Too late!!! It's done!!! And I'm happy (so far)... [EDIT: Not in reference to MB's post...I saw that after I was typing. My reply to his is included.]
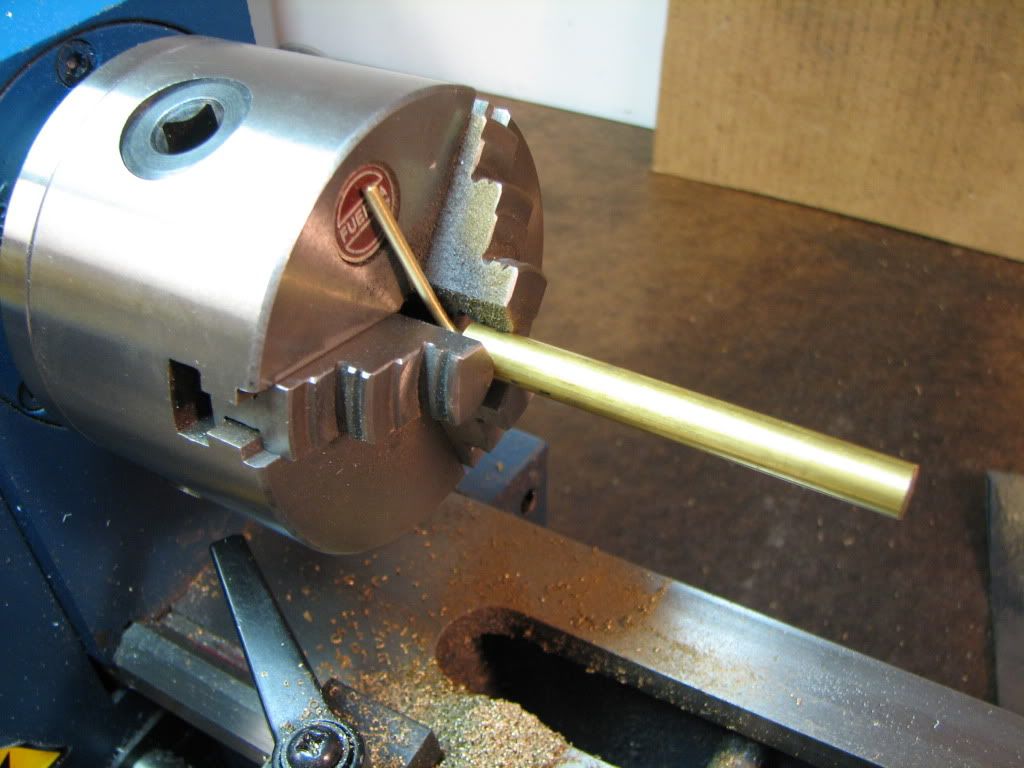
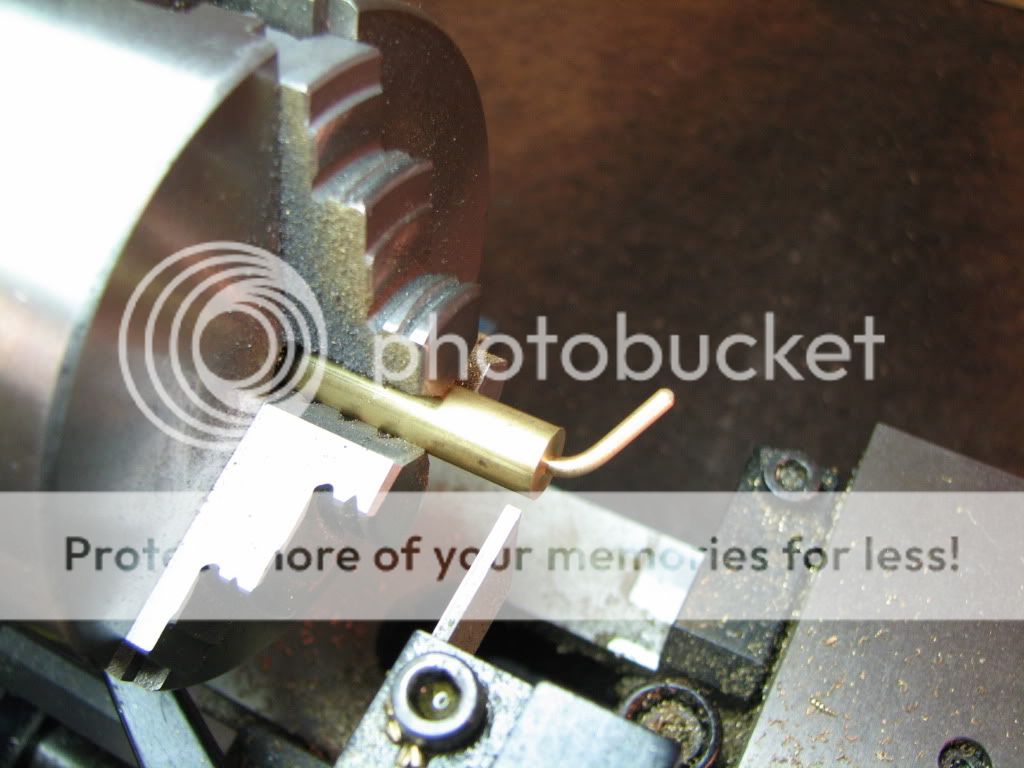
Here's a pic of the first .071" with radius.
