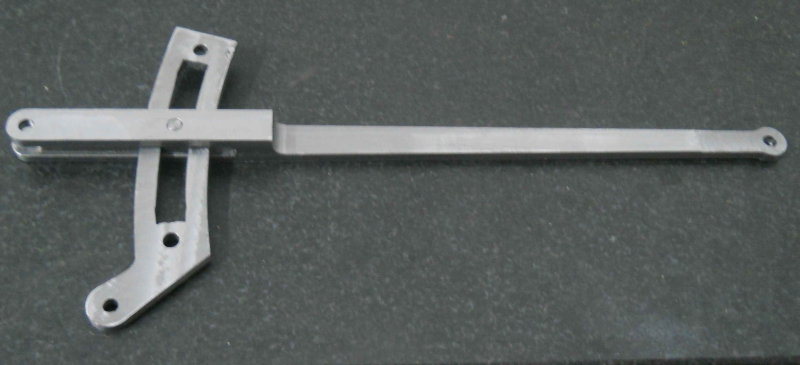
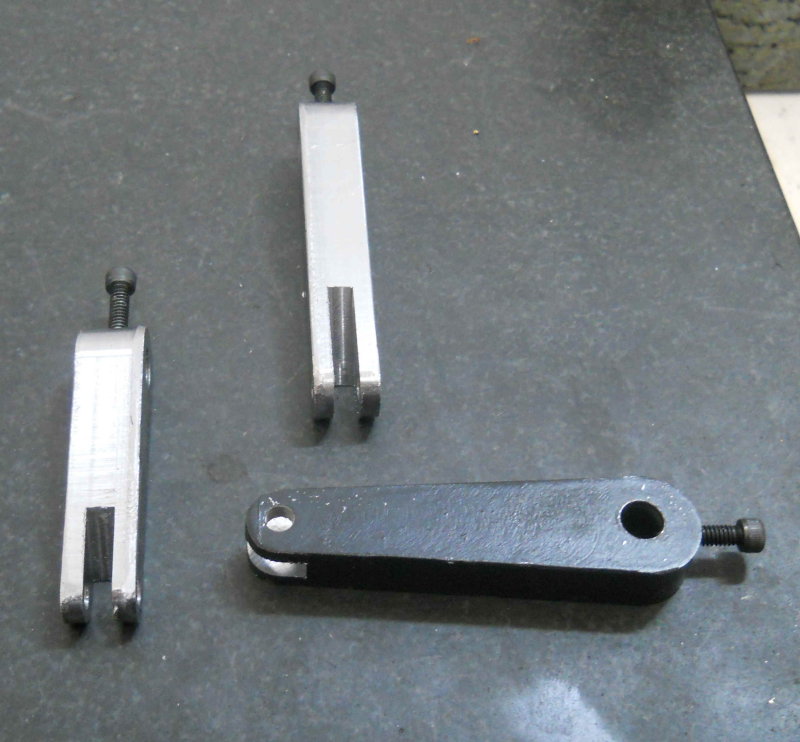
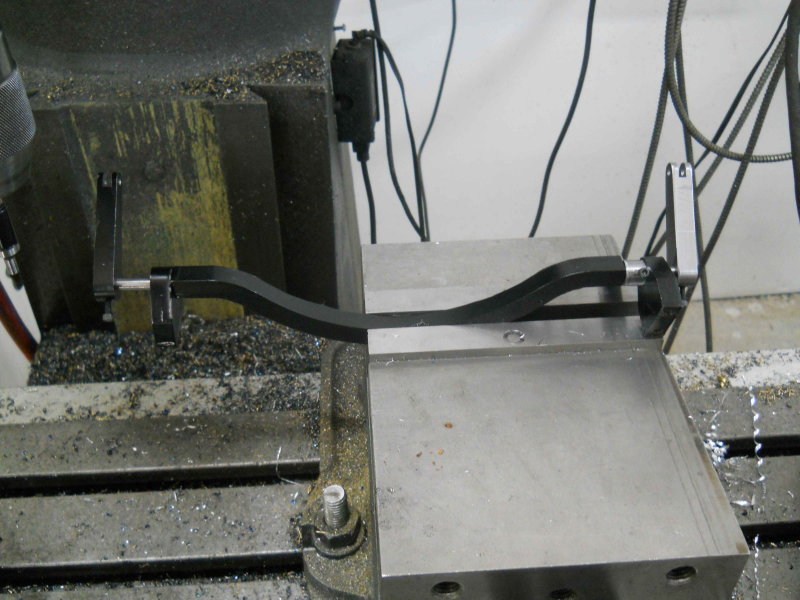
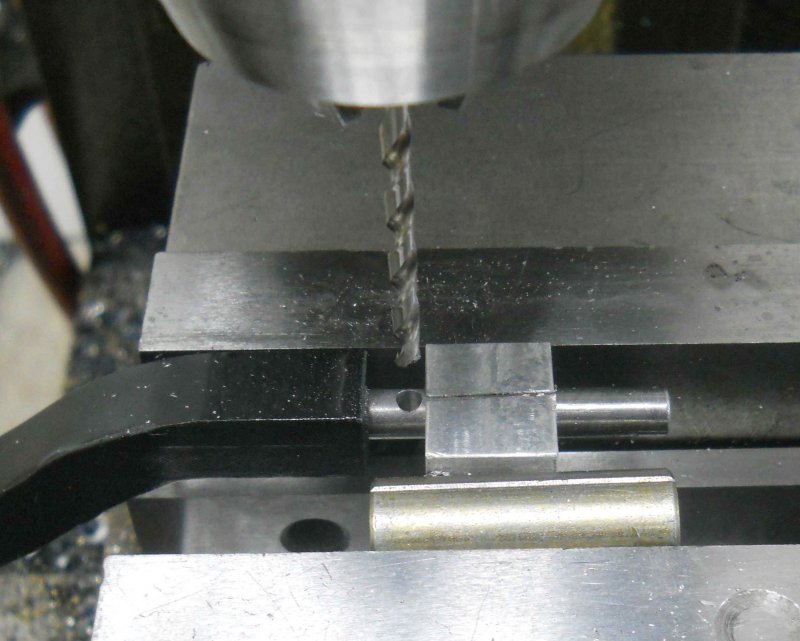
The work for the past couple of days was finishing some pieces to do a trial fit of the valve parts. First up was filing the ends of the slots in the expansion links square to the die block, to allow full-travel. I did the first one by hand, but then said to myself, "why am I doing this when I have that little antique die filer I bought a while back and have never used?" The second one went a lot quicker.
