If you have followed this thread from the early days you know that I rounded the bottom of the crankcase using a CNC mill. Outside of the forum some one asked me how to do it with out using CNC. Since I screwed up the last crankcase and was making a new one I decided to take the little bit of extra time to illustrate how I do it without CNC. There are a lot of other methods, but this works for me and I have used it, or a variation, in the past. One other way that is widely used is to mount the crankcase on a mandrel in a dividing head, indexer, or spindex.
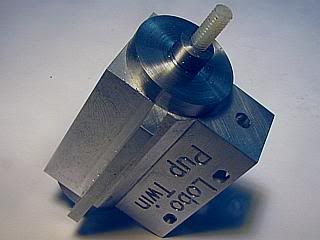
My method uses a variant of filing buttons. Two buttons are made. The outside of both are the same, and the hole through one is a clearance hold and the other has a tapped hole. One end is made to fit the inside of the crankcase bore, 0.718 in this case. The center section is made to match the desired radius of the outside of the crankcase, 0.469 radius or 0.938 diameter for the Lobo. The other end is small diameter. It must be large enough that the bolt head does not protrude, but small enough that the remaining portion can be clamped securely in the vice. I made these 0.312 diameter. This was the same as the 8-32 bolt head that I was going to use, so I had to turn down the bolt head some. The only reason for using 8-32 was that it was the only bolt I had that was long enough.
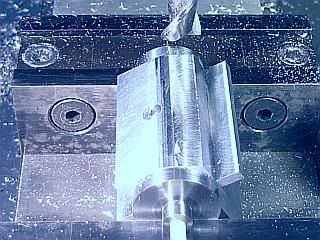
The first photo shows the two buttons on a bolt. Notice that a relief is cut at the junction between each diameter so any radius on the lathe tool does not interfere with the buttons seating. Barely visible in the photo is a generous countersink on the left hand button, which is the threaded one, to make it easy to start the bolt. The second photo shows the buttons mounted on the crankcase.

The assembly is clamped in the milling vice with the small diameter of the buttons resting on the vice jaws and clamping on the large diameter. You may want to check that the vice jaws are at the same height before doing this. The cutter is set to just clear the filing button and a milling cut is made with an end mill. There will be no need to change this cutter height on the rest of the passes. Turn the spindle off and rotate the part a few degrees, keeping the buttons pressed down against the vice jaws, and then make another cut after clamping. Repeat until the crankcase bottom is a series of flats. The closer the flats are to each other the less filing will have to be done. The only precaution is to make sure the cutter does not touch the crankcase mounting lugs.

After the entire bottom is done, finish with a file, filing end to end, until the file just touches the buttons on each end. If you only made a few cuts with the mill, it will take a lot of filing, but if you make a lot of cuts with the mill it will only take a few minutes to file. No photo of the filing is shown. Just the finished crankcase polished and ready to go.
Gail in NM
















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)




















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)


























