I run straight tap water in my coolant tanks, but I empty the engines out before they go up on the shelf. My well water has some very high mineral content in it---great to drink, but does leave deposits on the kitchen fixtures and ceramics in the bathroom.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Rockerblock I.C.--Something a little different-
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Well, if that isn't the prettiest cylinder I've ever seen, it runs a close second. No issues at all machining the 316 s.s. with carbide on the outer diameter and drilling/reaming the inner diameter with my HSS twist drills and reamer. I still have a bunch of threads and counterbores to put into the flange, but the cylinder is close to being finished. I just have it propped up in the current position to take the picture.---Brian


Ta-Da!! We have a finished cylinder. Today was the only time I have noticed any difference machining the 316 s.s. My #6-32 tap definitely did not like tapping the four holes that hold the cylinder to the cylinder head.--Then again, it could be that my tap is just dull and needs to be replaced. The cylinder fits where it is supposed to go and all the bolts line up the way I had hoped. I guess my next moves will be a piston and the primary connecting rod. Jeez, I was afraid that tap was going to break off in one of the holes and ruin the piece. Lots of cutting oil, breath holding and backing the tap off every half turn got me there, but I was worried.


Oh, woe is me.--My favourite (and only) tool shop in Barrie is closing it's doors. When I first came to Barrie in 1986, Barrie was one of the fastest growing, technically based cities in Canada. In the early 1990's, things started going the other direction and the bleeding has never really stopped. One by one, machine shops closed down, factories either closed or moved away, and the many tool shops started to shut their doors. We are now a city of 150,000 with 60% of the people who live here commuting to Toronto to work, 60 miles south of us. Varty Machinery has been in operation for over 30 years, and it employed the owner, a travelling sales guy, a counter sales guy, and two women. It was the "go to" place to buy one drill or one tap or one milling cutter at a time. They had prompt service (order one day, they had it the next), reasonable prices, and friendly staff. There is still one tool-shop in town, but they only deal in large quantities and specialized tooling. I can still order "on-line" from toolshops in Toronto and get speedy delivery, but now I will have to pay an $8 shipping charge on a $6 tap. I know this is a story being continuously repeated throughout Canada and the USA, but it's nasty.---Brian
Brian,
It happens everywhere, I can't even buy a tap or die here, have not been able to for years, 99% of the stuff I need is ordered on line, only winner in all this is the post/freight companies with the extra deliveries.
Cheers
Andrew
It happens everywhere, I can't even buy a tap or die here, have not been able to for years, 99% of the stuff I need is ordered on line, only winner in all this is the post/freight companies with the extra deliveries.
Cheers
Andrew
Today was kind of a "milestone" day for the rockerblock engine. All of the major mechanical parts are completed, and everything goes round and round and up and down without any interferences. I have to decide now whether to move ahead with the valve train, or machine the waterjacket. (I think the waterjacket would be more fun.) I have posted a picture of the engine with all of the major components in place, and a link to a video of it being "ran' by hand so you can see the action of the mechanism. Hope you enjoy this.---Brian

