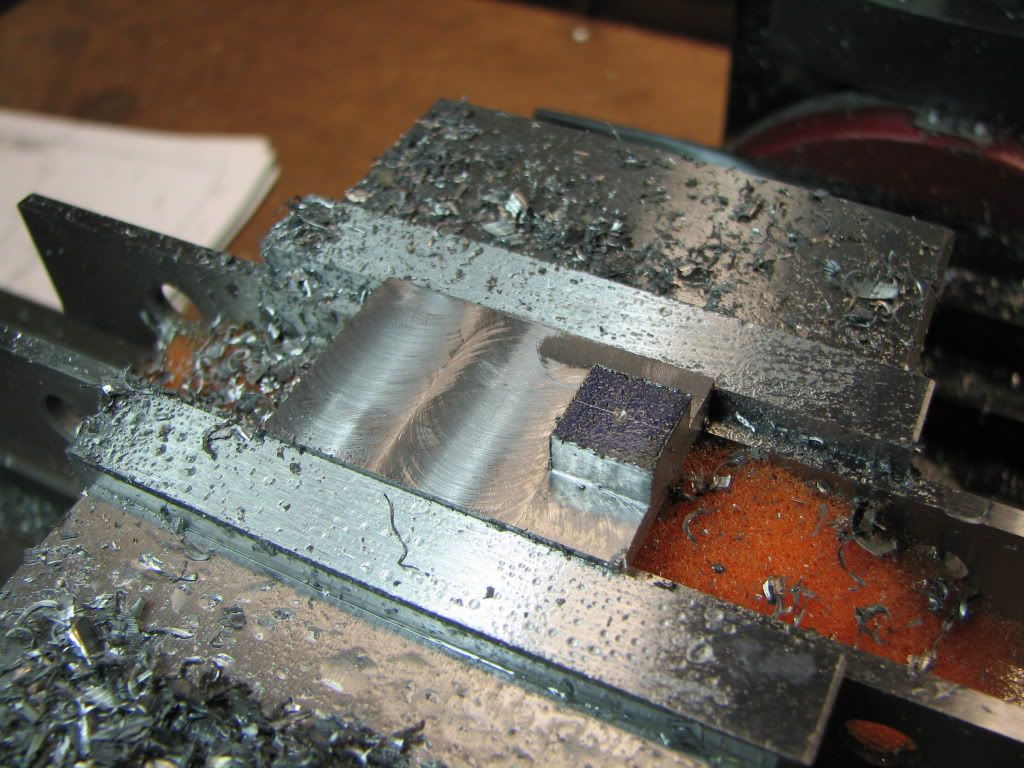
Reversing Lever...done...could have been better...and if I ever make another one...it will be. In the mean time...this will have to do...
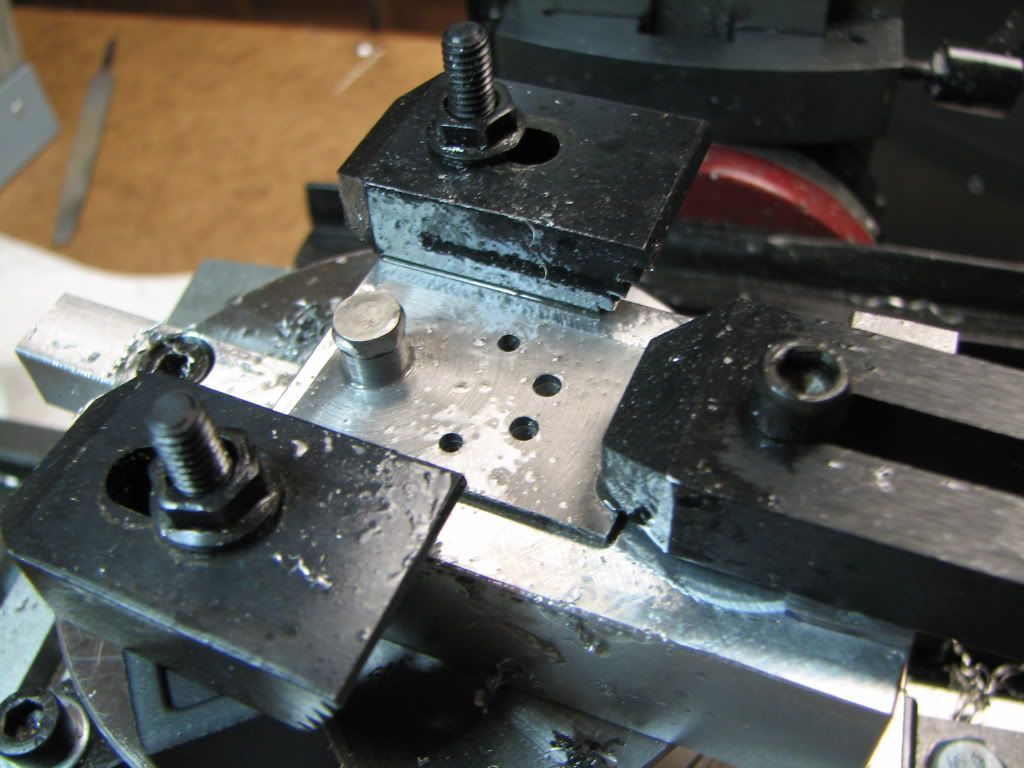
Here it is clamped down with a 10-32 and the block clamped down with RT clamps. (Remember the RT clamps.) 4 holes. 