Thanks tel. I remember those steam chests from your own thread.
Well...somehow I managed the valve for the steam chest. (Actually won't know until I put the engine together.)
The instructions (there's that word again) talked about a piece of stock that had 5/8" extra length for chucking. The part that came with the kit didn't. Itty bitty thing about .375x.375x.31. I could not get my head around how to mill the thing and keep it square. Instructions put it in a vise...sticking out the side. Milled the four sides, the end, then used a saw to make the two slots. I couldn't figure it out. Clamping on the unmilled chucking material (had there been any) could not have kept it square.
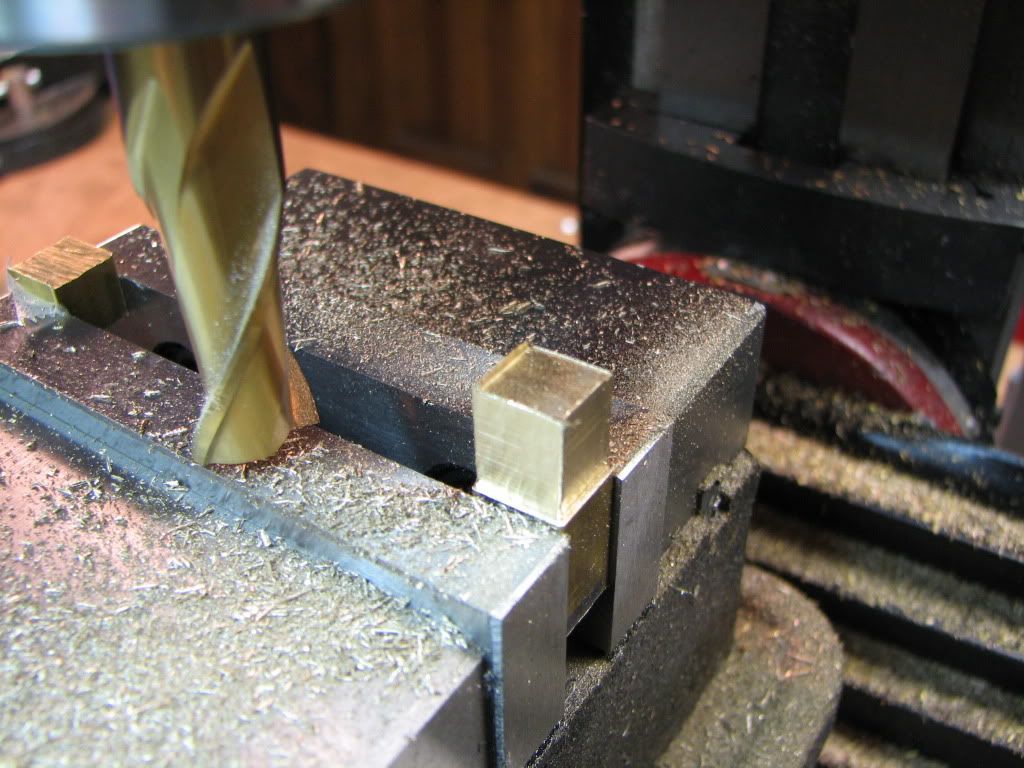
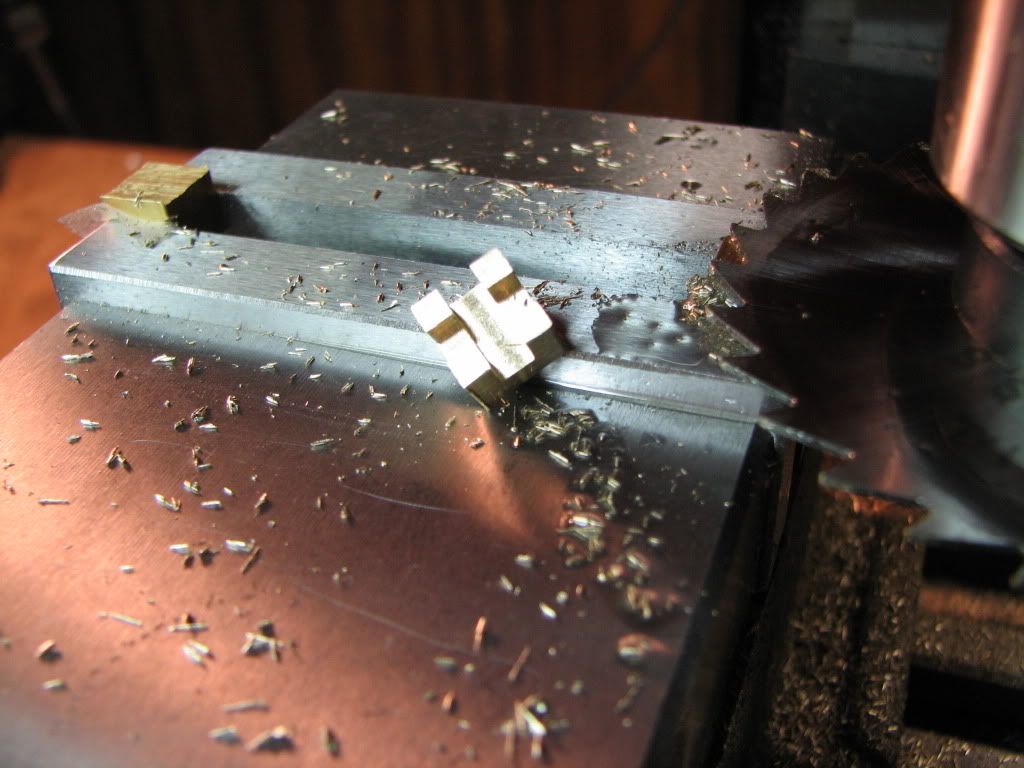
So I got some advice. I ended up cutting a new piece of stock from some .375 square bar (resulting in the question about the band saw) that was about 5/8 longer. Then I put it in the vise (with a piece of scrap on the other end - which the instructions failed to mention). I milled the four sides...
