Nick,
Almost anything can be repaired, it all depends on how much time you are willing to spend on doing it compared to the price of a new vice. For my own repairs, I work on about £10 per hour. So if it is going to take me 6 hours to repair, that would be £60. In that case I would go out and buy a new one, as they are around that price anyway. I use a slightly less figure of £5 for making tooling. If it costs me more in time costs to make than buying a new one, then I buy it. I find that system works very well for me as my shop time is now very precious to me.
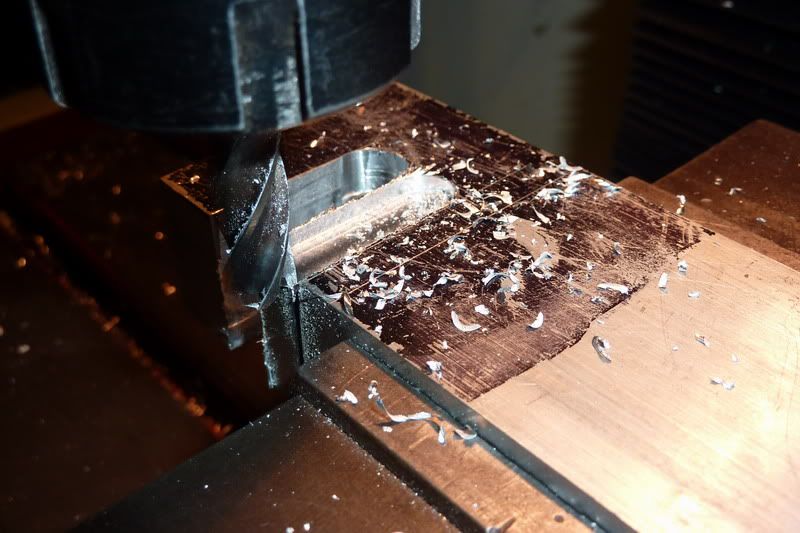
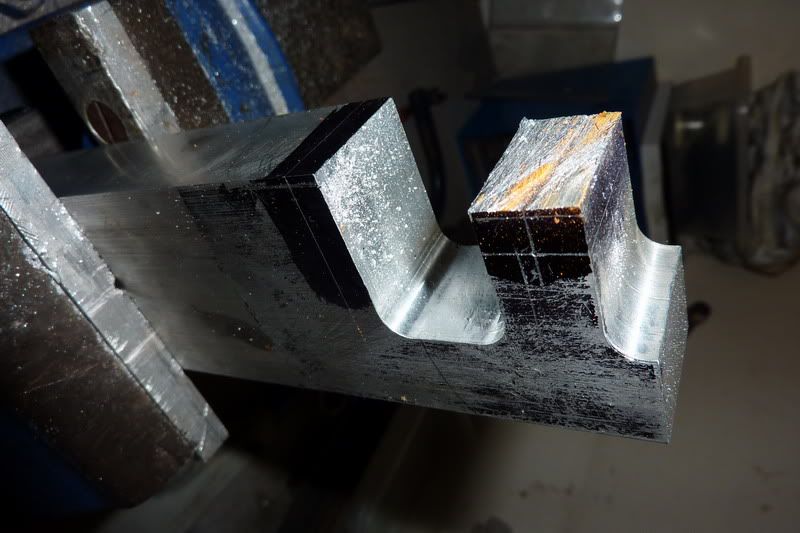
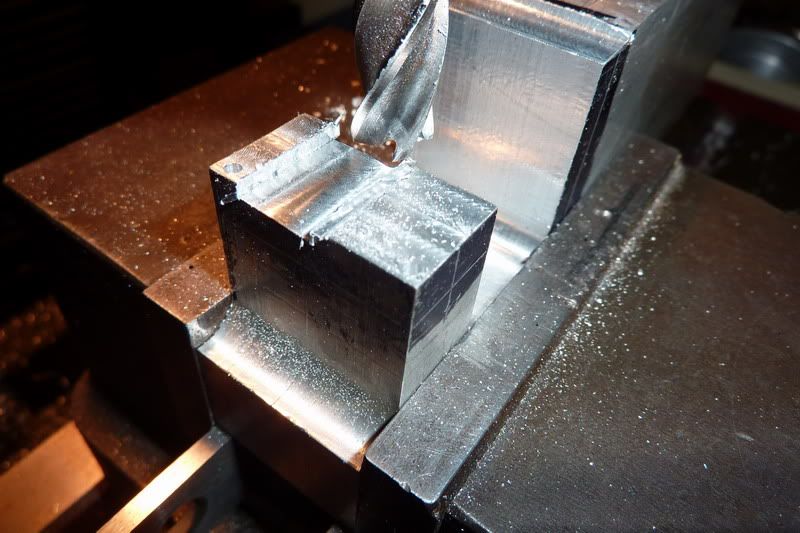
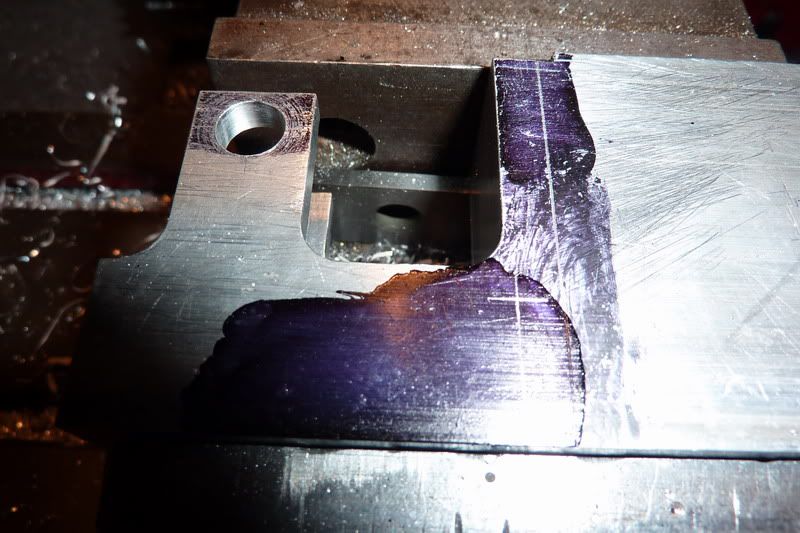
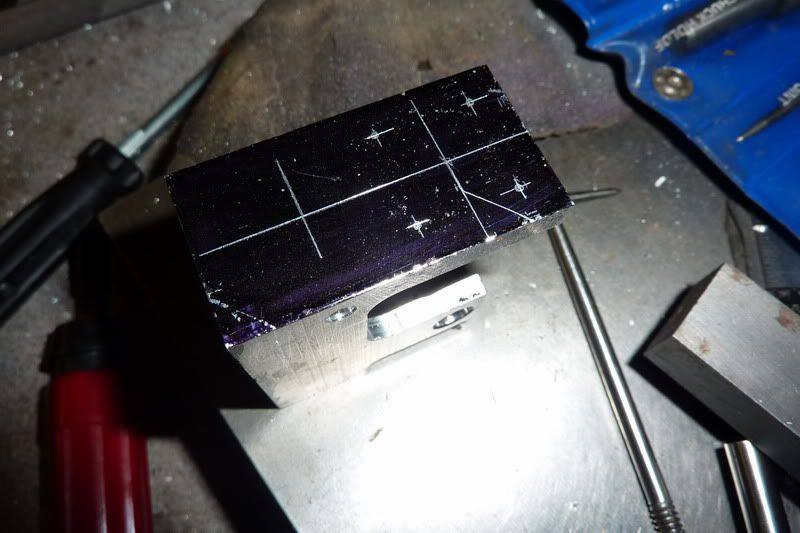
Now regarding your milling to a line. If your layout is done accurately and with fine scribe lines, and you can 'split the line' with your cut, you should be well within 0.002" (0.05mm) of required size. At one time, that was how most machining was carried out when you couldn't get some sort of measuring instrument in there.