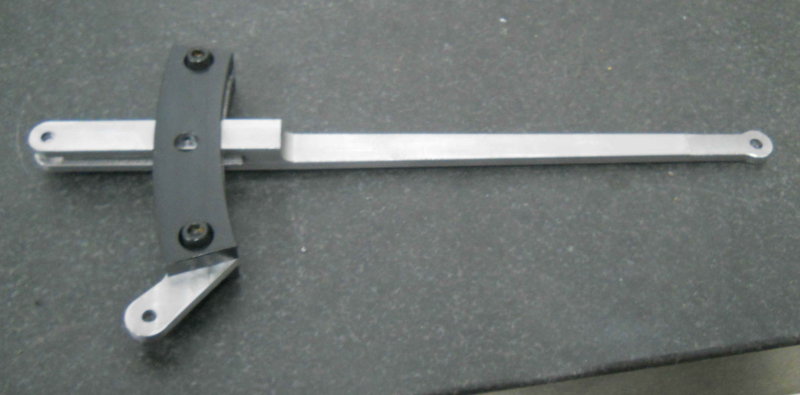
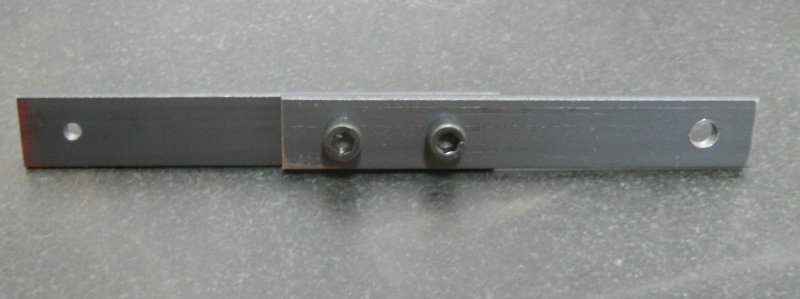
After quickly making a couple of pins, the expansion links and radius rods were attached.
Then the trunions were screwed together, but the resulting assembly clamped the radius rod too tightly to move. Some experiments showed that it's the outer "arm" of the rod that's too thick, or the trunion is too thin. For the time being I inserted some thin washers as shims.