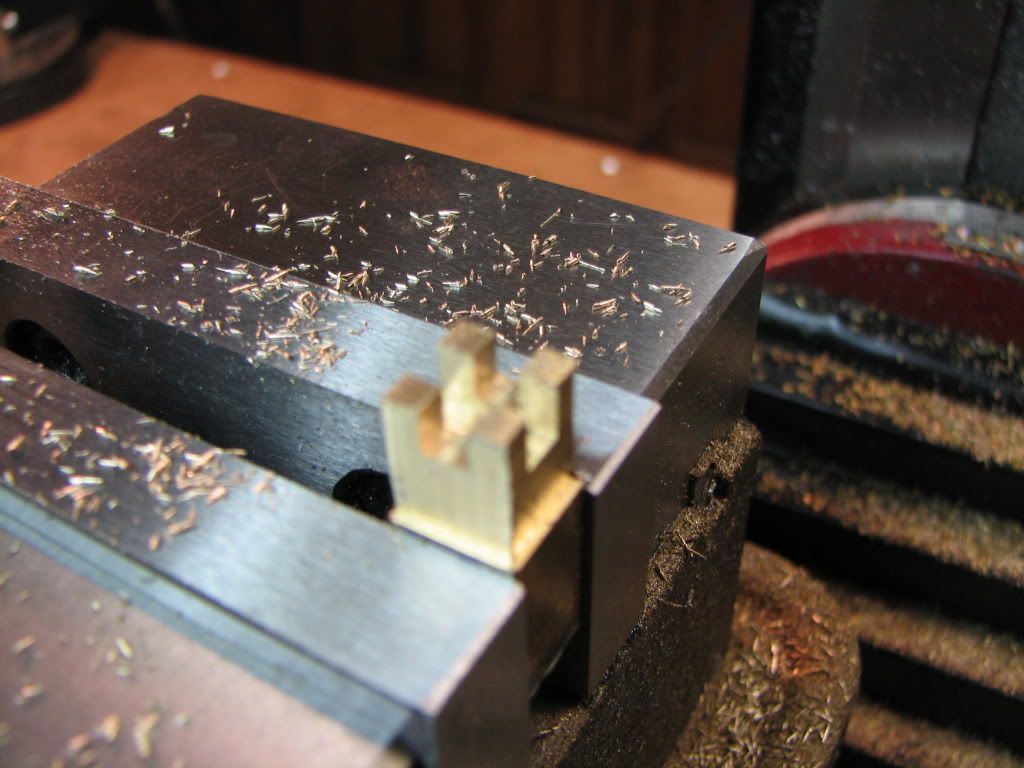
And then milled the top. Then I milled the slots. One of the slots was supposed to be 0.1". In looking at the assembly, I couldn't understand why it was smaller than an 1/8" mill. No need for it. So I made it 0.125.
The bad news is that when I went to mill the first slot...I saw I was off by about 0.03" from center. I had used an edge finder to get there. Did it twice and was still off. I think I have a major issue with the mill. Not the tram...but the edge finder is used with a chuck and the spindle is much higher. When bringing the head down for the 1/8" end mill...it didn't stay at the same X,Y spot. I didn't want to get into this right now. I have plans to break the mill down and do it up after the project. So I put the edge finder in a collet so that the Z distance (and error) would be much smaller. Not perfect. But it should work.
