




zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Poop. As in Dad' Poop.
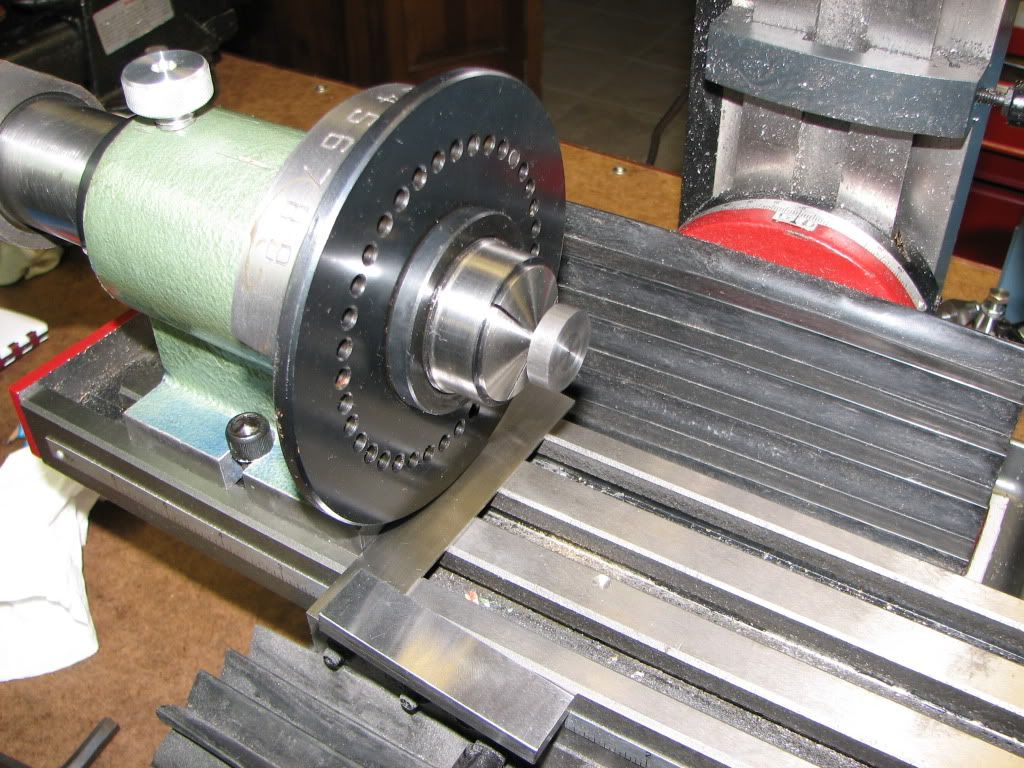
As I said previously...time for the Spindex. Well maybe not.
Seemed overly hard to insert the collet.
Then, when I got the thing in and the part mounted, I gave the arm a rap to tighten.
Wrong hammer. Nice chunk of covering came off. :-\ No problem really. But it was brand new. Sniff. Time for the rubber mallet.
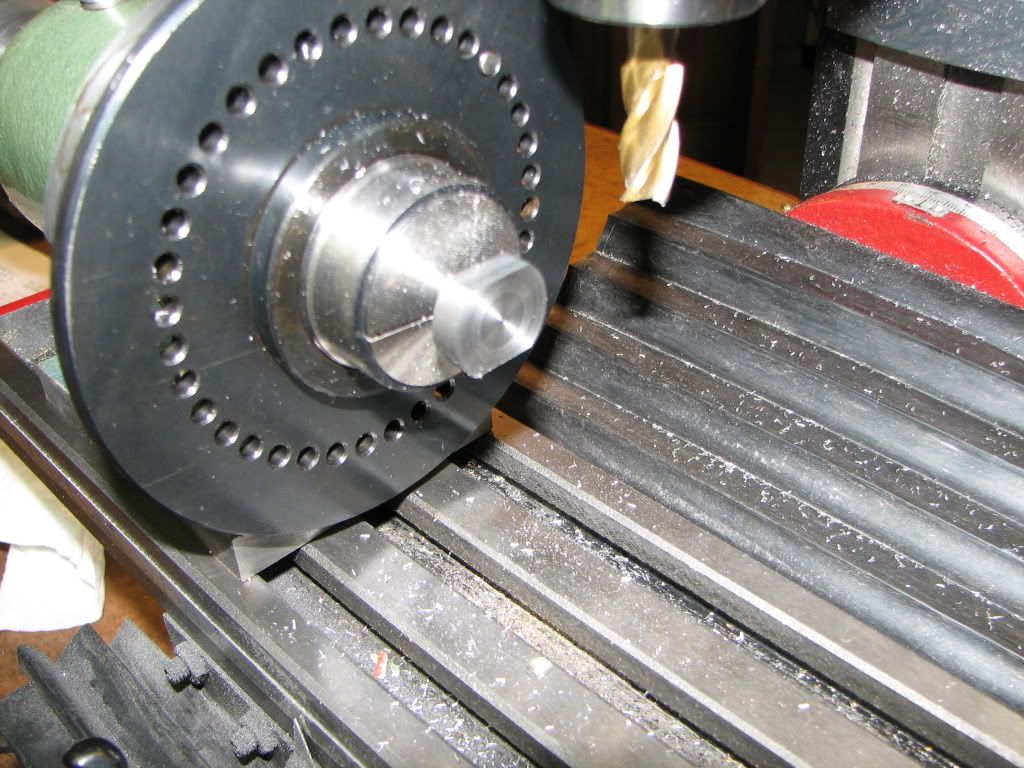
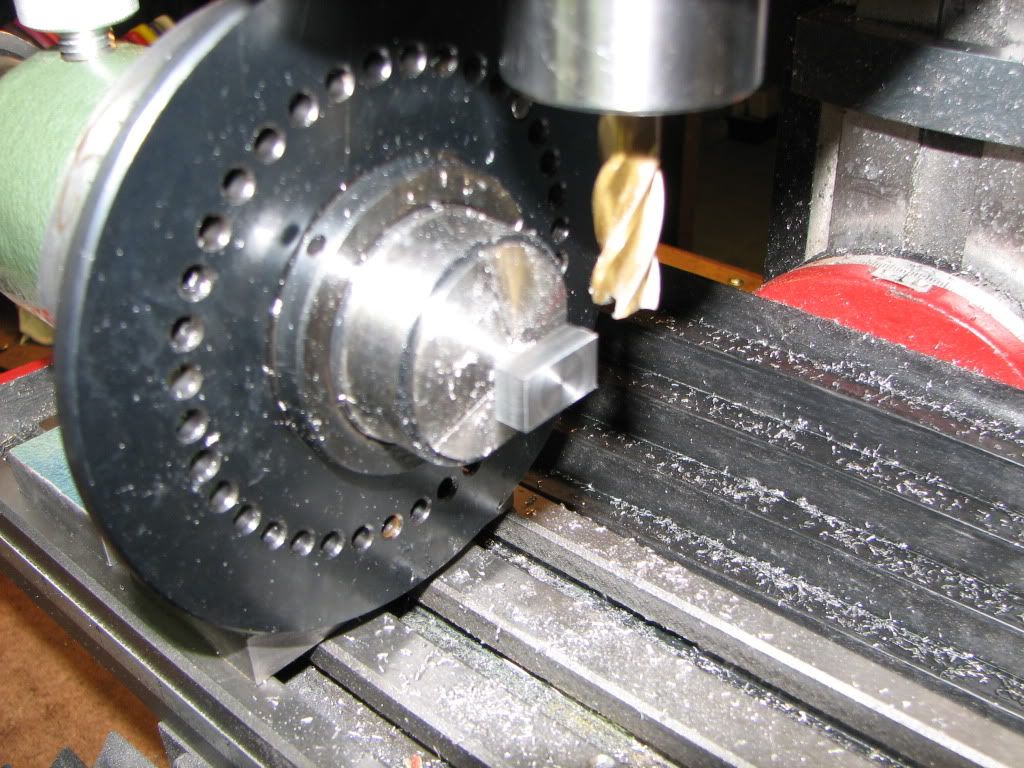
No matter what I did...I couldn't tighten it enough. Drawing said .187 +0.000/- 0.002. I came in at .185. Could not tighten it.
Got out my earlier crankshaft...it measured .187. Again...really difficult to get the collet in...and when I did...the crankshaft wouldn't fit. Too tight! Finally got it. Tightened down. Several raps with rubber mallet...finally tight. Now wondering if it's tight enough. 0.002 makes a big difference I guess. But then it shouldn't be dimensioned as -0.002!
Not happy. Is the Spindex/collet thing any good? Do I have to remake the part...again?
Rats. This is what I get for thinking all day long of coming home and getting busy to make something. Need to lower my expectations and be glad I can touch my machines. I'm going to go eat.
:rant:
Oh...I said something earlier about avoiding rants. Well...too bad.
[EDIT: Sure. Of course I tried again. Turns out the .187 part isn't all that tight either. So just how do you do this? How much/hard does one rap? How do I get the part tight enough so it would move when I go to mill it? I really don't want to get to Grandpa Poop level. Messy.]
As I said previously...time for the Spindex. Well maybe not.
Seemed overly hard to insert the collet.
Then, when I got the thing in and the part mounted, I gave the arm a rap to tighten.
