- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
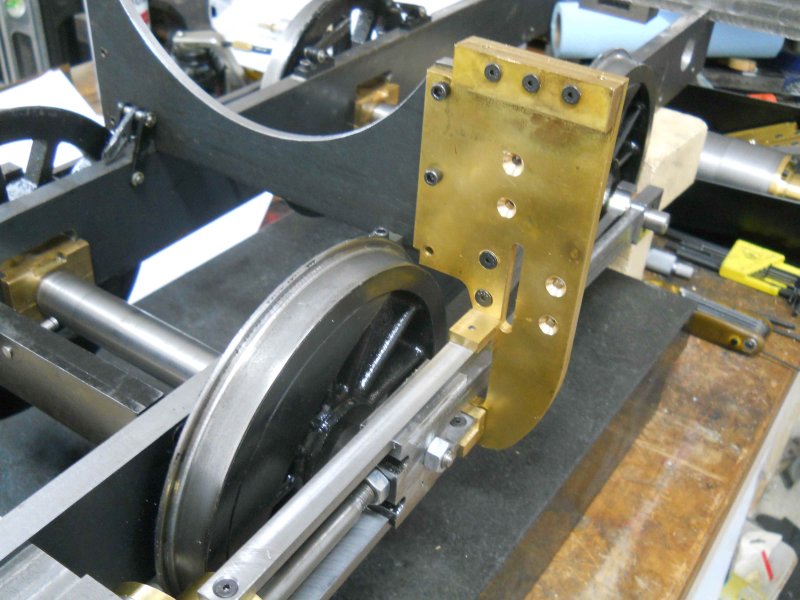
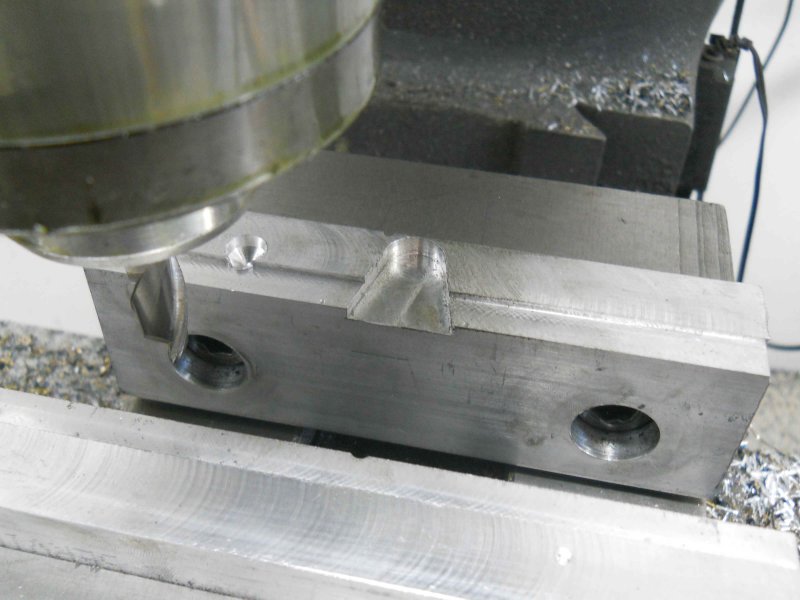
I made the doodads for attaching the expansion links to the yoke brackets, and then decided to attack the "bad" crosshead in an attempt to save it. I drilled out the crooked threads, tapped the new hole 7/16-14, and secured a 7/16-14 bolt in the new hole with red loctite. Also used red loctite to secure screws in the bad 5-40 holes. After a couple of hours cure, I used a hacksaw to cut off the three screws and milled the stubs flat.
