Zee, The driver wasn't damaged, but afterwards the setup would wobble.
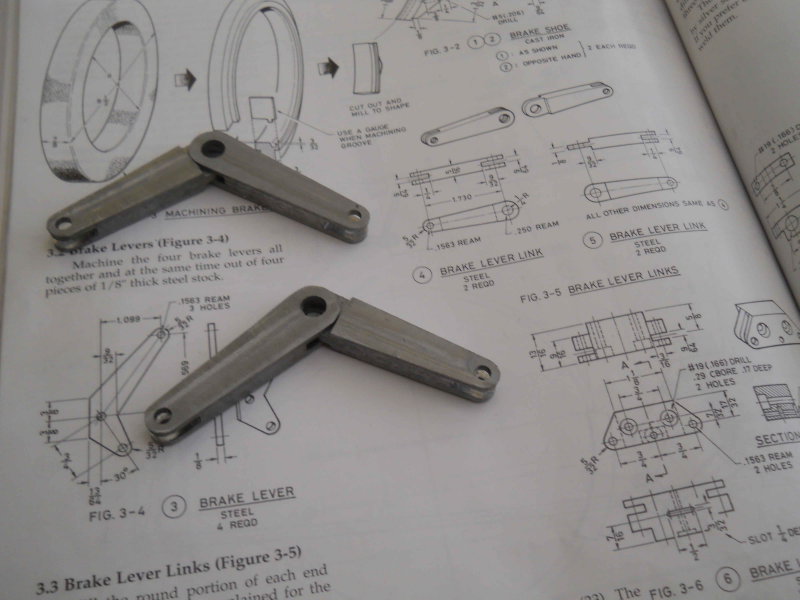
doubletop, if you don't use a CNC mill, then the rounded parts need to be approached in one of these ways:
1) ignore them and leave them square or polygonal, as they are mostly for appearance rather than fit.
2) Form them with a grinder or sander
3) Build a rounding table; there are a number of threads on HMEM about how to do this
4) Use a rotab, although the setups could be really time consuming
Otherwise, the "wierd angle" parts can be milled via angle bar setups.
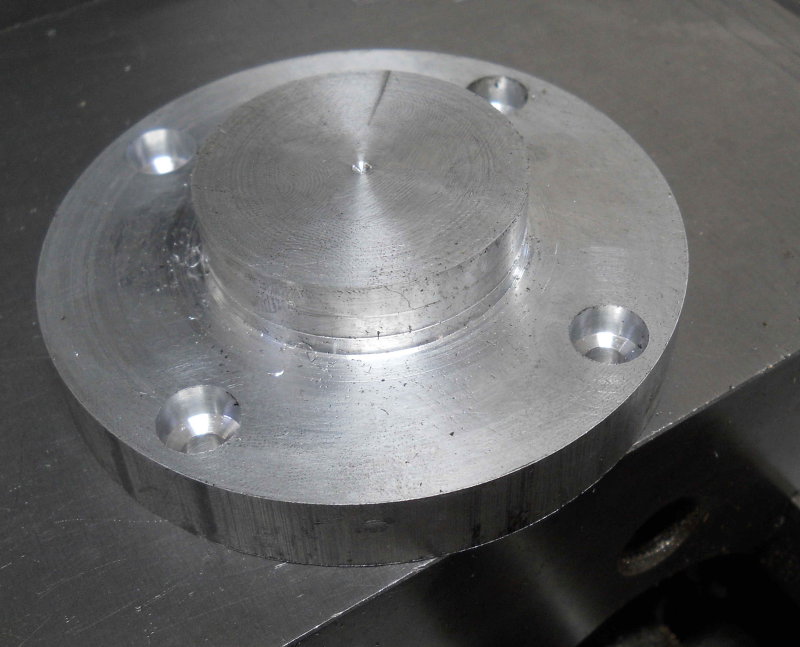
I was advised by a member of another forum that I should be using a faceplate for forming the flange, using a bolt against one of the spokes to prevent the wheel from turning. That sounded perfectly reasonable, except that I don't have a faceplate for my lathe. What I do have is a dog driver that I bought used, and that came with an aluminum fixture place that bolts to it. So my goal for the day was to concoct a way of mounting the drivers on this plate. I first sliced off a 1" thick piece of 3" aluminum rod, then faced it on both sides on the lathe. On one side I formed a spigot and flange. The flange I drilled and counterbored for 4 10-32 screws:
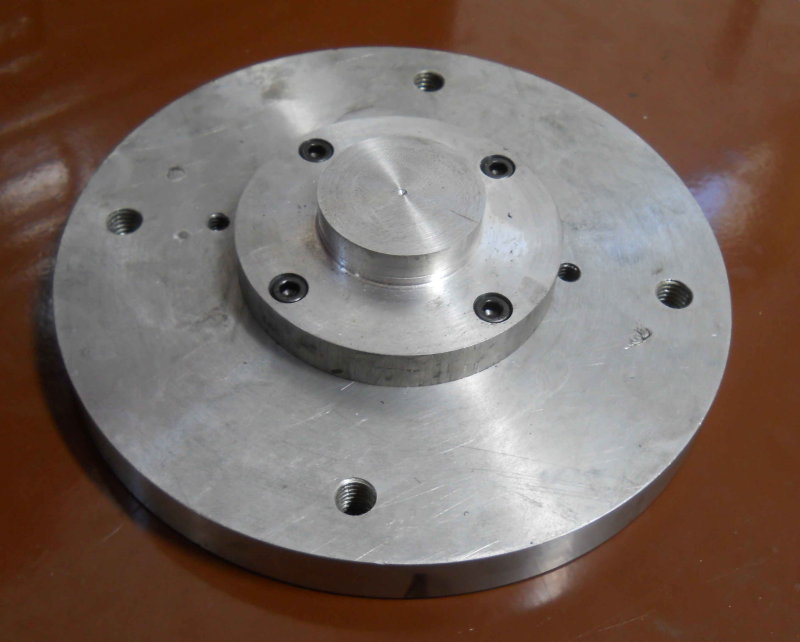
The next step was to drill and tap 4 matching holes in the fixture plate, then screw the two parts together:
The ensemble is bolted to the dog driver, then mounted on the lathe spindle (D1-3):
I could then turn the spigot down to a sliding fit for the drivers plus drill and tap the center for the mounting screw. By fitting as driver, I could drill and tap for the driver screw, also 10-32.