Wrong hammer. Nice chunk of covering came off. :-\ No problem really. But it was brand new. Sniff. Time for the rubber mallet.
No matter what I did...I couldn't tighten it enough. Drawing said .187 +0.000/- 0.002. I came in at .185. Could not tighten it.
Got out my earlier crankshaft...it measured .187. Again...really difficult to get the collet in...and when I did...the crankshaft wouldn't fit. Too tight! Finally got it. Tightened down. Several raps with rubber mallet...finally tight. Now wondering if it's tight enough. 0.002 makes a big difference I guess. But then it shouldn't be dimensioned as -0.002!
Not happy. Is the Spindex/collet thing any good? Do I have to remake the part...again?
Rats. This is what I get for thinking all day long of coming home and getting busy to make something. Need to lower my expectations and be glad I can touch my machines. I'm going to go eat.
:rant:
Oh...I said something earlier about avoiding rants. Well...too bad.
[EDIT: Sure. Of course I tried again. Turns out the .187 part isn't all that tight either. So just how do you do this? How much/hard does one rap? How do I get the part tight enough so it would move when I go to mill it? I really don't want to get to Grandpa Poop level. Messy.]



![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)










































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)








") So I want to learn that equipment. And two..for the other poor souls like myself who buy this kit and think/hope they can do it. That's why I don't mind anyone suggesting better methods...adds to the learning.
So I want to learn that equipment. And two..for the other poor souls like myself who buy this kit and think/hope they can do it. That's why I don't mind anyone suggesting better methods...adds to the learning.