2 are at the end of travel for the arc that will have that fantastic brass handle! They'll be tapped for 5-40 that will be used as clamps. (Not my idea..is instructions.) The other two are are the corners of the handle. (Another infamous handle as it turns out.)
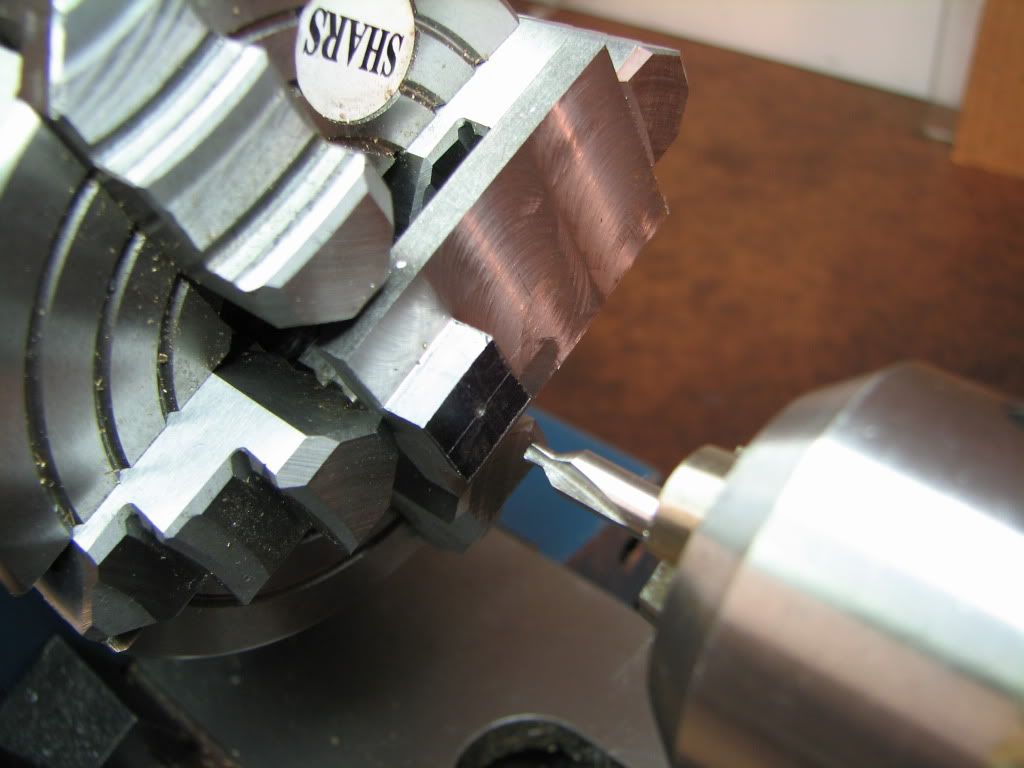
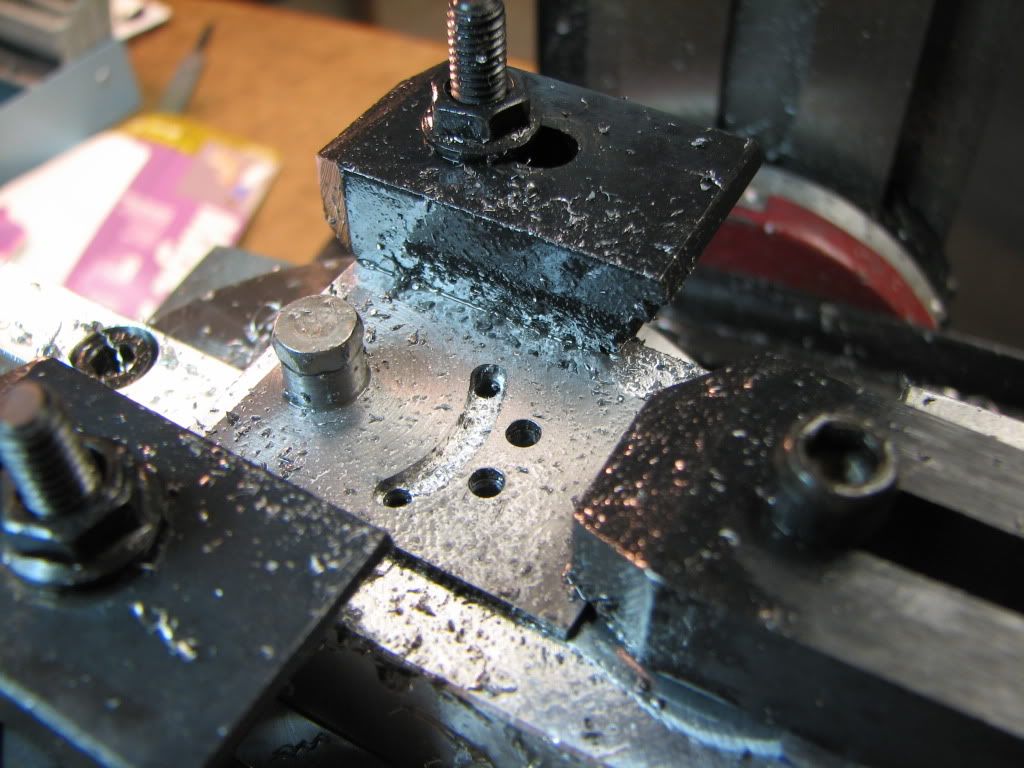
First arc made...
I don't know what I did wrong...the result is what was wanted...but the part didn't rotate in the way the instruction said. Oh...maybe not wrong then...just different. The eagle eye (or those paying attention) will have espied that the RT clamps are now in a different orientation. That is what happens when you take a dry run with the X axis and see that you're going to bang the spindle into the bolt of the clamp.
