OK! here goes and if you don't understand whats going on here, don't ask me because I don't either!!!
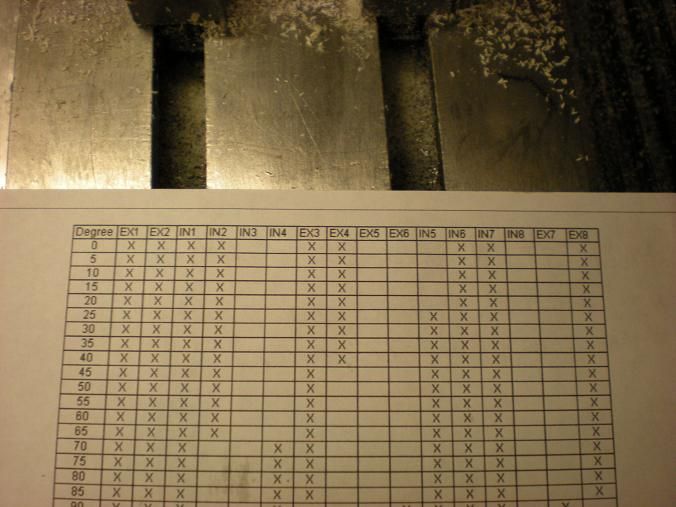
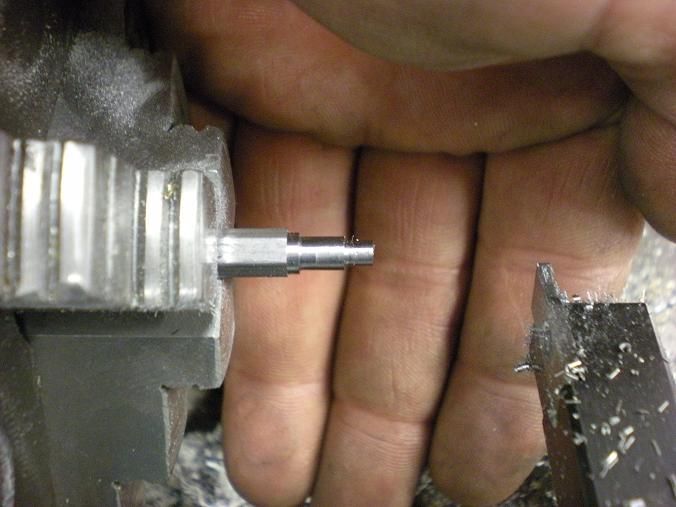
Seriously I had the blank loaded in the fixture and the pointer at zero. In the lathe it goes and looking at the chart there is an "X" when you cut and nothing when you don't. So the chart shows for zero degrees we cut lobes 1, 2, 3, 4, 7, 8, 12, 13, 16
The lobes are cut to a depth that equals the lift. In this case I cut to a depth of .070 inches. I cut the first 4 lobes at the same time in .005 steps until I reached .070. Then the lathe gets turned off and the tool is moved to the next group. I prefer to shut-er-down between moves to keep things from crashing. There is enough to keep track of with the chart so no need to increase my chances.
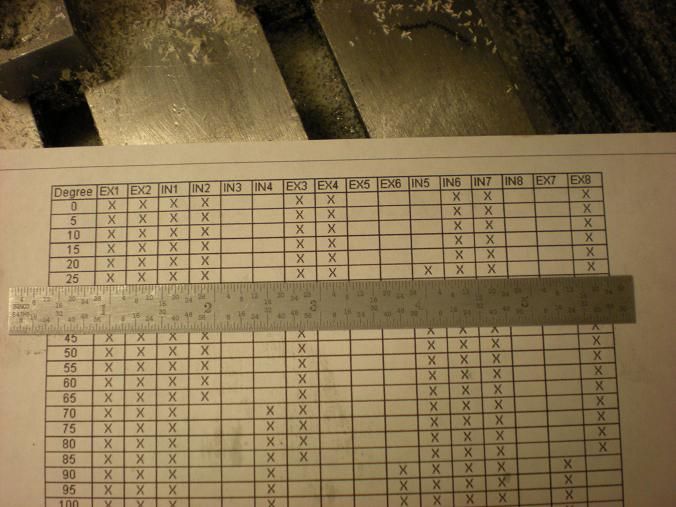
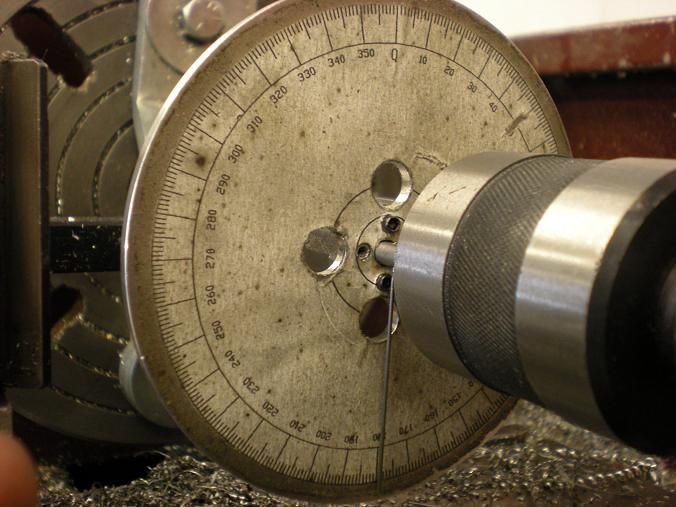
The lathe is again shut down and the set screws in the fixture are loosened. The blank is rotated until the pointer points to 5 degrees. Now when you go to cut, the little nibble that is taken is so small that the tool will be .055 deep before it contacts the work piece. 3 .005 steps and the lobe is done.