That's right folks. Zeep has come out of the box! (But I will scurry back on occasion.)
Then I used a slitting saw to chop it off.
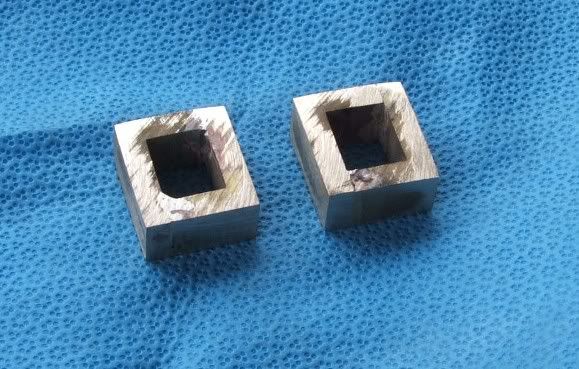
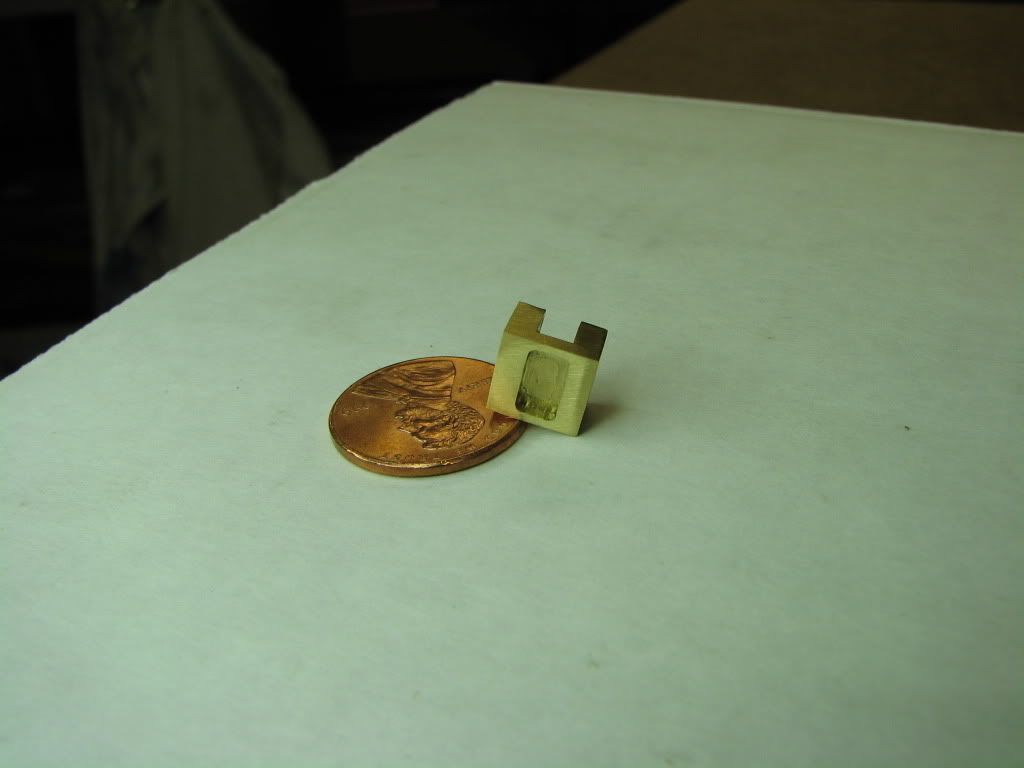
Then flipped it over onto some parallels, milled the top to size, and then milled the pocket.