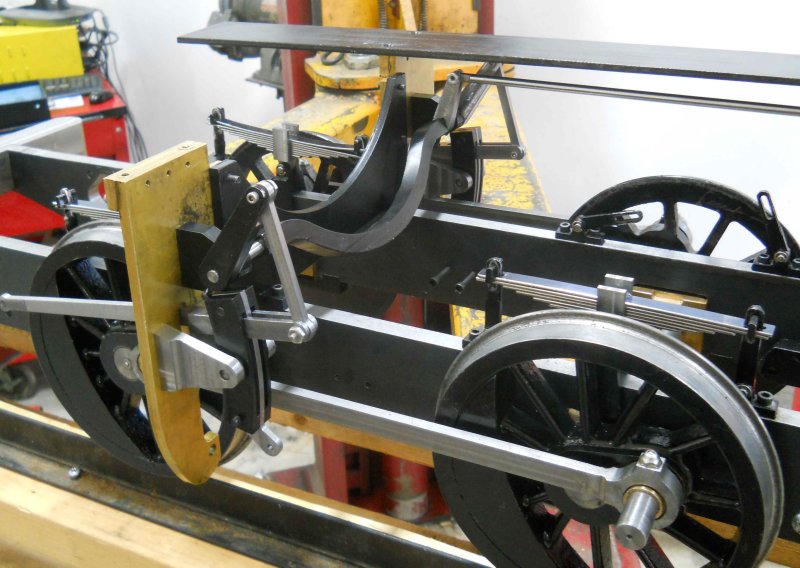
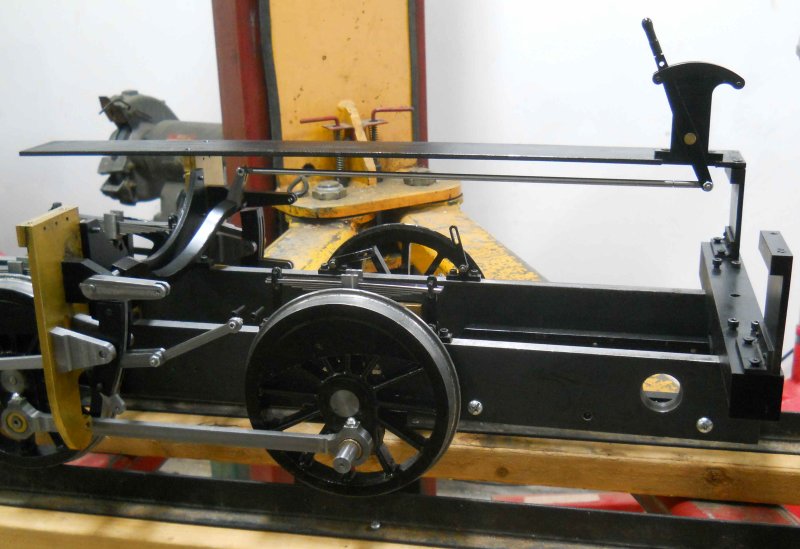
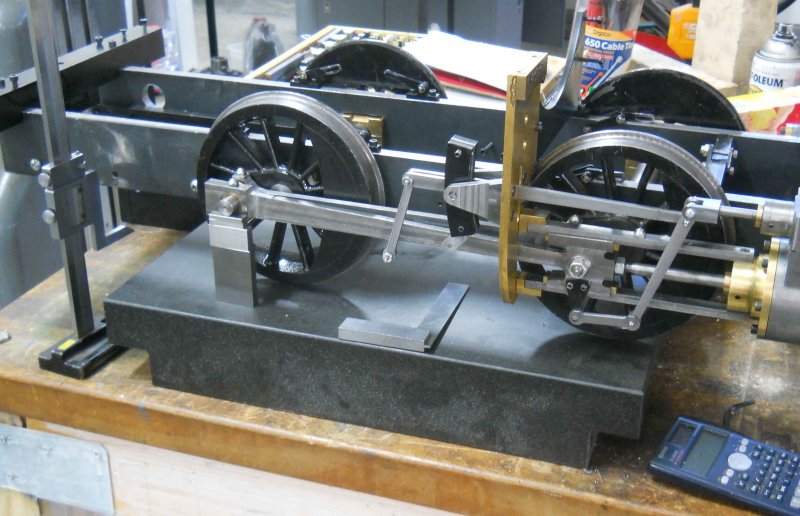
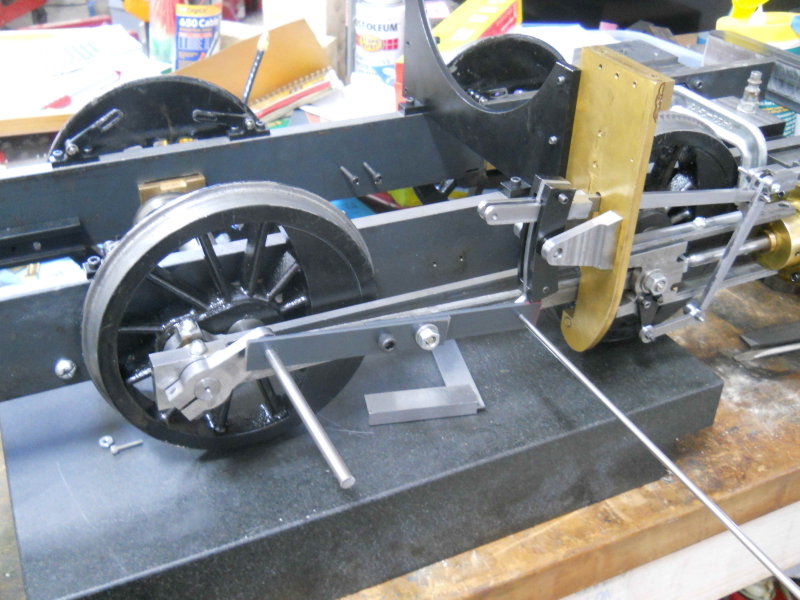
Now I tried to put it all together on one side, using some screws as the needed pins/e-clips aren't made yet. Most everything went together pretty well.
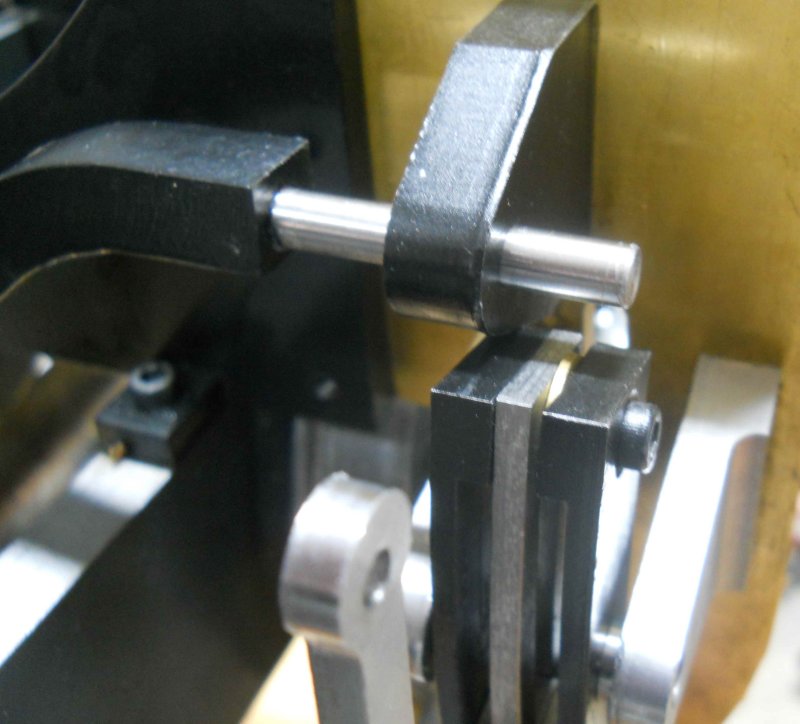
I found a few places that rub. The top of the inner expansion trunion just touched the bottom of the reverse lever bracket.