The same process is followed until you get to 25 degrees. At 25 degrees intake #5 needs to added so the tool will be backed out to zero again and the #5 lobe is cut down to the .055 depth and again they can be cut as a group.
Again the blank is rotated 5 degrees and cut and rotated and cut. At 45 degrees exhaust #4 gets dropped from the group so i painted it with a sharpie to remind myself not to cut it anymore.
The pointer at some point will hit the live center in the tail stock so i figure 180 degrees is as good as any to stop.
Make sure the cam is snug and cannot rotate in the fixture. The fixture is removed from the lathe. The pointer is removed from the cam blank. The disk gets unscrewed, rotated 180 degrees, and screwed back on the fixture. Then the pointer gets put back in pointing at 180 again. Now you can make another 180 degree swing without hitting the center.
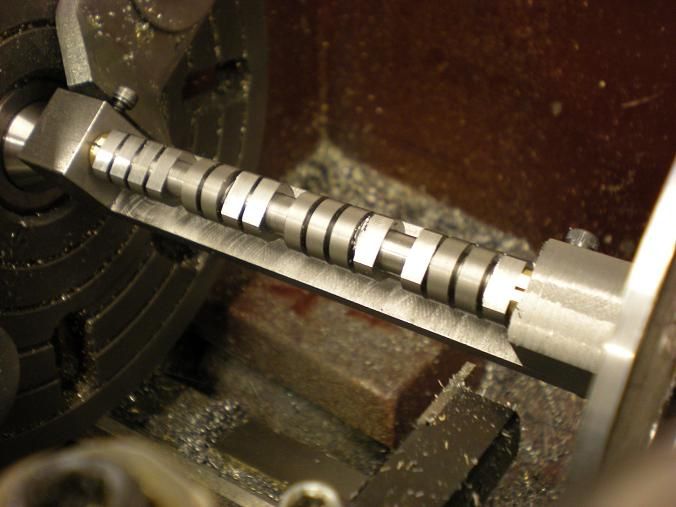
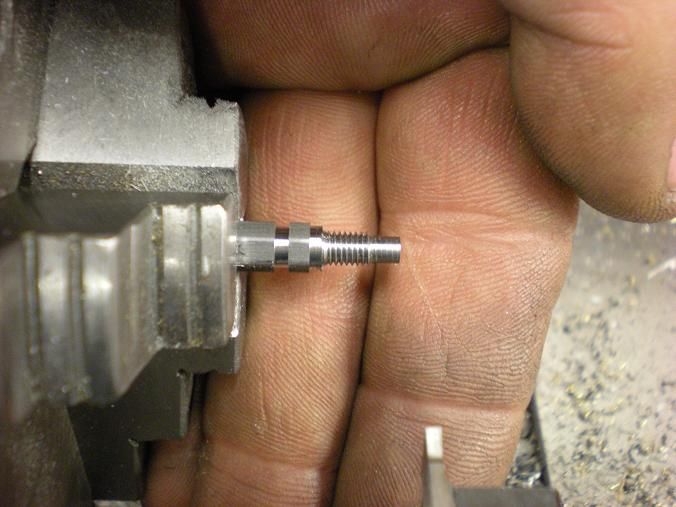
Now the 5 degree process keeps going until the pointer gets to 355 degrees and if the chart is correct, and the chart was followed correctly, you got a cam shaft with some funny shaped lobes.
All the lobes will now be hand filed so they will have a nice nose radius. The entire process took me a good 5 hours.





")
































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)