https://www.youtube.com/edit?video_id=33qlNr7Tkvw&feature=em-upload_owner

https://www.youtube.com/edit?video_id=33qlNr7Tkvw&feature=em-upload_owner
Cogsy
Well-Known Member
Looks great Brian. Really interesting build. Your link doesn't work though.
[ame]https://www.youtube.com/watch?v=33qlNr7Tkvw[/ame]
[ame]https://www.youtube.com/watch?v=33qlNr7Tkvw[/ame]
I have been having trouble with You-tube. I post a video, it loads, then I copy the link and post it. They always send me an email to preview the post and I do watch it in the link they send me, but I still have situations where I post the link and people tell me they can't see it. I really don't know what I am doing wrong. Here is the link again.---Brian
[ame]https://www.youtube.com/watch?v=33qlNr7Tkvw[/ame]
[ame]https://www.youtube.com/watch?v=33qlNr7Tkvw[/ame]
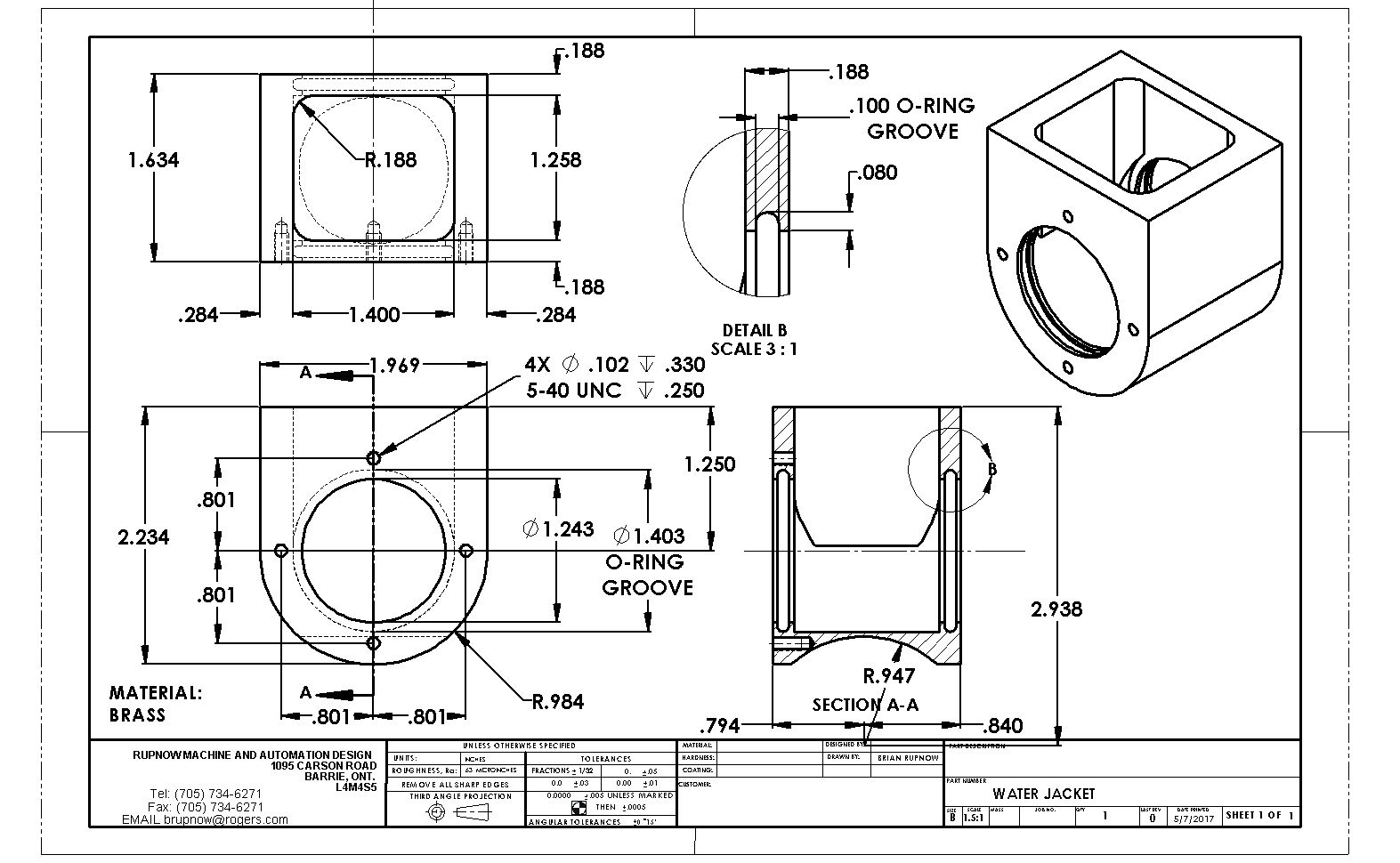
I'll probably go here next. A piece of 2" square brass x 2 1/2" should be enough to make it. I'm not sure about the o-ring gland yet--will have to do a bit of research on what Viton O-rings are available for this. The o-ring closest to the open end of the cylinder isn't going to see much heat, but the one near the cylinder head is going to get pretty toasty. I have to work out how to hold this for machining. Will probably hold it in the four jaw and do the through-hole in the lathe. Hold it in the mill vice to put the rectangular hole from the top that intersects the thru-hole. Then possibly mount it on an arbor to machine the bottom half round. The cylinder clearance will be boring bar work in the mill, I think.-Lots of complex set-ups for certain.

