Managed to get in the shop and stay there long enough to do something.
Not much...but something.
Went better than I'd expected...
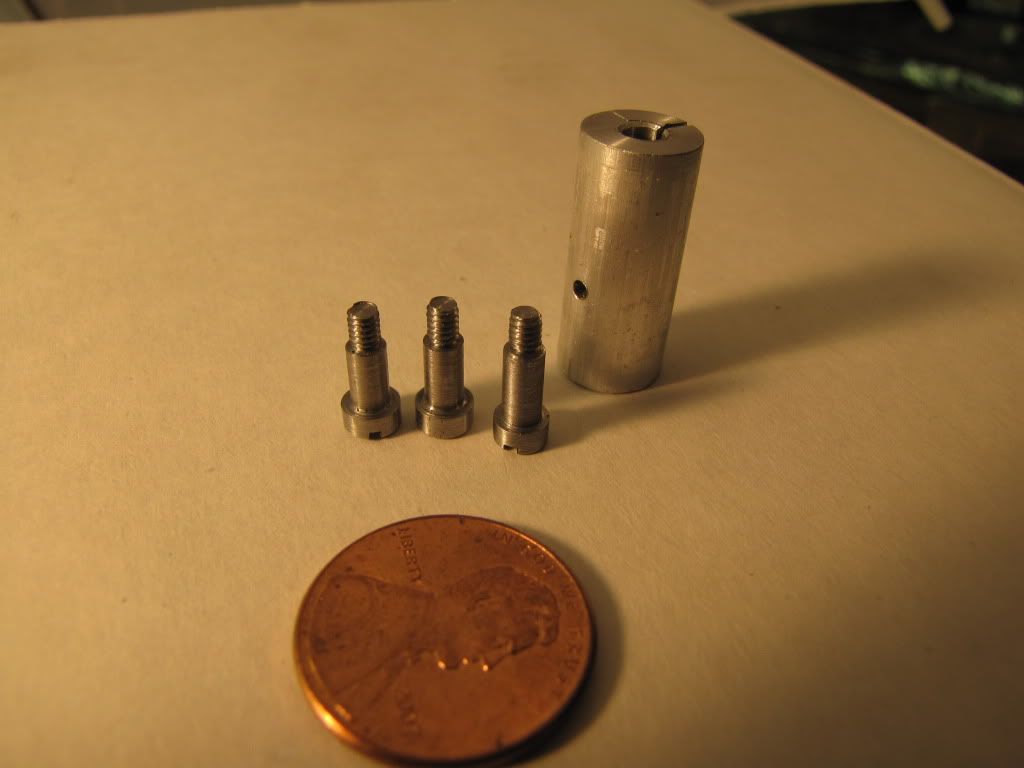
Three pivot pins for 'Isabella'. Each has (and is supposed to have
")
) a slightly different length 'shank'.
I'd like a better finish...but I'm pretty happy with this.
Only one screw-up (pun). Was threading one and it twisted off.
Real happy with the slots.
In the back you see a collet I made to hold the pins for the slit saw.
That was according to instructions.
However, instructions also used this in the lathe to put a radius on the screw head.
That's the second time I've tried that. Doesn't work. At least not in a 3 jaw. The collet doesn't close enough.
Don't know why there's a 1/16 hole in the side of the collet.
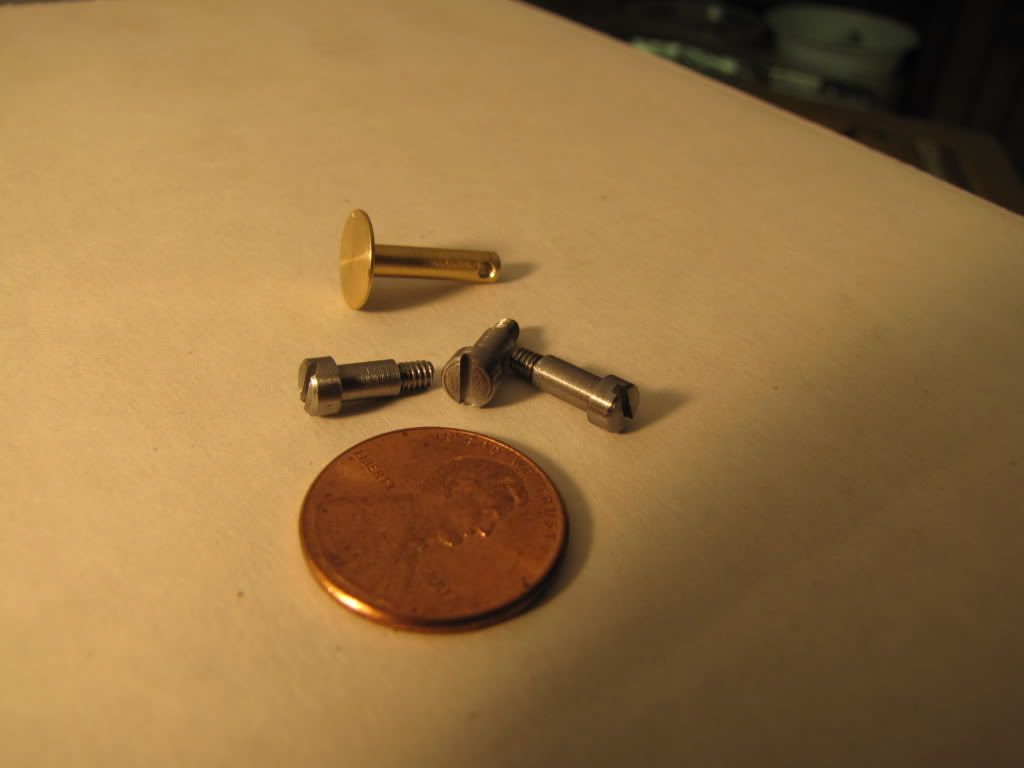
Here's another shot of the pins. Oh...and another mystery part! And look...it has a 1/16 hole in it. Hm.
Wife goes on a short trip in a week or two. I hope to modify the Spindex while she's gone. I'd rather not have any interruptions or distractions while I do that with the angle grinder. Never used one. Got ear plugs, full face shield, gloves, and so on.
So that was fun. Success is fun. So is failure learning.













![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)






![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)










































