zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
I managed a little bit of work tonight and saw that I had taken a picture earlier of the 'crosshead' in making...
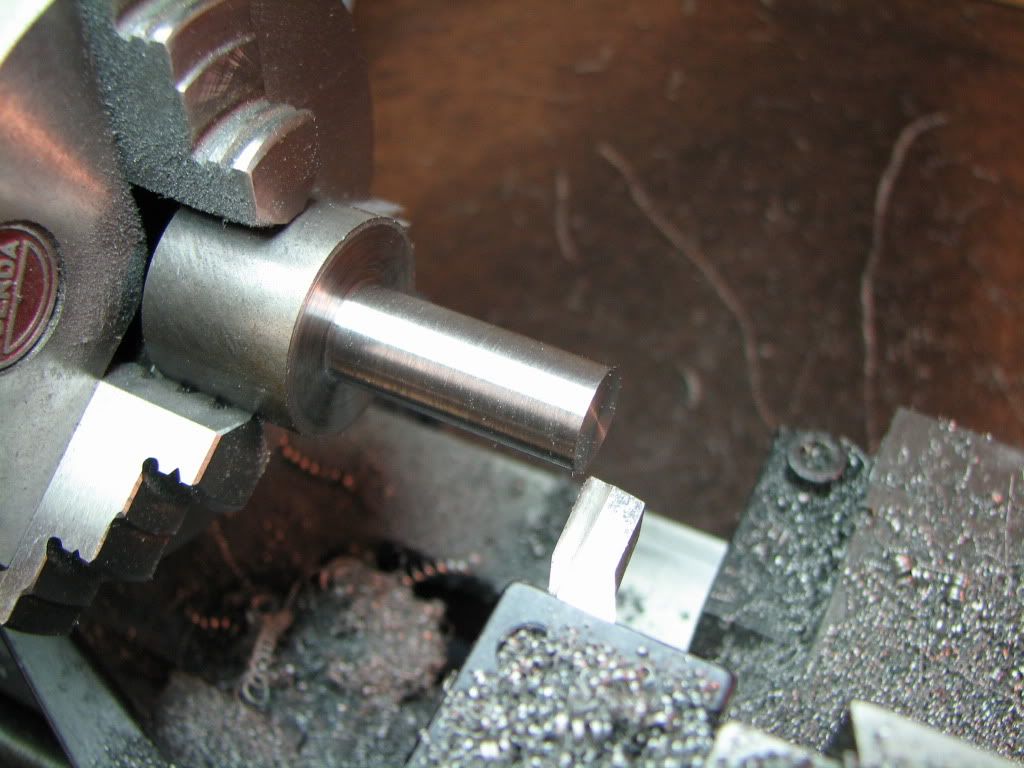
The next step was to turn the larger diameter so that it could be used to indicate the center when the part was flipped. After flipping, the part was trimmed down and the pilot carved.
It was at this point that one or two people (read old farts) got up on the rooftop and discussed the merits of not separating parent stock for as long as possible.
Well you can't argue against such good advice but this old fart (me) feels a need to get up on his rooftop and knock a few people off. :big: Had the parent stock been kept and the flange squared off...then the turned larger diameter would no longer be available for indicating. (It doesn't help that had I stayed with the original piece of stock...there wouldn't have been any parent stock to talk about.)
Had I followed through enough with Marv's advice on machining sequence as well as tel's advice on turning down to nearest available collet size...well...I'd be all alone on this rooftop. ;D (Not that I want that...depending on how pretty these guys are...that might be my loss.)
So here's the part after trimming and carving the pilot...

The piece of stock to the left is the original 1018 that seemed to me to be a tad short. I do like that 12L14 stuff.
I wrapped it in aluminum and put it in some V-blocks in the vise. Squared the flange and drilled holes.