Today I'm lazy, and don't feel much like taking on a lot of machining. However----I did make a camshaft and drilled and reamed the "cylinder head" for oilite bushings, and installed the cam shaft and gears. Thankfully, the gears mesh well. I just got an email from a well intentioned fellow warning that my phone number and address appears on my drawings on the internet. What can I say?--I had a web page up for 15 years with my phone number and address on it. If you run a business from home, there aren't a lot of choices in the matter. I have had design jobs from as far away as Capetown South Africa because of having my phone number and address up on the internet. ---Brian


Cogsy
Well-Known Member
I have been having trouble with You-tube. I post a video, it loads, then I copy the link and post it. They always send me an email to preview the post and I do watch it in the link they send me, but I still have situations where I post the link and people tell me they can't see it. I really don't know what I am doing wrong.
The link they are sending you is the problem. From the bit I can see of it on your last post it ends with "upload-owner" so this is your personal link as the uploader of the video. When someone who isn't you uses that link, they are directed to their own channel page instead.
I think I will do a "step by step" on this waterjacket, just because it is something out of the ordinary. The starting point is this horribly expensive ($70) piece of 2" square brass, x 3" long. If I've done this correctly, there should be enough material here to build both the waterjacket and the top for the waterjacket, which is a separate piece. This job will involve drilling, boring, facing, rotary table work, tapping, 4-jaw lathe turning, and milling work. First step for me is to lay out the lines to mark the overall shape. The bottom which will be ultimately rounded using the rotary table in the milling machine will get two cuts from the bandsaw to remove a lot of the corner material. A third bandsaw cut will separate the piece destined to become the "top" from the bottom. A fourth cut on the bandsaw will remove about .370" from one side of the remaining bottom piece to get it close to the finished dimensions on the drawing. Then I will move to the four jaw chuck on my lathe to bore the round hole which fits over the cylinder.