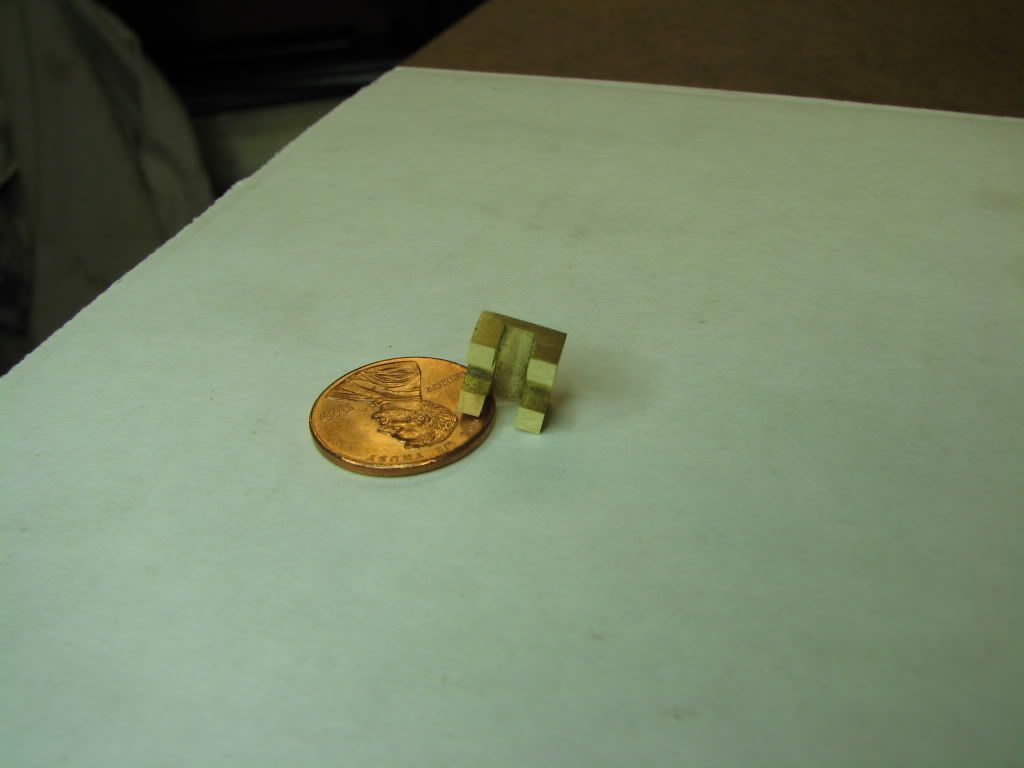
That could have gone better. But only if I'd been a better and more experienced machinist. The height turned out a little shy of 0.25 and the legs got mashed a little. I was able to correct the legs...but still. Also, still need to improve accounting for backlash. You can tell the pocket is just a little off.
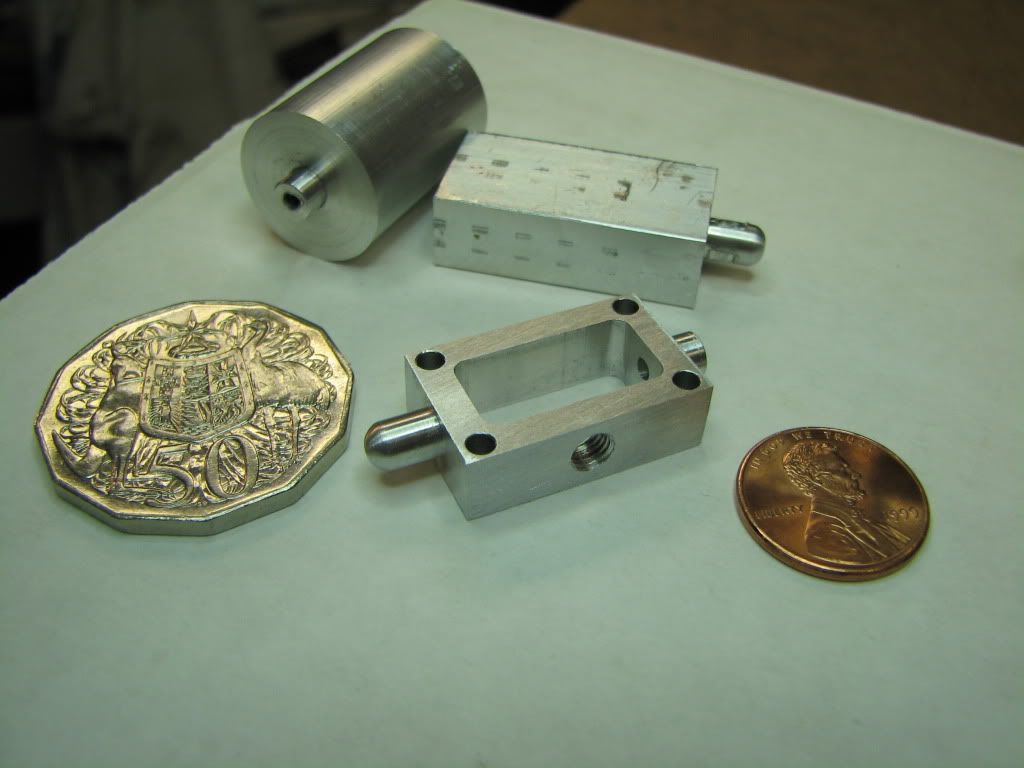
I used a penny. A stationary M&M in this house is unheard of.
[EDIT: Rats. Took a look at the posting. The pictures are a little blurry. The part actually looks pretty good.]
[EDIT: Managed some better shots.]