And the bottom of the combination lever rubs the lower crosshead guide (apparently a known issue with the plans).
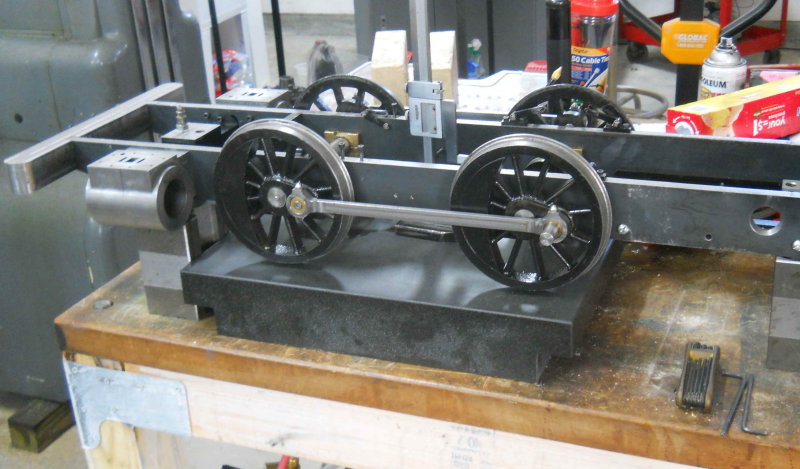
I also found that the main rod was interfering with the inside trunion, and some examination shows that the spacer bushing on the rear crankpin is too wide, pushing the end of the rod out. I'll need to take about .050" off to correct the problem and get the main rods parallel with the side rods.