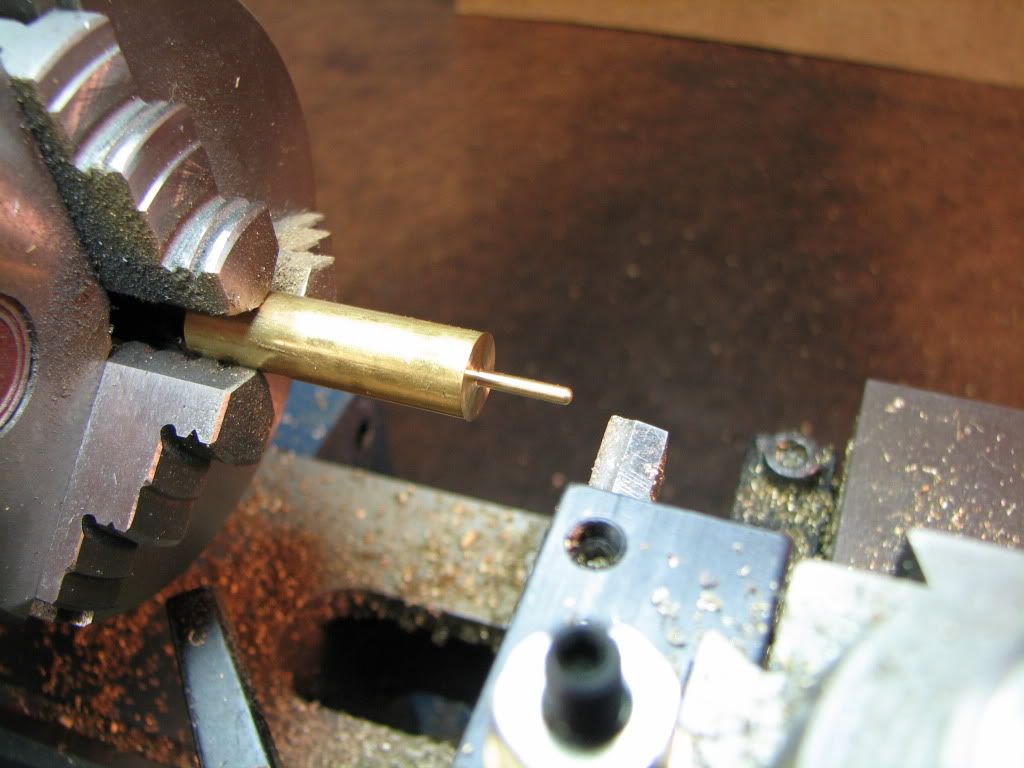
Here's a pic of the next .31 turned down to .095.
And threaded.
I turned the die around to chase the thread...it marred the first .071 a tad but it cleaned up fine.