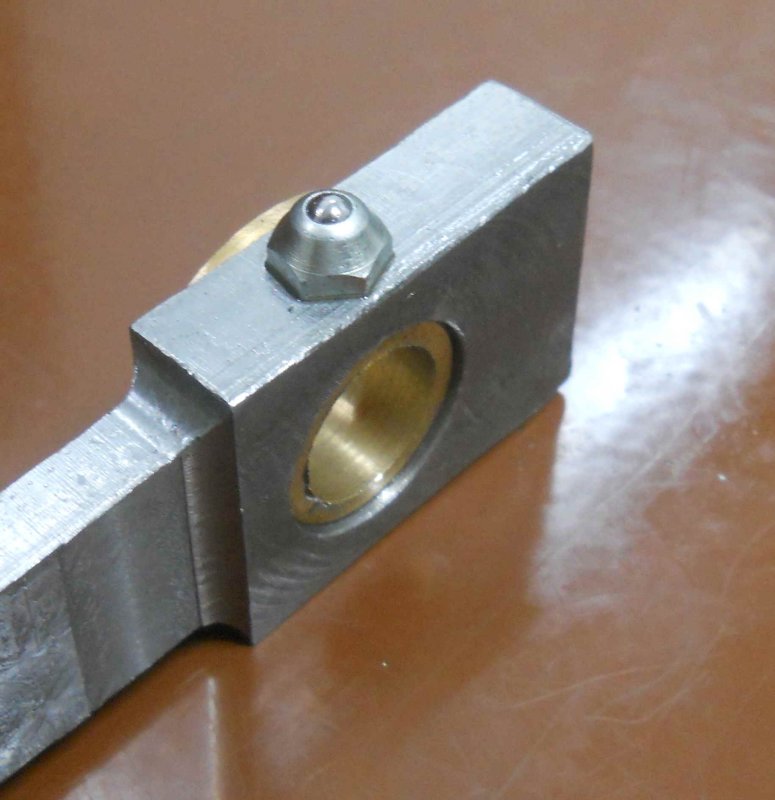
Next I re-drilled and tapped the 5/16-24 hole for the piston rod connection, this time using my nice new HSS tap. All looks OK.
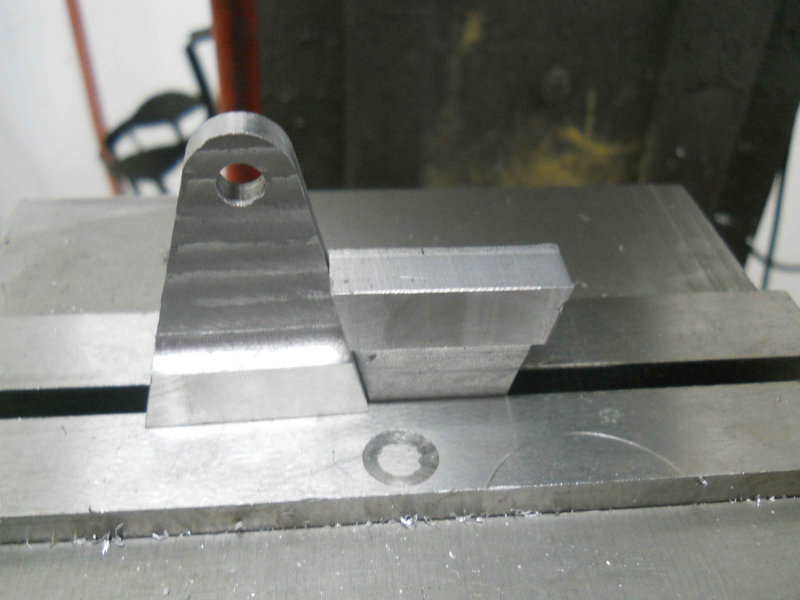
Then I cut some 1/8" brass to use for the crosshead slippers.
