Thanks Marv...yes I hope to be done soon...in fact...I should be done in week 23...whenever that is. ;D
Thanks Arnold, Rob, and Vernon.
Thanks Dean. The 'coin' was a gift...worthless maybe...but we have to consider both the giver and the recipient. ;D
Thanks Chuck. Glad you like the commentary. Nope...not a writer...just of 0s and 1s and some text to explain them. ;D
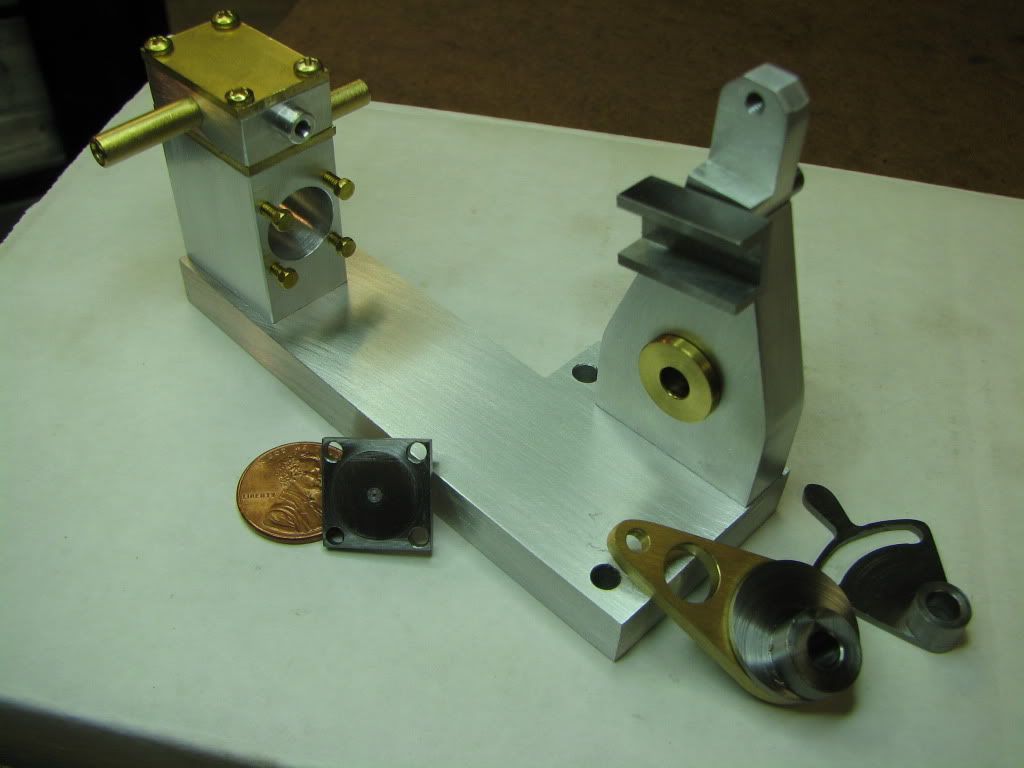
Well here's the next part. Not very good. I rushed it and this resulted in the holes being a tad out of place (not to mention the original part getting trashed). For a replacement I used a previously mangled crankshaft.
Turned it to size and made the 0.025 pilot. Then went to the mill. This could have been a better job. I probably should have made a dent in the part while it was on the lathe and used it in the mill to find the center of the part. Then moved out to drill the four sides. Instead I eye-balled the center using the edge finder. Not good practice but close enough. (I thought about using a wiggler? but I think it's too low a quality to work well enough.) The downside is that any error was compounded by the next operation. I used the vise stop I'd made some time ago. Found where I wanted to put the hole in one corner and then rotated the part to drill each hole. While not critical, I can't say I'm happy with my methods.