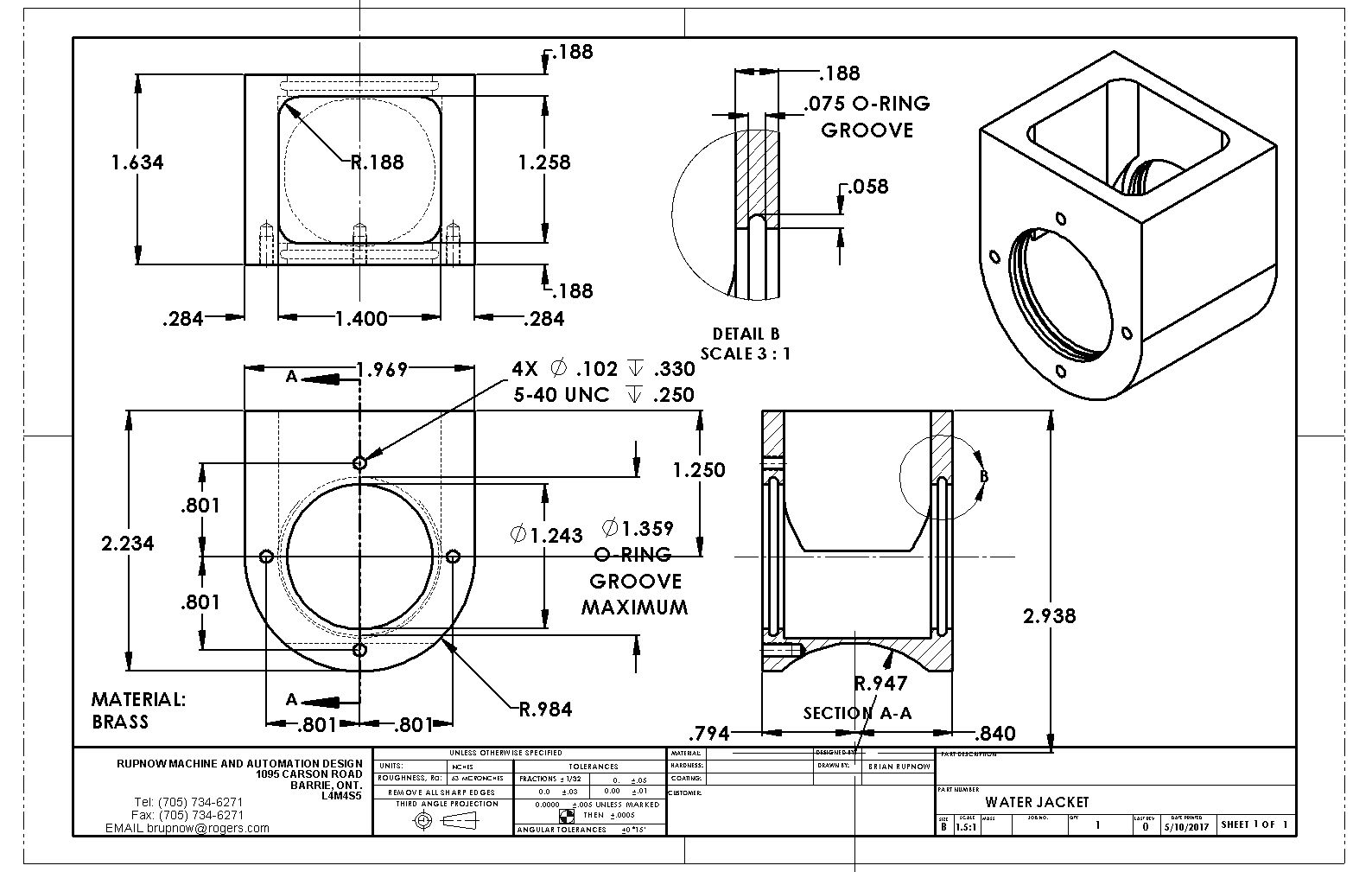
This morning I swung by Hercules O-rings in town, and picked up five 1 1/4" i.d. x 1/16" cross section Viton O-rings. I have never machined an internal o-ring groove like I show in both ends of the waterjacket before. I think I will machine a piece of aluminum to the correct bore and what I anticipate to be the right groove (It will be a different size than is shown in the posted drawing), and see how difficult it is to do this and how water-tight the resulting "seal" is before I try it on the brass. I do have other options, but this way of doing it is the simplest, if it works. I will have to custom grind a cutter for the o-ring groove, but I don't think that will be too difficult.

This drawing shows the correct o-ring groove for a 1/16" cross section o-ring. A 1/16" o-ring has an actual cross section of .070". So---My slot width at .075" should accept the o-ring without crowding it. The .058" depth of the o-ring groove will give approximately .024" of "diametral crush" on the o-ring, forcing it against the outer diameter of the cylinder to form a water-tight seal.---At least that is my theory for the moment.