Now with the assembly mounted on the lathe, I could put the drivers securely in place and turn the flanges. This went really well and much faster than for the previous method. I ran the lathe in back gear at 100 rpm, and had very little chatter. I also was able to cut the "paint line" in the counterweight.
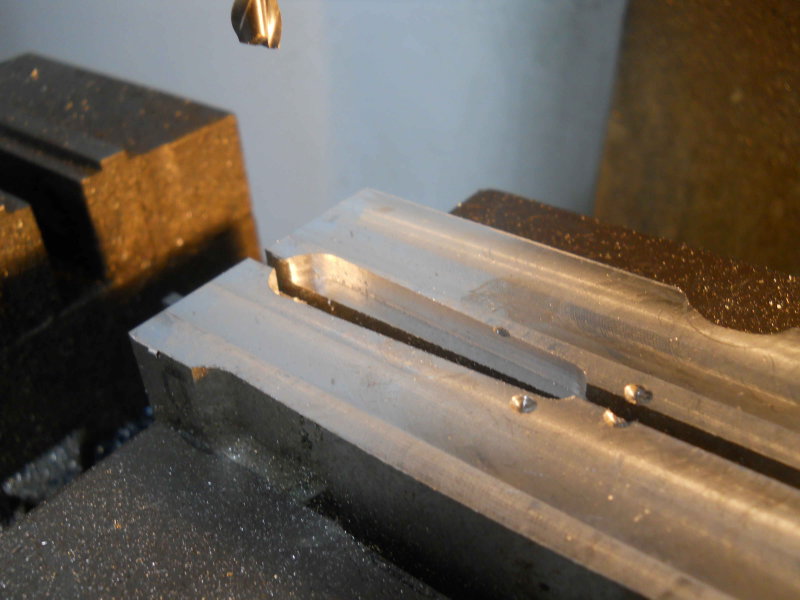
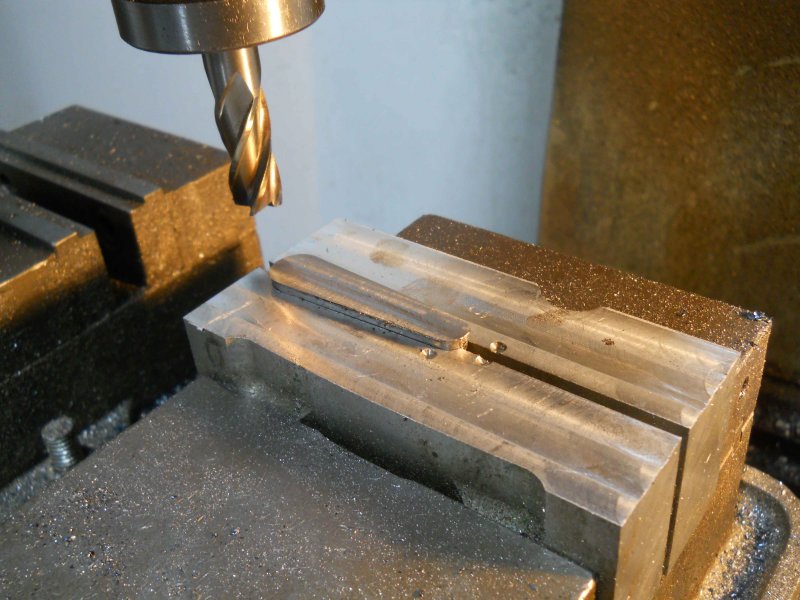
While this fixture took most of the afternoon to concoct, it will be useful for the next step, which is to drill the crankpin holes. I made this D1-3 mill mount some time ago to allow work to be moved from lathe to mill without unchucking:
So with the mount clamped to the mill table, I'll be able to ensure that all four drivers have their pins the same distance from the axle bore. The driver screw will also act to position all 4 at the same angle.
But that's for another day. ;D