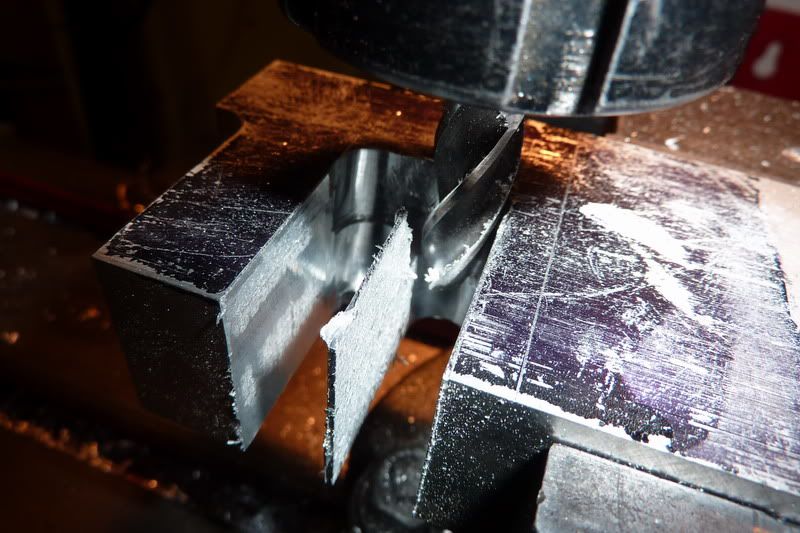
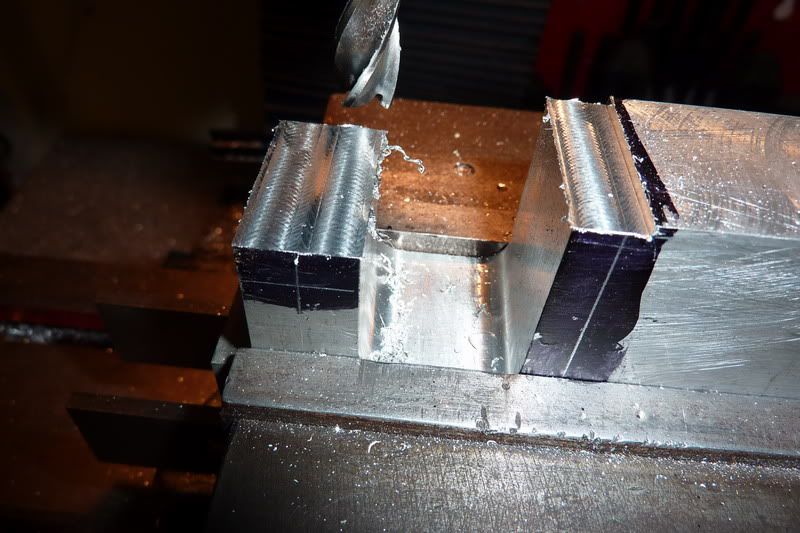
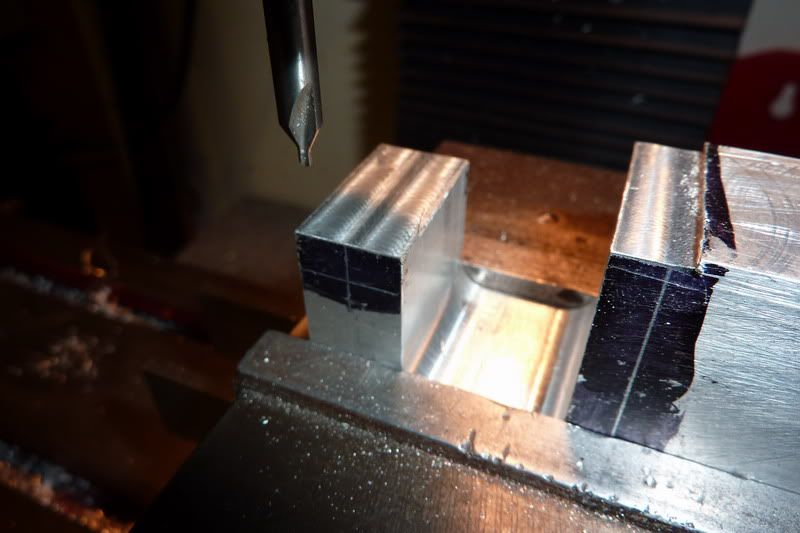
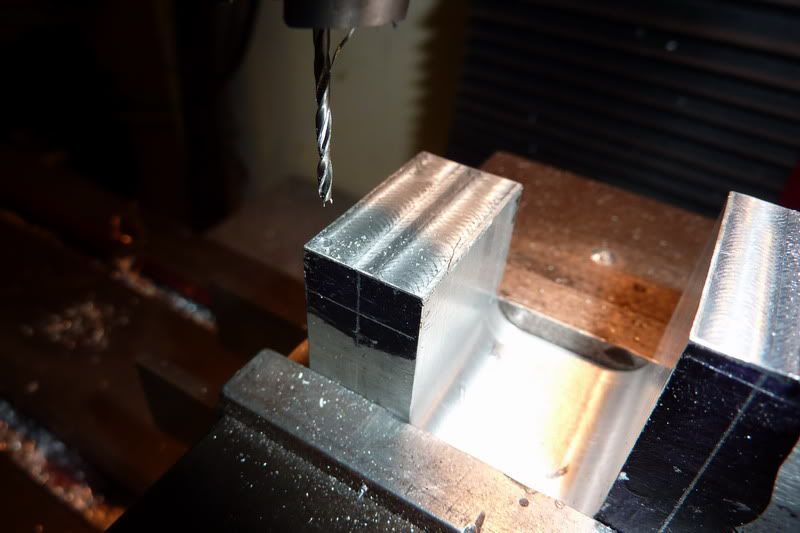
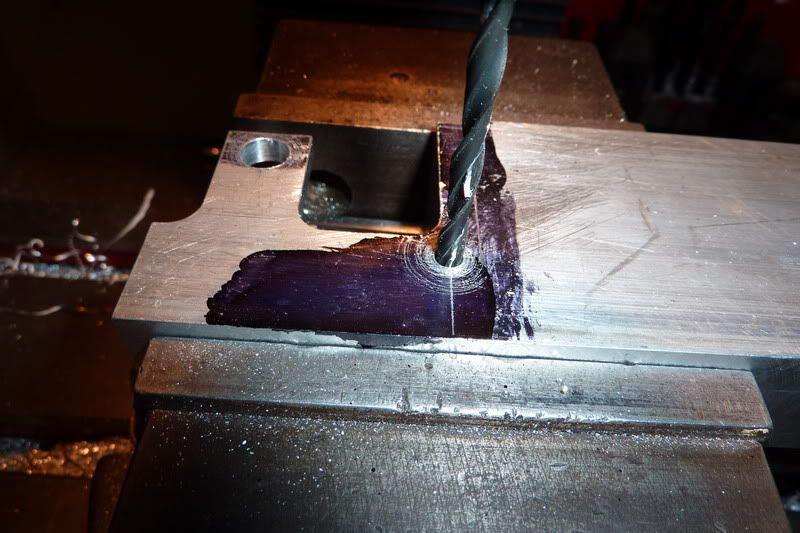
For cutting a slot to a required size, say 1/2", it is always preferable to cut it with a one size down cutter first 7/16" or 15/32", using the centre line of the slot, then follow up with the correct size afterwards, otherwise you might find your slots turning out too wide if you used the 1/2" one first.
John
Almost anything can be repaired, it all depends on how much time you are willing to spend on doing it compared to the price of a new vice. For my own repairs, I work on about £10 per hour. So if it is going to take me 6 hours to repair, that would be £60. In that case I would go out and buy a new one, as they are around that price anyway. I use a slightly less figure of £5 for making tooling. If it costs me more in time costs to make than buying a new one, then I buy it. I find that system works very well for me as my shop time is now very precious to me.