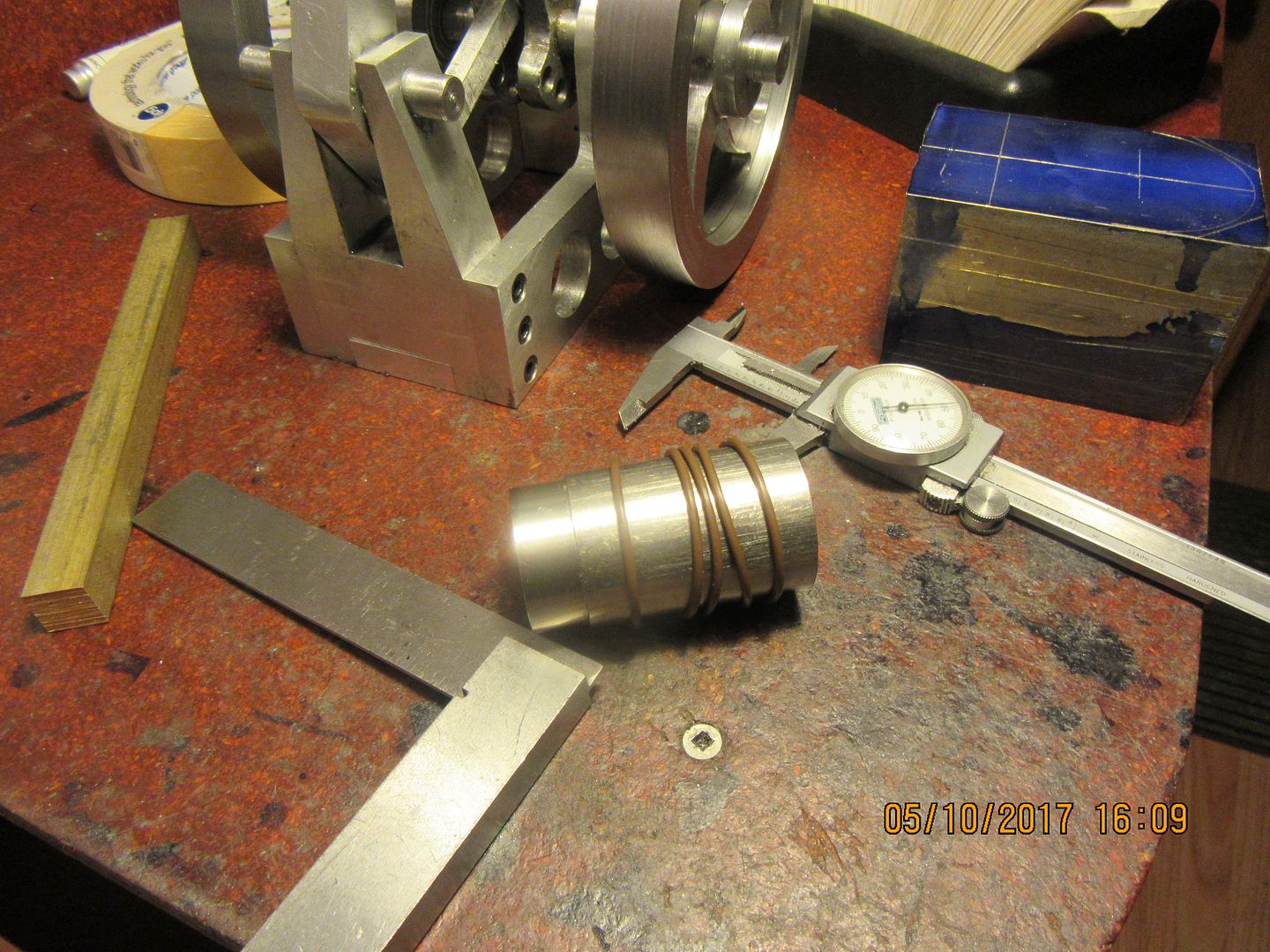
Listen my children, and I will tell----Of my experience with o-ring grooves. I found a scrap piece of round aluminum and bored it for a sliding fit over the stainless cylinder. I bored a "step" in the face of it to hold some water, and I ground a HSS tool to 0.080" wide. You can hardly see it in this picture, but I plunged 0.056" deep into the inside of the bore. This all went very well, but no matter how I tried, I had a loop of o-ring that just wasn't going to fit down into the slot.