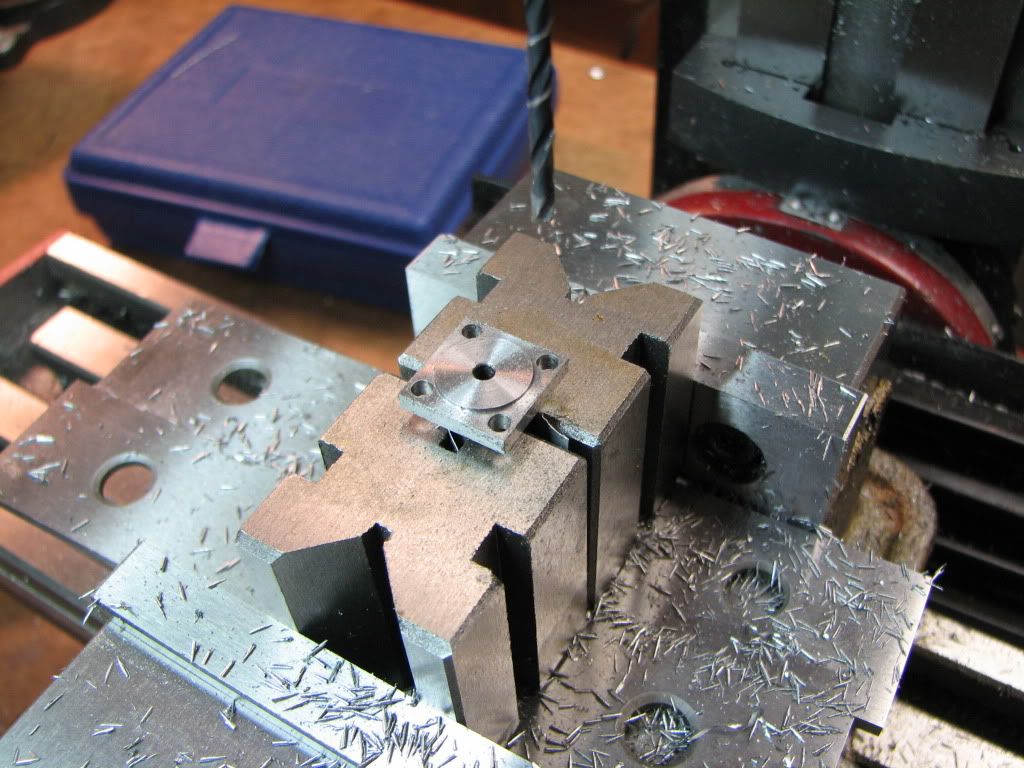
I think this turned out better than the cylinder cover but it's still a little off. Shouldn't matter so long as the pilot is right. The clearance holes should be okay.
The bigger problem now is milling the two windows. The drawing shows a 0.03 radius at the corners of the windows. To me this means a 1/16 end mill. But the end mill I have is kind of short...I don't see how this can be done. The 1/8 end mill looks like it can reach from front to back but that means a .06 radius. I suspect this doesn't matter.
Anyway...a job for tomorrow. I shall sleep now and hope my dreams are fart free.
The next step was to turn the larger diameter so that it could be used to indicate the center when the part was flipped. After flipping, the part was trimmed down and the pilot carved.
It was at this point that one or two people (read old farts) got up on the rooftop and discussed the merits of not separating parent stock for as long as possible.
Well you can't argue against such good advice but this old fart (me) feels a need to get up on his rooftop and knock a few people off. :big: Had the parent stock been kept and the flange squared off...then the turned larger diameter would no longer be available for indicating. (It doesn't help that had I stayed with the original piece of stock...there wouldn't have been any parent stock to talk about.)
Had I followed through enough with Marv's advice on machining sequence as well as tel's advice on turning down to nearest available collet size...well...I'd be all alone on this rooftop. ;D (Not that I want that...depending on how pretty these guys are...that might be my loss.)
So here's the part after trimming and carving the pilot...
The piece of stock to the left is the original 1018 that seemed to me to be a tad short. I do like that 12L14 stuff.
I wrapped it in aluminum and put it in some V-blocks in the vise. Squared the flange and drilled holes.
I think this turned out better than the cylinder cover but it's still a little off. Shouldn't matter so long as the pilot is right. The clearance holes should be okay.
The bigger problem now is milling the two windows. The drawing shows a 0.03 radius at the corners of the windows. To me this means a 1/16 end mill. But the end mill I have is kind of short...I don't see how this can be done. The 1/8 end mill looks like it can reach from front to back but that means a .06 radius. I suspect this doesn't matter.
Anyway...a job for tomorrow. I shall sleep now and hope my dreams are fart free.
")

















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)