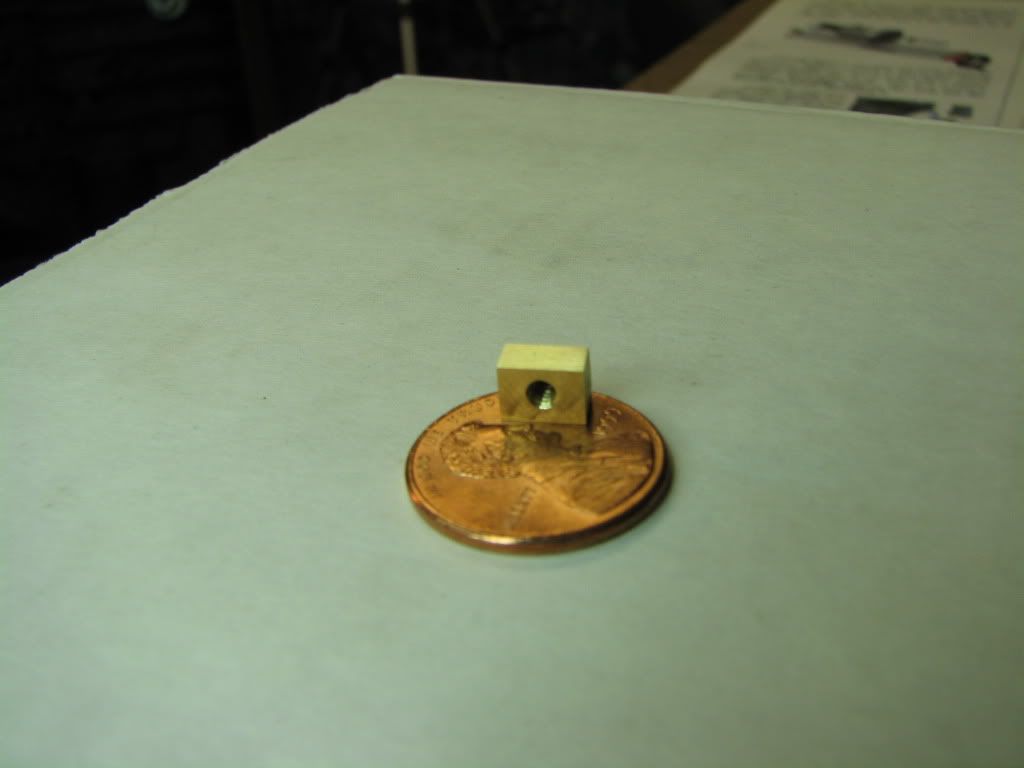
Anyway...here's the part...
I had no idea it was this small.
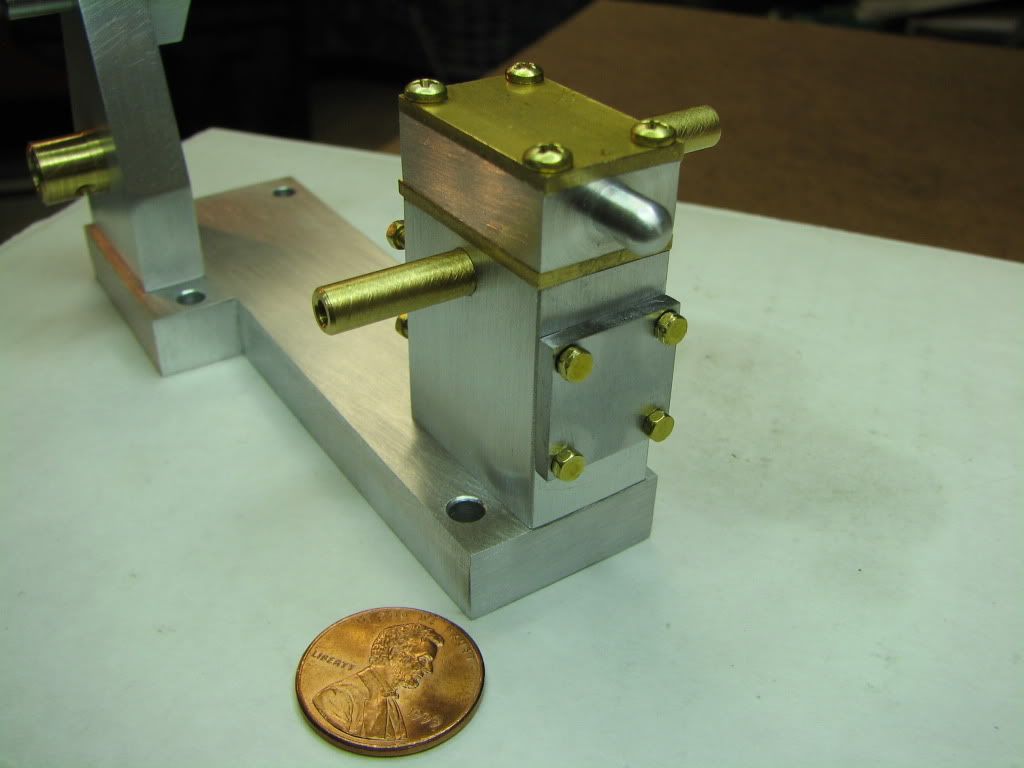
Here it is temporarily mounted on the back...
I nearly destroyed one of the bolts trying to put it in with the cover. So I stopped, found a 2-56 with a socket head and screwed it into each hole to kind of clean it out or work the threads a bit.
Then I used a paper towel and some small pliers to screw each bolt. Tedious and subject to slip.
What do you use to screw such small bolts in? Miniature spanner? Made a tool? And what do you do to protect the finish of the part being bolted?
Thanks.





")