zeeprogrammer said:
Anyway...I'm trying to make the valve stem. Instructions have you set it in the lathe and sticking out by about 1.5". Then you turn it down to 0.095.
There is a pretty well known way to do this, if you start with a piece of stock that is large enough. I'm sure the ding bat material supplier sent you something ridiculous to use for it, like 1/8" rod, though.
If you need to make a small diameter shaft, start with a much larger diameter piece, and let the piece itself become it's own work holder.
For instance, if you want that .095" piece, say 1.5" long, start with stock that will normally be safe for turning at that length. For 1.5" of length sticking out of the chuck, you need it to be no less than 1/2" diameter, and larger would be better. Then you can cut short steps down to the diameter you need, and the parent stock, (
that word, again) provides support as you actually cut it away.
Cut the first bit on the end for a length of about 3/8", in this example, and down to your finished diameter, and note your dial setting. Then continue to cut short bits until you have your piece finished.
Following is a sequence I did for a fellow who needed to know how to turn tiny cannon barrels for a ship model. He was having trouble with tiny stock bending. It shows cutting a taper, but works the same for cutting straight shafting.
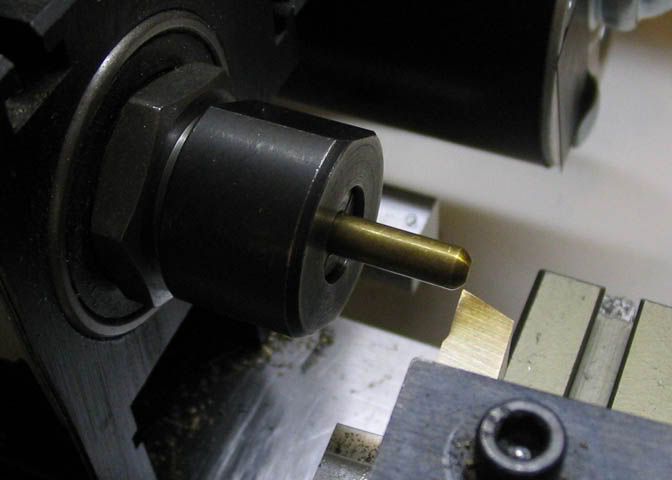
The piece starts out as 3/16 round stock.
First cut was just to get the right taper. This step not needed in your case.
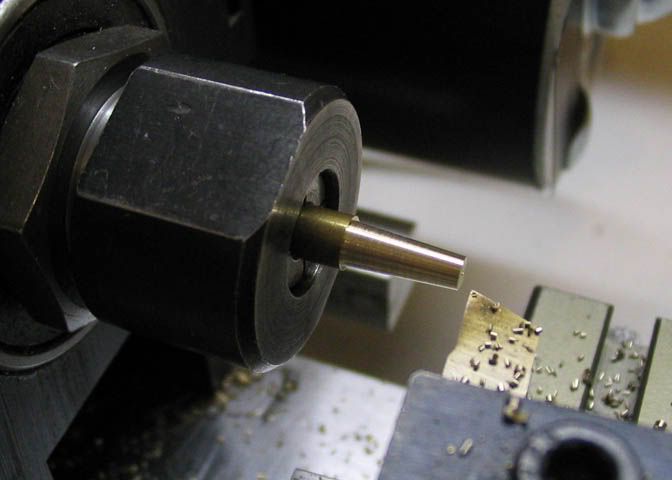
Start of cut, and check end diameter.
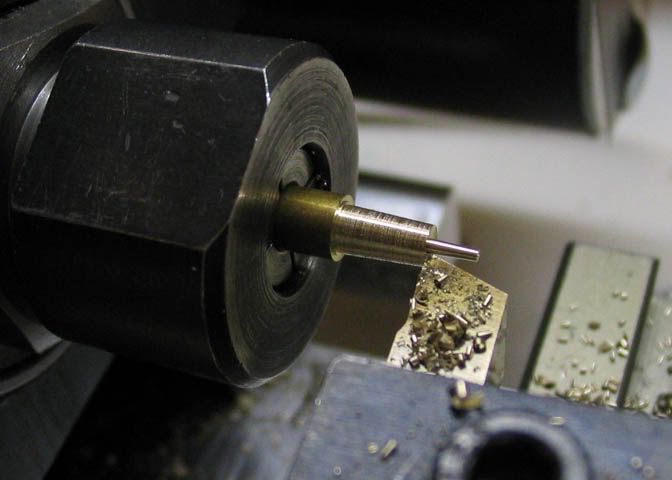
Keep going. Just stopped here to take the pic.
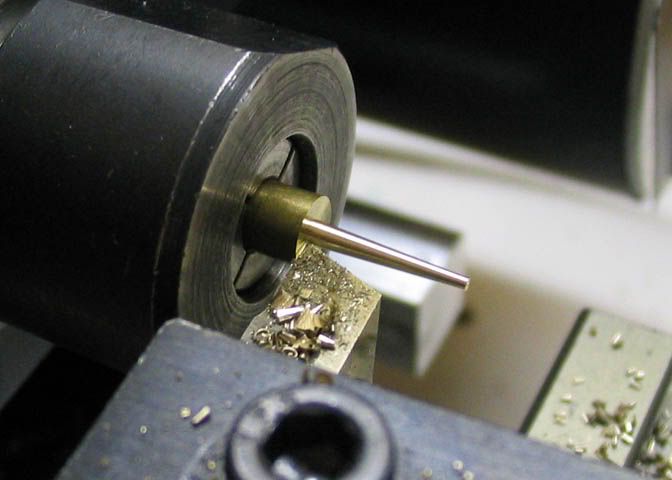
Finished. All one cut from one end to the other. The small end is .030", the larger is .050". The work piece is effectively it's own work holder.
For a larger piece than shown in the pictures, you cut a bunch of steps, each one ending up at the finished diameter. You have to keep a sharp eye on your cross feed dial!
This method will work for any practical length you need, but the longer the piece is, the larger the diameter of the parent metal has to be.
You might not need this right now, but it's a way of doing things that might come in handy.
If you want to the piece you are talking about with a center, make sure it is all the way dead. You do not want a half dead center in your shop!
Kidding aside, I really would use a dead center for this as a good option. With it, and light cuts, you can make a pretty darn straight shaft. Just get your tool good and sharp so it shaves the material nice, (doesn't grab, and cause the work to ride up over it).
If you have a live center that is not so big on the bearing end that it interferes with your work, it will work, too. Live centers are not as accurate as dead centers, generally. That may not matter for this piece.
Glad you had a good weekend. You're headed in the right direction to becoming a good hand at this machinist stuff. You're not dumb, and you have a good attitude. Good attributes for guys in this hobby.
Dean































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)