- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
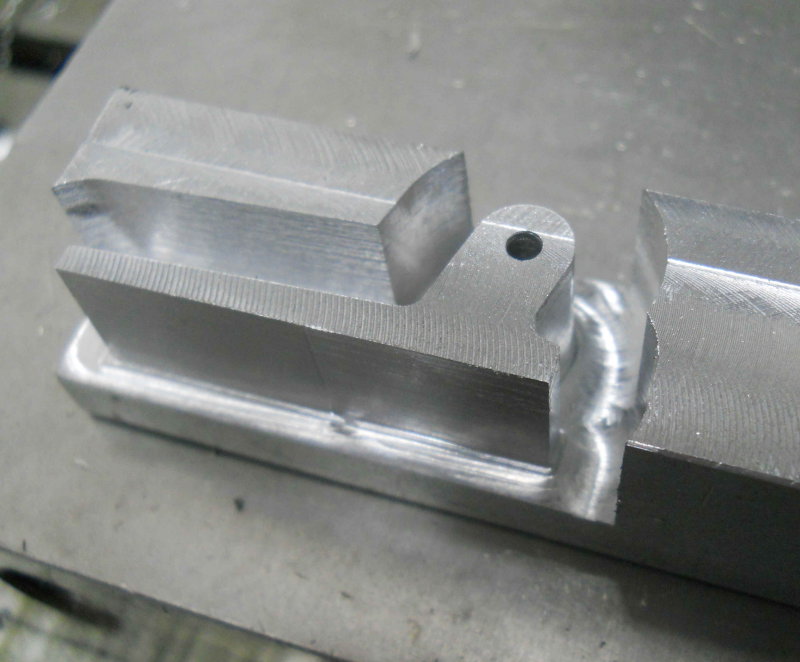
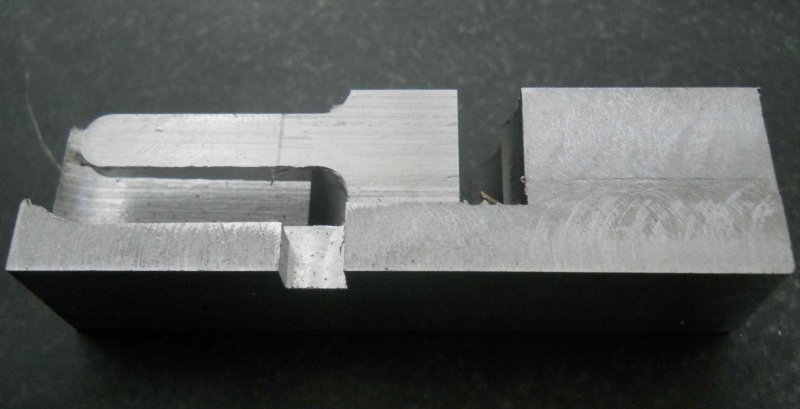
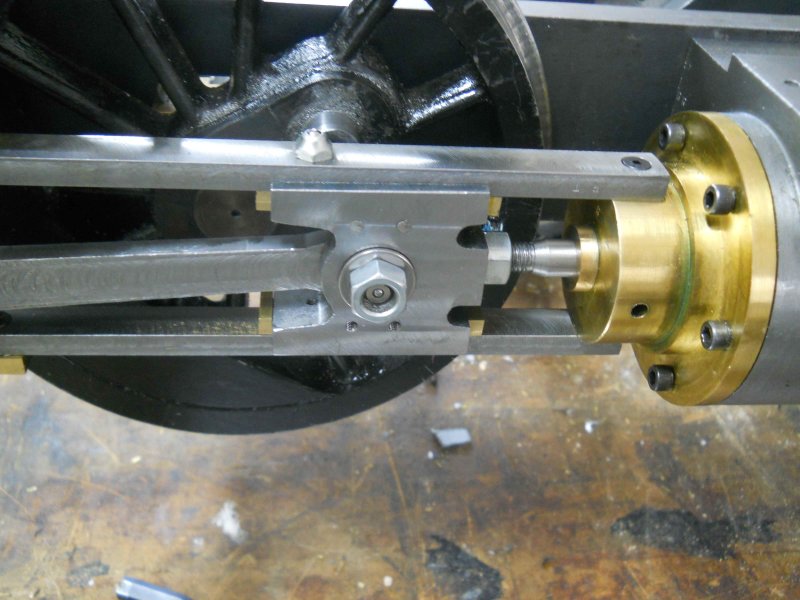
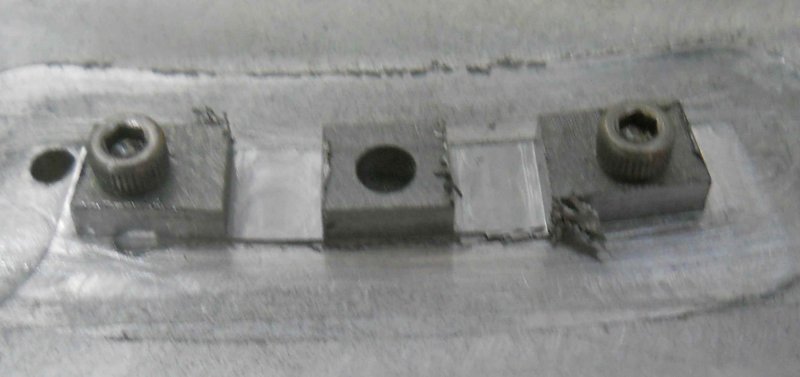
Got the crossheads machined, slippers installed, and fitted to the guide bars. These took more time and trial and error than I had anticipated. One issue that cropped up was my 5-40 flat head allen screws. With the slippers only .086" thick, the heads were still proud of the slipper surface even with countersinking. My solution is shown here:
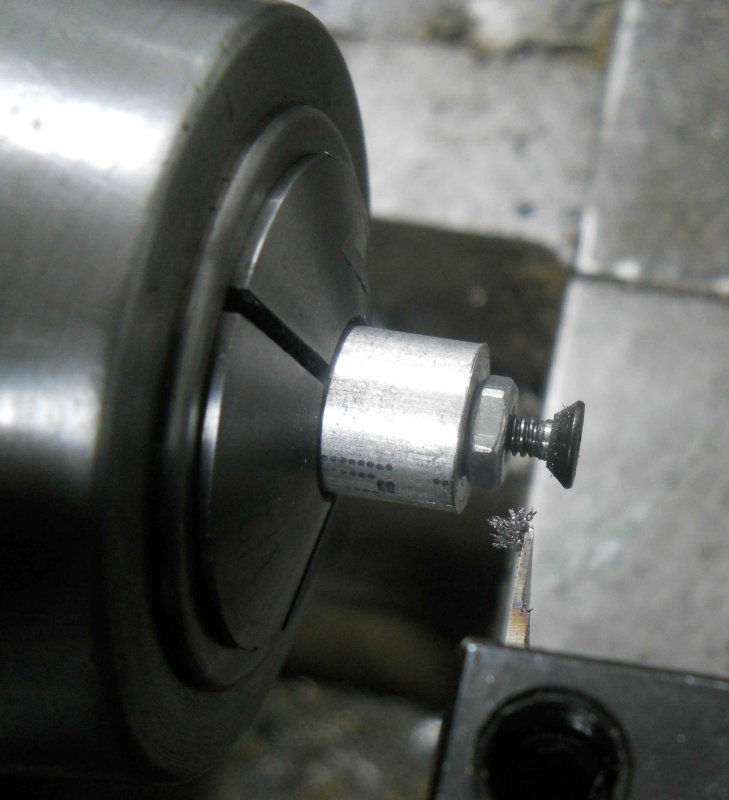
I drilled and tapped a short piece of 1/2" aluminum rod and used it as a "fixture" to hold a screw and lock nut. Then I used a grooving tool to take down the lower part of the head taper. Hopefully this is a temporary necessity until I can get some brass screws, but I am thinking that using loctite as well as the screws may be a good plan.
I drilled and tapped a short piece of 1/2" aluminum rod and used it as a "fixture" to hold a screw and lock nut. Then I used a grooving tool to take down the lower part of the head taper. Hopefully this is a temporary necessity until I can get some brass screws, but I am thinking that using loctite as well as the screws may be a good plan.


































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)









![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)