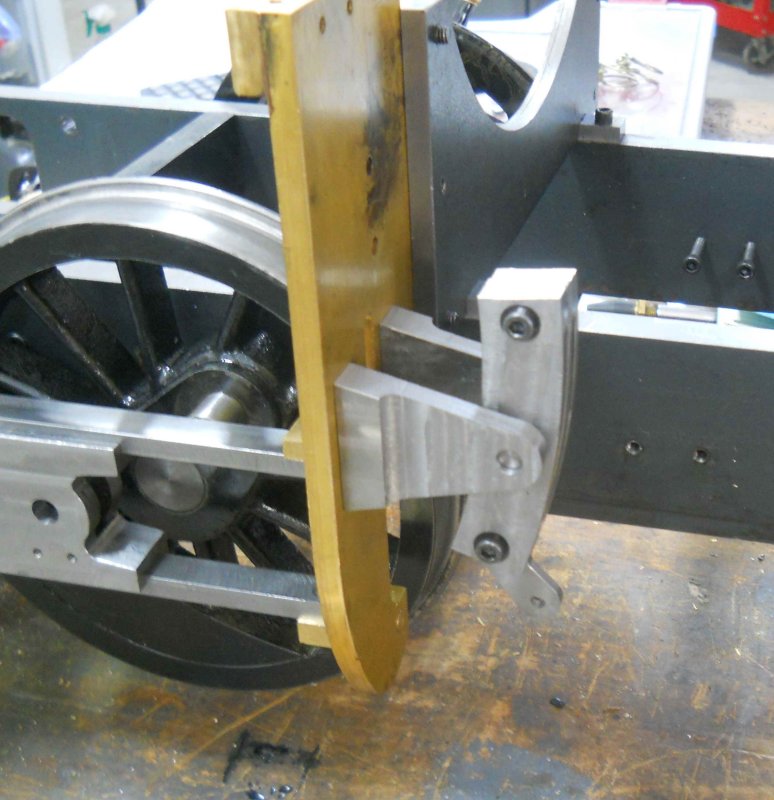
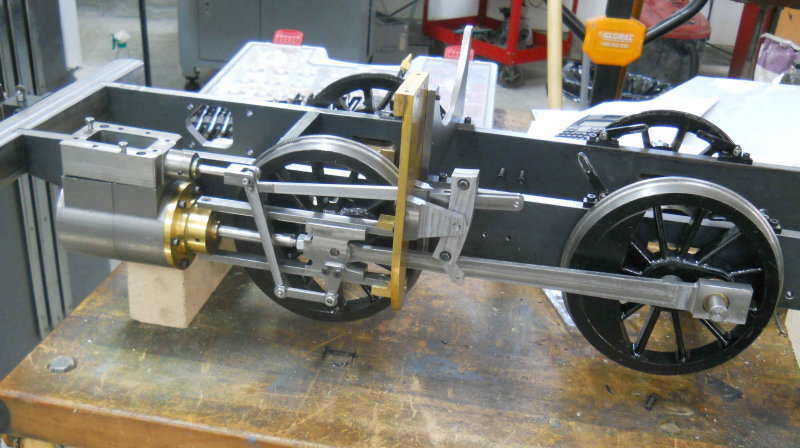
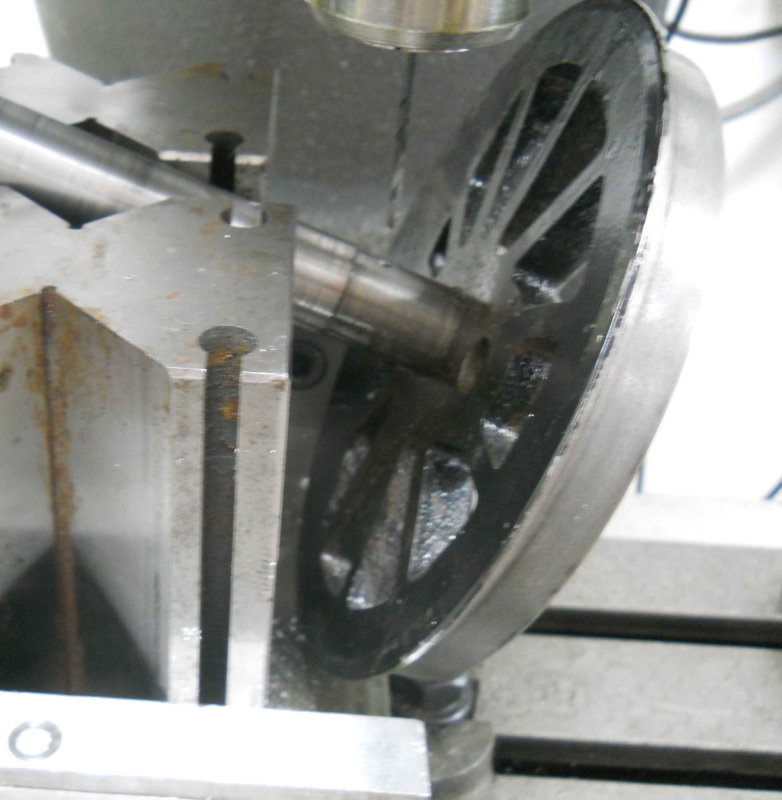
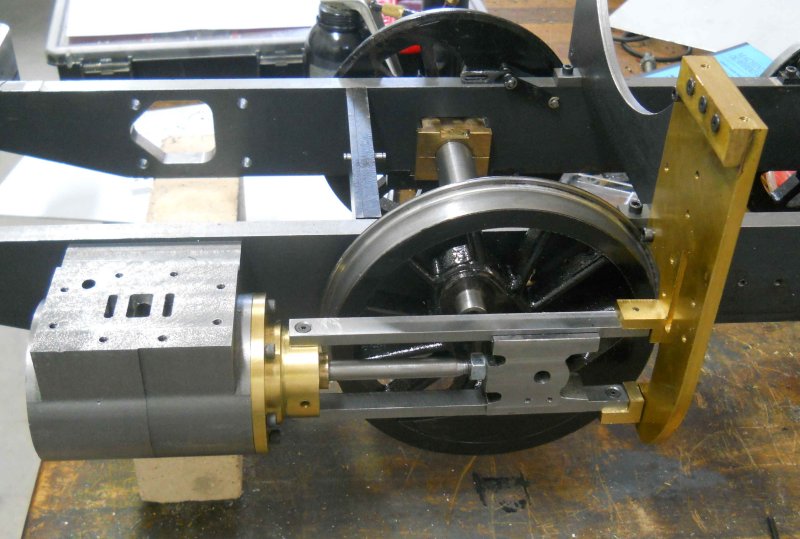
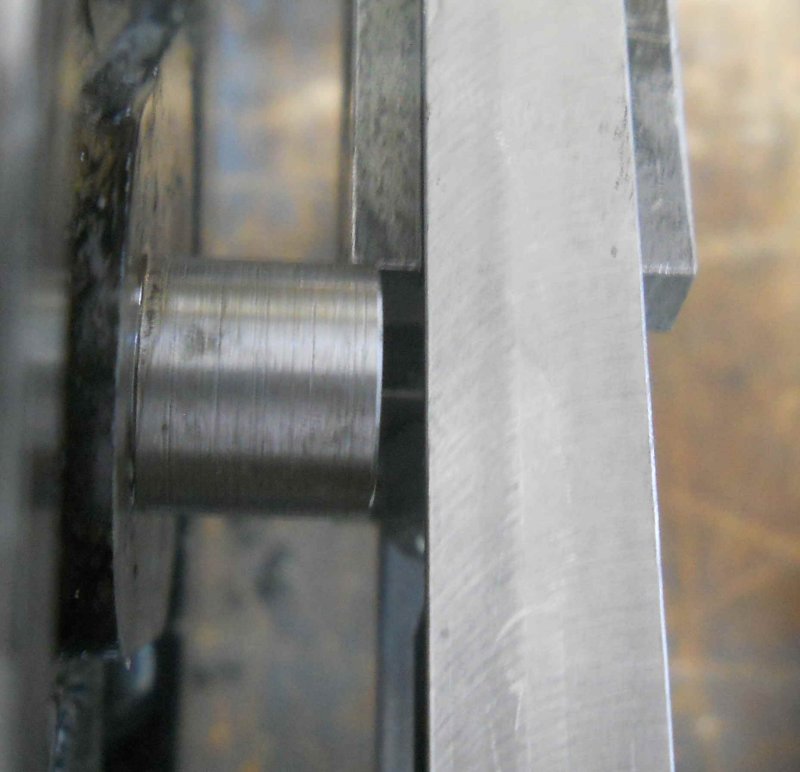
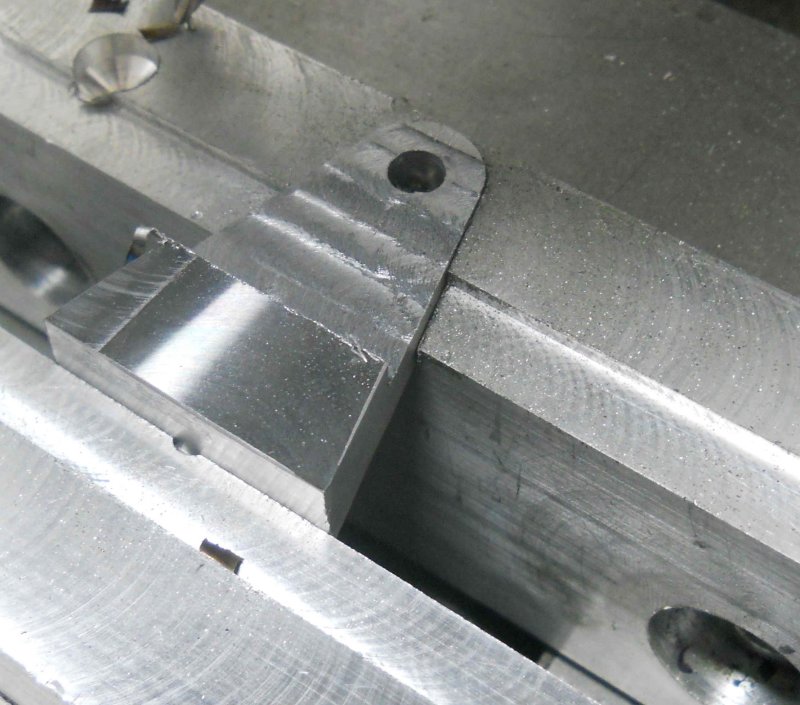
Finally started to try to fit the left crosshead to the guide bars. I used Kozo's method to mill the channels for the guide bars, using the piston rod on parallels to ensure that both channels are parallel to the rod. For this I had to take the piston off the rod. I milled the slots to match the bars without slippers; Once I get a decent fit this way I can deepen the channels by the slipper thickness. The first try afterwards fitting the cylinder, head, guides, and crosshead to the yoke ended up being too tight for the crosshead to move. Measurement showed that the yoke side bars were over .015 closer than the cylinder side, so it appears my mounts weren't measured as good as I thought last week.
My immediate goal is to get the first crosshead adjusted properly fore and aft, and then I can see how much I need to narrow it or elsewhere to avoid hitting the front crankpin.
Next I re-drilled and tapped the 5/16-24 hole for the piston rod connection, this time using my nice new HSS tap. All looks OK.
Then I cut some 1/8" brass to use for the crosshead slippers.
Finally started to try to fit the left crosshead to the guide bars. I used Kozo's method to mill the channels for the guide bars, using the piston rod on parallels to ensure that both channels are parallel to the rod. For this I had to take the piston off the rod. I milled the slots to match the bars without slippers; Once I get a decent fit this way I can deepen the channels by the slipper thickness. The first try afterwards fitting the cylinder, head, guides, and crosshead to the yoke ended up being too tight for the crosshead to move. Measurement showed that the yoke side bars were over .015 closer than the cylinder side, so it appears my mounts weren't measured as good as I thought last week.
My immediate goal is to get the first crosshead adjusted properly fore and aft, and then I can see how much I need to narrow it or elsewhere to avoid hitting the front crankpin.








![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)