I took it all apart again. In addition to the above fixes I need to machine and attach the 3 reversing arms to the reverse shaft, plus make the temporary eccentric rod. The chassis-on-air goal is in view, but still lots to do.
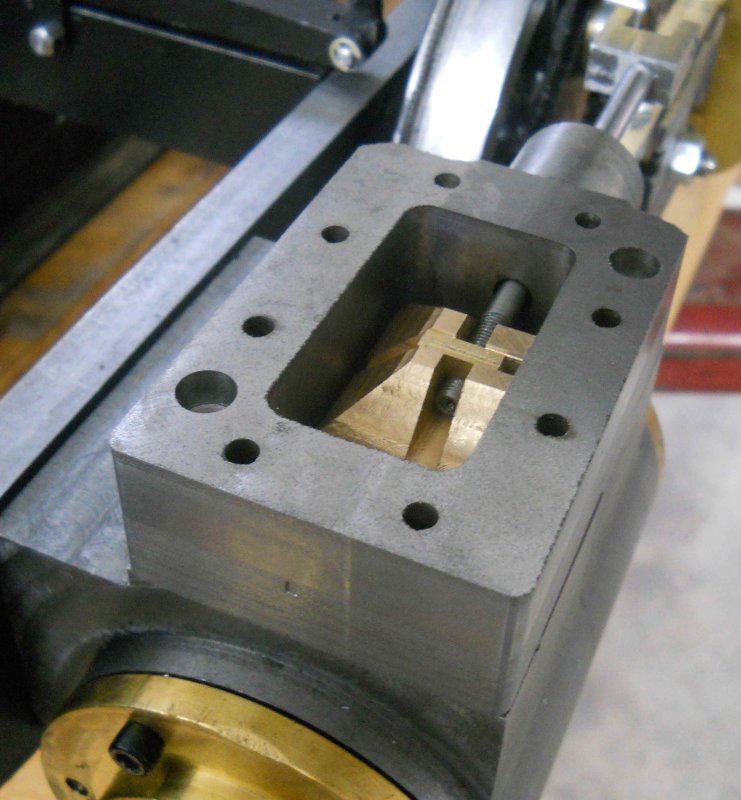
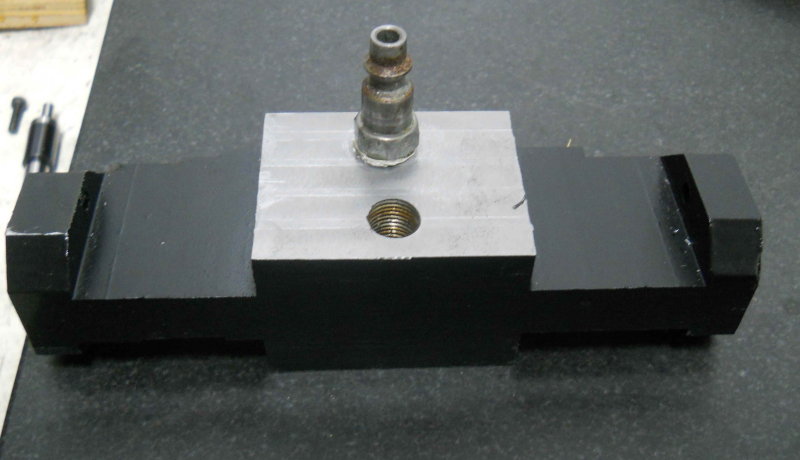
I had been wondering how hard it would be to adjust the valve nut in order to set the valve travel properly. It turns out that by unscrewing the steam chest from the cylinder the chest and valve rod can pivot up on the combination rod pin making the nut easy to access. Given 32 thread/inch and a square nut, a quarter turn of the nut gives an adjustment of 1/128" (.008), which ought to more than enough precision.






")


![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)





















































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)