My next step was to put the aluminum back into the lathe, and deepen my plunge cut to .063". The o-ring fit a bit better, but there was just no way it was going to fit all of it down into the groove. At that point, with nothing to lose, I put the aluminum back into the lathe one more time, and widened the groove by .025". That did the trick!! The rubber o-ring finally went down into the groove. I then stood the cylinder on end, coaxed the aluminum ring with the o-ring in it down over the cylinder, and filled the "moat" I had machined into it with water. The water is not running past the o-ring seal. I will leave it overnight, and report back in the morning as to whether any water leaked past the o-ring or not. I don't think you can see the water in the last picture, but trust me--it's there.




It's morning here at the center of the universe, and I just came downstairs to check on whether or not my o-ring seal held back the tide. It did!!! far as I can tell, it never leaked a drop. This is great news. This morning, armed with the knowledge I gained yesterday, I will turn one more piece of aluminum, sticking to a groove depth of 0.056" and a width of 0.100" and see if the o-ring will seat into the resulting groove. Aluminum scraps are free, and I want to figure this out 100% correctly before I start machining the brass. The part I made last night where I deepened the groove to 0.063" fits very easily over the cylinder, because there isn't much "crush" on the o-ring. Last nights test was a "static" test with the cylinder setting on my reference table. In reality, there will be a lot more dynamics happening as the engine runs and makes the cylinder move and quiver and react to overturning and reversing forces in the engine, so I want a bit tighter fit.---Brian
So--Here is the final scoop. On the second piece of aluminum (closest to the camera) I bored it for a sliding fit onto the cylinder, then I cut the o-ring groove .056" deep x 0.100" wide. The Viton rubber o-ring snuggled right down into the groove as if it wanted to go there all along. I then gave the end of the cylinder a squirt of #30 automotive oil, and with a push and a twist it slid into place over the cylinder, but with a much snugger fit than it had previously with the deeper 0.063" deep cut slot. I think that I'm satisfied at this point that this method of sealing the waterjacket is going to work, so I will now move ahead and start cutting brass.


To paraphrase one of my old rock and roll heroes, "I ain't fakin'--A whole lot of hoggin going on"!!! I trimmed my block of brass down to size with the bandsaw and mill, then set it up in my lathes 4 jaw and drilled thru with about 3 successively larger drills till I maxed out with my 1" drill, which is the biggest I have. Then I bored for a sliding fit over the cylinder. Then, using the o-ring groove information I had sussed out with my aluminum test pieces I put the o-ring groove in both ends. One end I could actually see what I was doing. at the far end I just trusted my DRO because I couldn't really see what was going on. After the o-ring grooves were in, I hogged out the center area where the water will actually be with a different home brewed hss tool, again working blind because I couldn't see what was going on.--I don't like that very much, but you do what you have to do. I then removed everything from the lathe, cleaned it up a little, and tested to see if the O-rings fit into the grooves---they do.




I freely admit to being pretty "twitchy" when I cut the hole in the top of this thing, worrying that I was going to machine away the o-ring grooves I had put in earlier this afternoon. In a situation like this, all you can do is machine everything as closely as possible to the drawing, and have faith in the designer. It went very well. When I took it out of the mill vice, and brushed away all of the chips, the o-ring grooves were still there, just like the drawing said they would be. Ahhhh---big sigh of relief!!! Next thing up will be to design and build a fixture to hold the waterjacket while I use the rotary table in combination with the mill to round off the bottom. Man, it's great to be home for a day and play in my machine shop. I'm home tomorrow too, so will post something about the fixture and the process of rounding the bottom.---Brian


Similar threads
- Replies
- 302
- Views
- 71K
- Replies
- 212
- Views
- 80K
- Replies
- 22
- Views
- 9K