Now regarding your milling to a line. If your layout is done accurately and with fine scribe lines, and you can 'split the line' with your cut, you should be well within 0.002" (0.05mm) of required size. At one time, that was how most machining was carried out when you couldn't get some sort of measuring instrument in there.
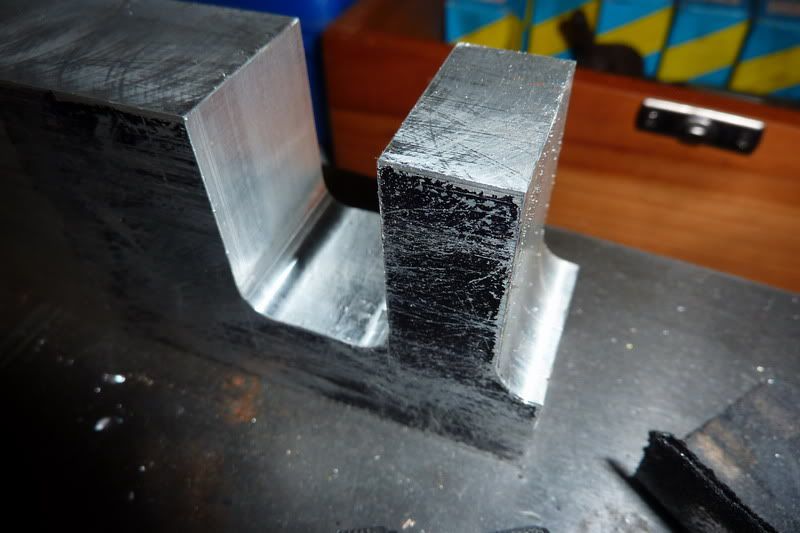
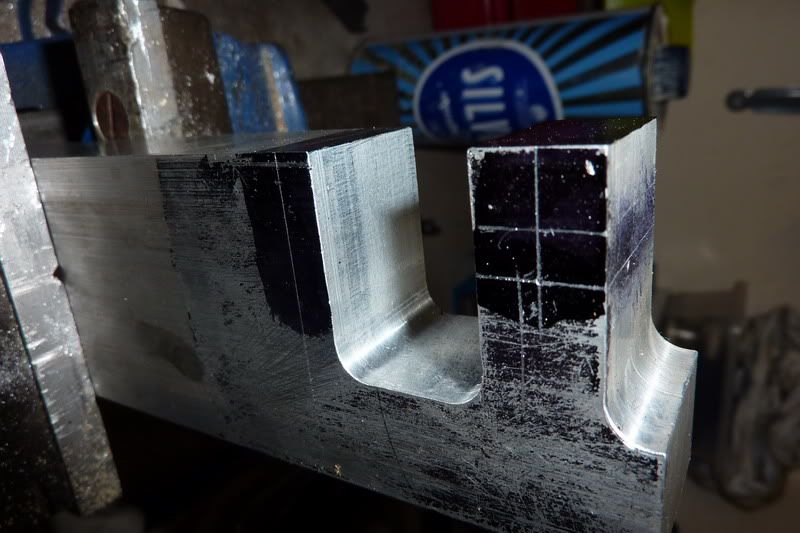
For cutting a slot to a required size, say 1/2", it is always preferable to cut it with a one size down cutter first 7/16" or 15/32", using the centre line of the slot, then follow up with the correct size afterwards, otherwise you might find your slots turning out too wide if you used the 1/2" one first.
John











![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)











































 roj: and decided to make a tiny stirling - that didn't work, so back onto the two poppin flame lickers I started almost a year ago. 2010 proved not to be a very productive year in the workshop, lets hope 2011 can be!
roj: and decided to make a tiny stirling - that didn't work, so back onto the two poppin flame lickers I started almost a year ago. 2010 proved not to be a very productive year in the workshop, lets hope 2011 can be!