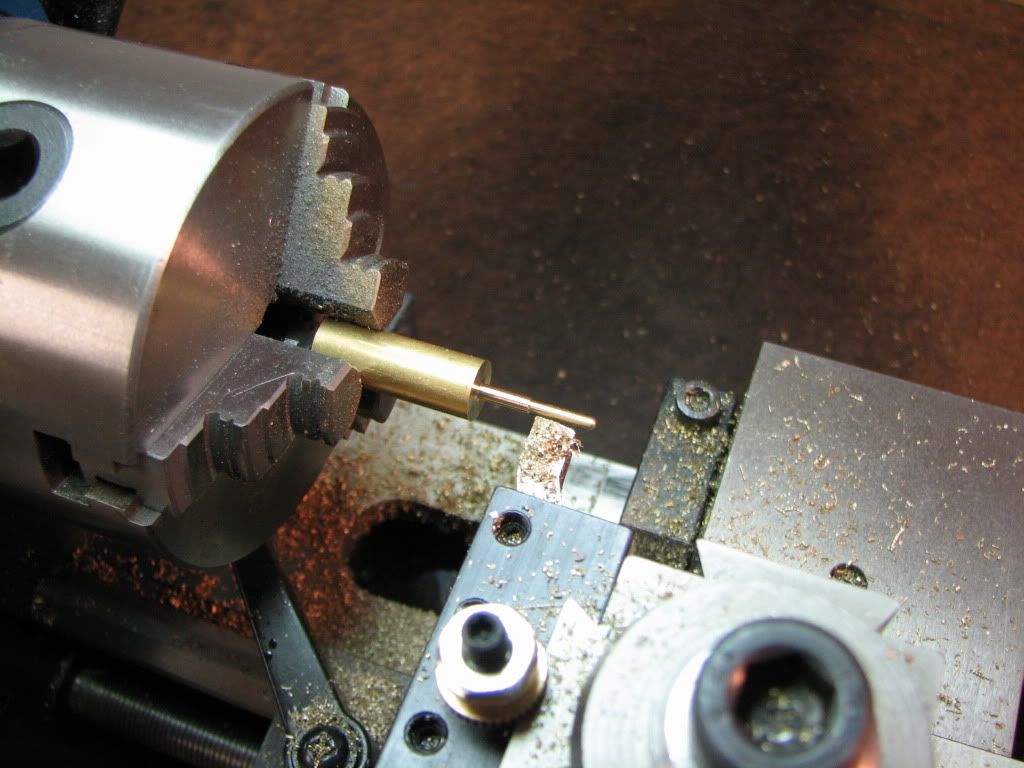
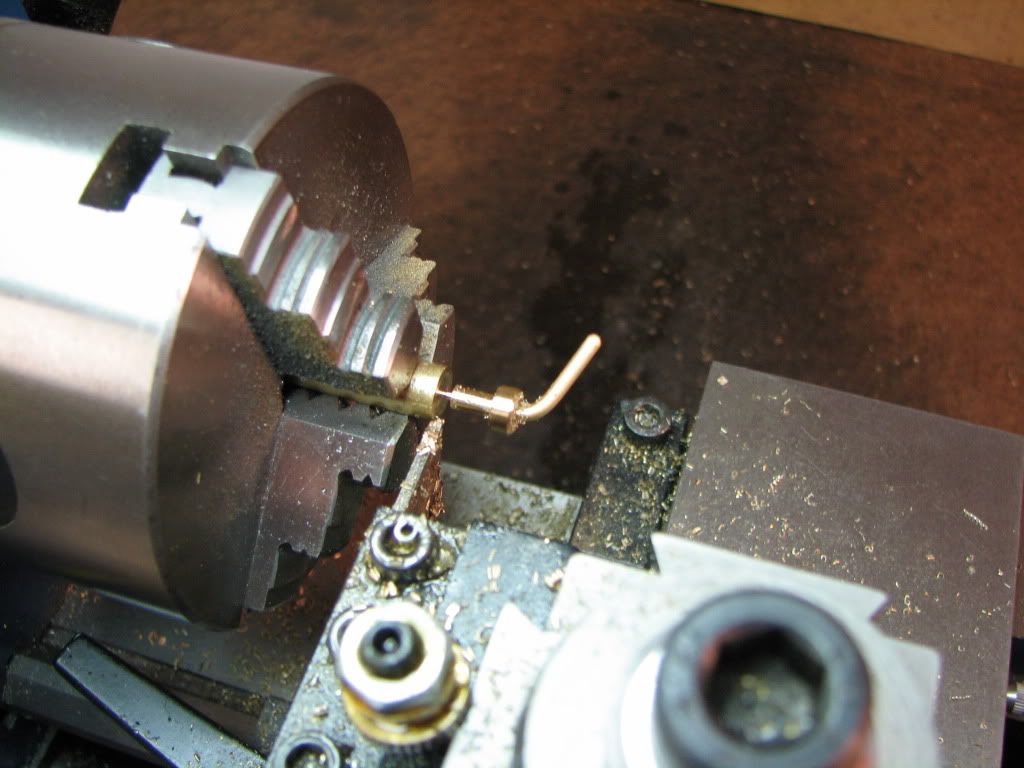
Here it is with the next .065 turned down to .0938. First attempt was a little tight getting past the thread and then to the shoulder. I took some scotchbrite to it...and it slipped on pretty nicely.
