture to locate the pins.
The conrods will have the following machining operations:
- Removing the majority of the material then finishing the flat surfaces - 1/4" end mill
- Machining the flat sides - only needs to be done once - 1/4" end mill.
- Machining the curved surfaces - 3/16 ball end mill
- Machining the cut out in the middle of the conrod web- 3/32" flat end mill.
- Flip and repeat
I made three different 3D models to ease the generation of the tool paths. Below is the first one, note that the side cutouts and the middle web cutout are missing from the model.
Below is the simulation of the first machining operation. the blue represents the material left by the roughing pass and the green is the finishing pass for the flat surfaces. Note that the very top flat surfaces are not machined as this is where the tooling hold downs are. The machining parameters are: 1/4" flat end mill, 8000 RPM, 15 IPM, 050" step down, .020" material left on roughing pass.
After the 1/4" flat end roughing, but the sides have not been finish machined.
Next, with the 1/4" flat end mill still mounted, the sides are machined:
Below is a simulation of the finishing pass with the ball end mill. The parameters are as follows: 8000 RPN, 10 inches per minute, .005" step down and only the curved surfaces were selected for machining. While the other machining operations took about 10 minutes, this one takes 25.
The fine blue lines show the tool's path, the yellow lines are moves where the tool is not in contact with the work piece.
After the side milling, contour milling and the web cutout milling. Read to flip it over and do the other side.
The above simulation shows the expected result after machining the curved surfaces using the 3/16" ball end mill. I have circled two areas that were not properly machined during the horizontal finishing pass, I did not notice these artifacts until after machining the conrods. I will have to finish these areas by hand.
Finally the conrod web cutout is machined with a 3/32" end mill, this will give nice radii in the corners.
While I was machining the second conrod my compressor gave up the ghost. My spindle is water cooled and requires compressed air to seal the bearings. The compressor's electric motor made a horrendous screech and then blew a fuse. I ordered a replacement 5 hp motor from Amazon and it will be here tomorrow. So I will have to re-establish the CNC axis zero points and restart the milling operation. I will touch off the precision pins in the fixture.
Below is the first conrod mounted on the crankshaft, I am very pleased with the fit.
Notice the reliefs I had to add to the sump to clear the conrod cap attachment screws. I did not include these screws in the CAD model, so did not notice the interference. The CAD model should include ALL the parts including hardware, live and learn.





































































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)