




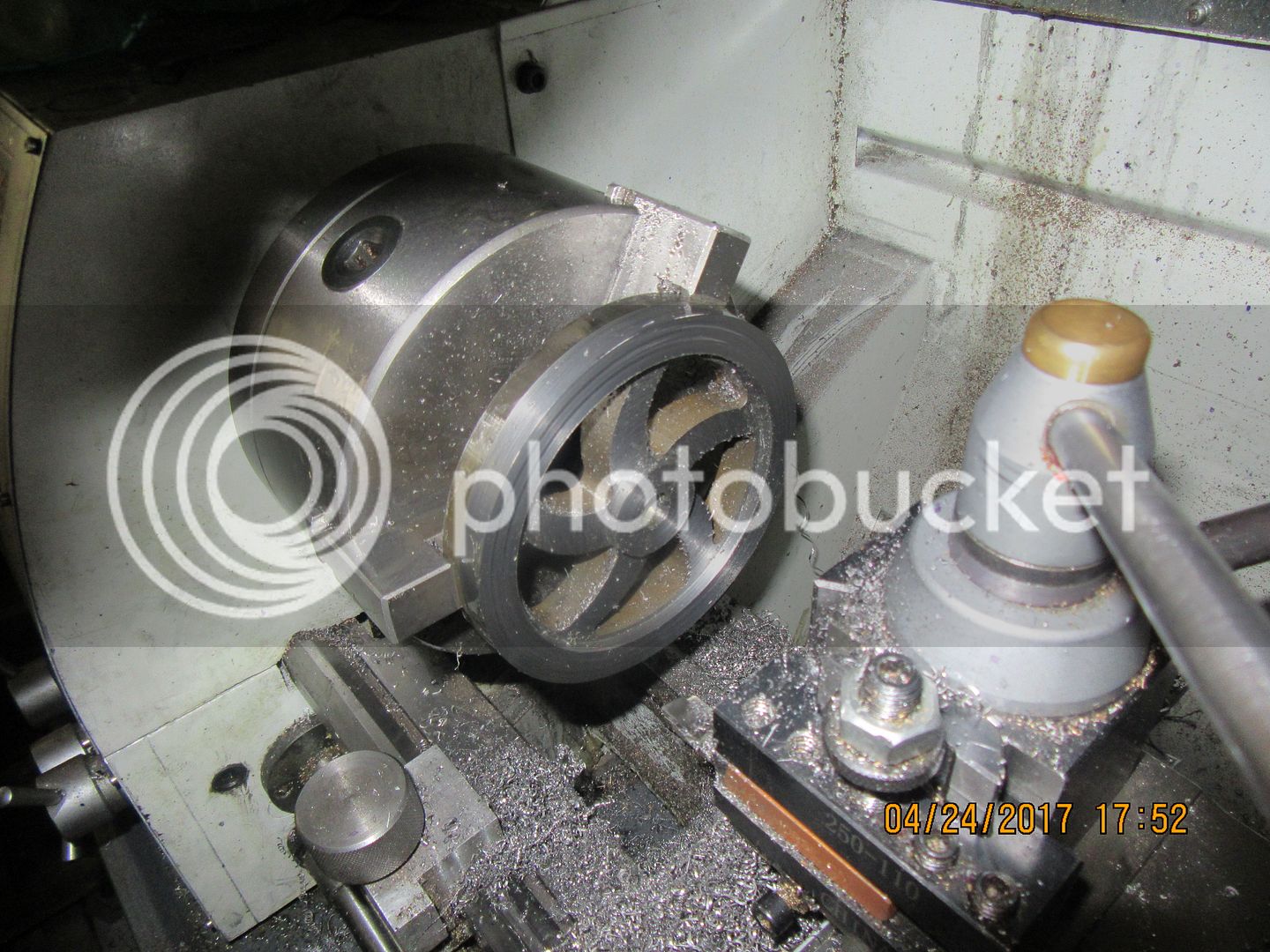
Those curved spoke flywheels are really, really nice.--But---Oh my God--What horrible little piggies to machine. The worst part is figuring out where to start. I opted to plunge at the major diameter of the recess in the side of the flywheel. Just because of the geometries involved, you can only plunge about 0.050" before the heel of the parting off tool starts to drag. Then you move in towards center the width of the parting off tool you are using to plunge with and plunge again. Moving back and forth between the two positions you keep plunging until you reach the depth you were aiming for. Then grind an HSS tool with the cutting face reversed to what you would normally see, and cut in towards the center in auto-feed mode, taking 0.010" depth of cut. This requires nerves of steel and eagle eyes on the digital readout. When you get about .050" from the minor diameter of the recess in the face, kick out the automatic feed and take the last .050" by hand feed. I have one side of one flywheel finished. I'm going upstairs now and have a strong drink now to calm my shattered nerves.





")