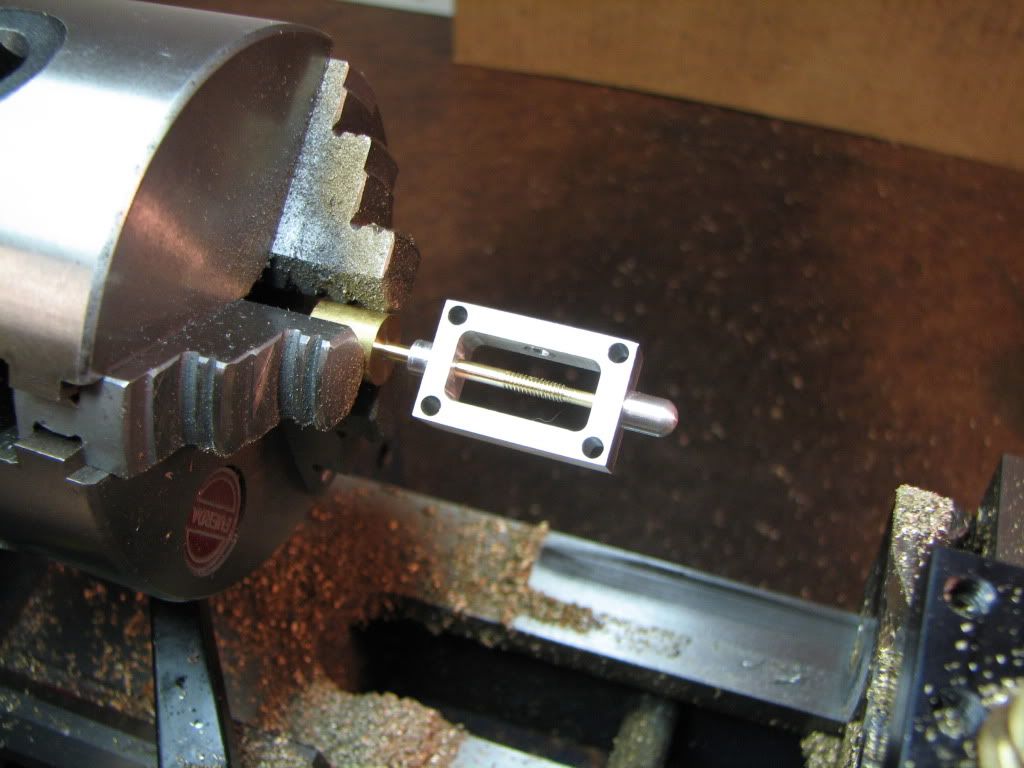
I also put the little nut on the valve stem and was pleased to see that it fit nicely.
MB...thanks! I saw your post while typing this. You mentioned the diameter getting larger with threading. And yes, I noticed that after threading, the OD went from .095 to .097 if not .099. I'm not surprised that your drawings show a (slightly different dimension from mine. In fact, when I saw the .0938 I thought it was kind of funny, bordering on ludicrous, for a beginner's kit. It's hard enough to get within .001 of anything.
For those of you with hard hearts...turn away now...off topic and 'slobby'...
I've got a few tears in my eyes. Wife is watching 'Dancing With The Stars' and they were doing a 'Vienna Waltz'. So I went upstairs to take a look. When we were married (1975), our song was John Denver's "Annie's Song". It's a Vienna Waltz. She and I have done some ballroom dancing, off and on, since 1982. 3 years ago my oldest daughter got married and we took the opportunity to try the Vienna Waltz with "Annie's Song". We were too old to do it justice...but the look on my daughter's face was priceless.
Yeah...a new year must be approaching. I'll try to keep the maudlin moments to a minimum. ;D










![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)