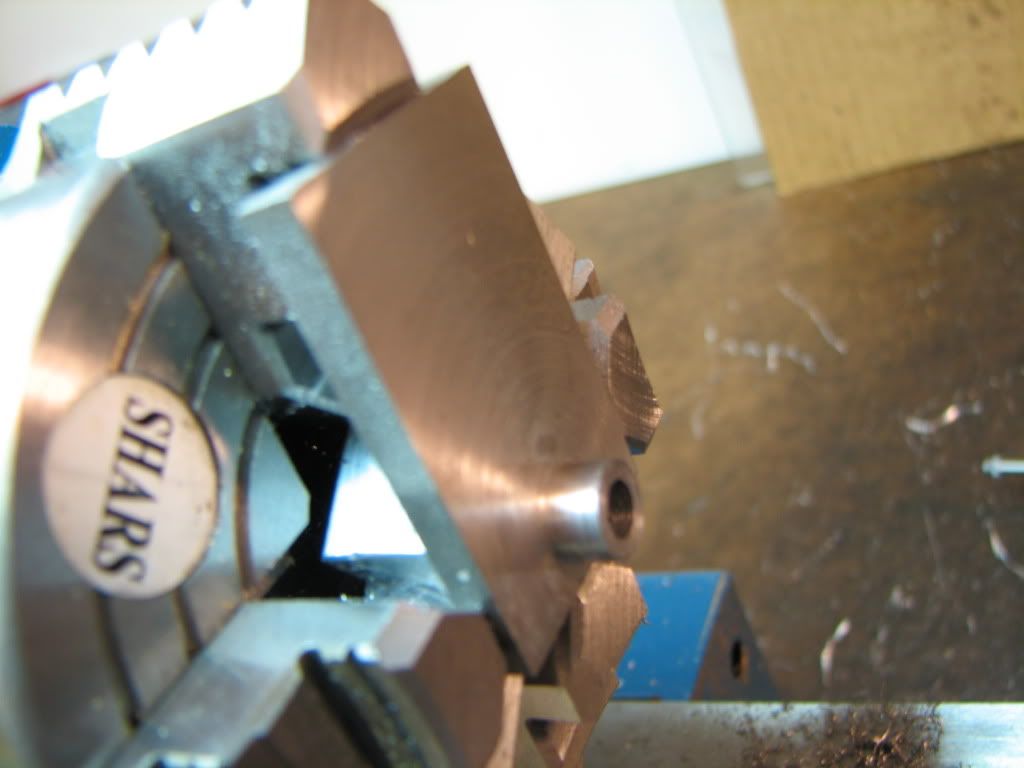
On the plus side...the biggest thing I wanted to succeed at was to rotate around the boss...right next to it without marring it. One half was spot on...the other half was just a tiny tad away. Which is better than a tiny tad in. So I was happy.
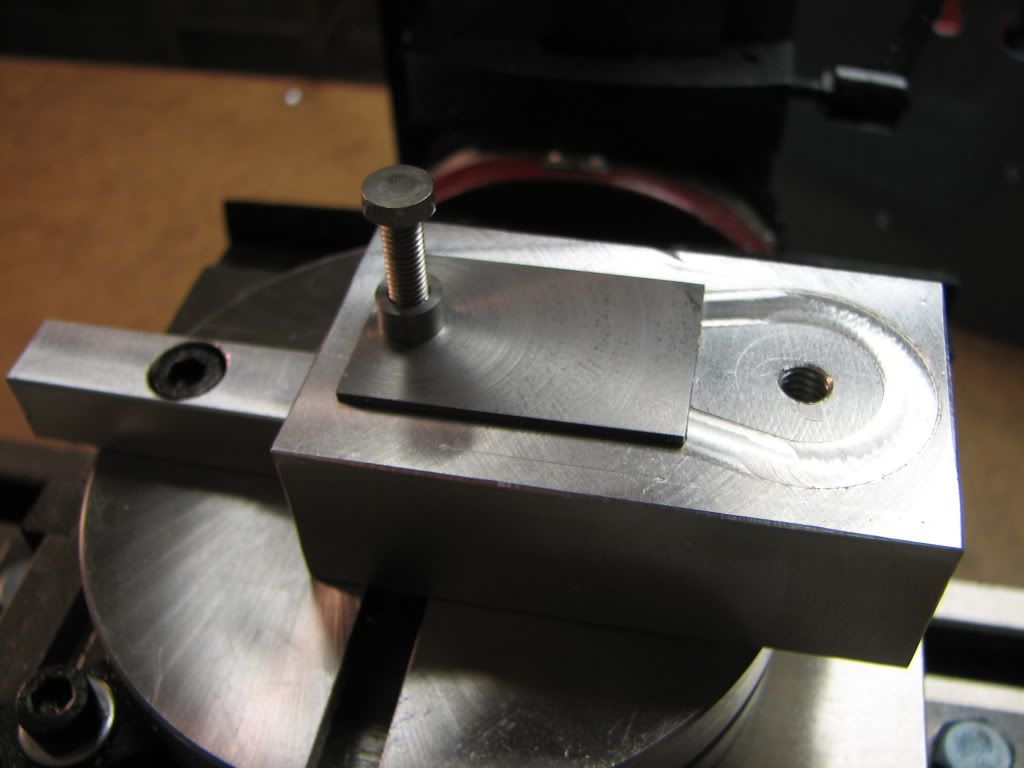
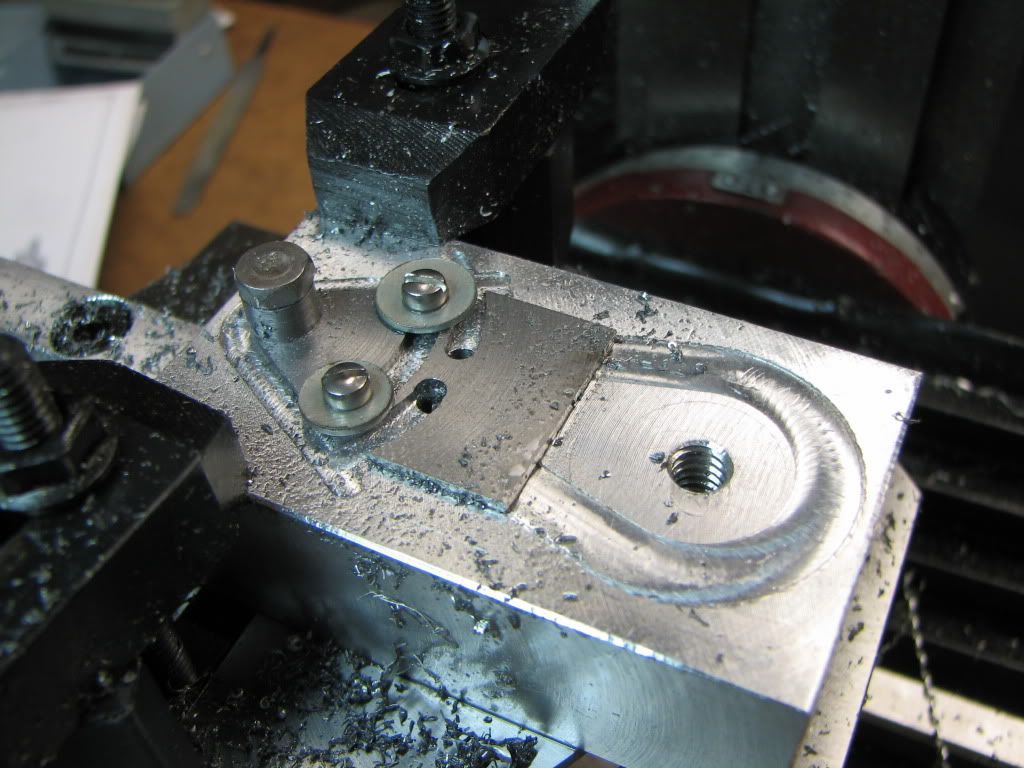
With the 5-40s in place...
Now the handle. A little voice (not mine by the way) said something like..."If it were me...I'd file the end round."...but another voice (mine this time) said "Noooo. I want to do it like the instructions.". So I have a short handle now. Darn it...I was thinking..."Okay...this is the last operation...what am I doing wrong. It has to be something...it's the last operation. No? Okay. Let's do it."
Well the something was forgetting to move by half the diameter of the cutter.
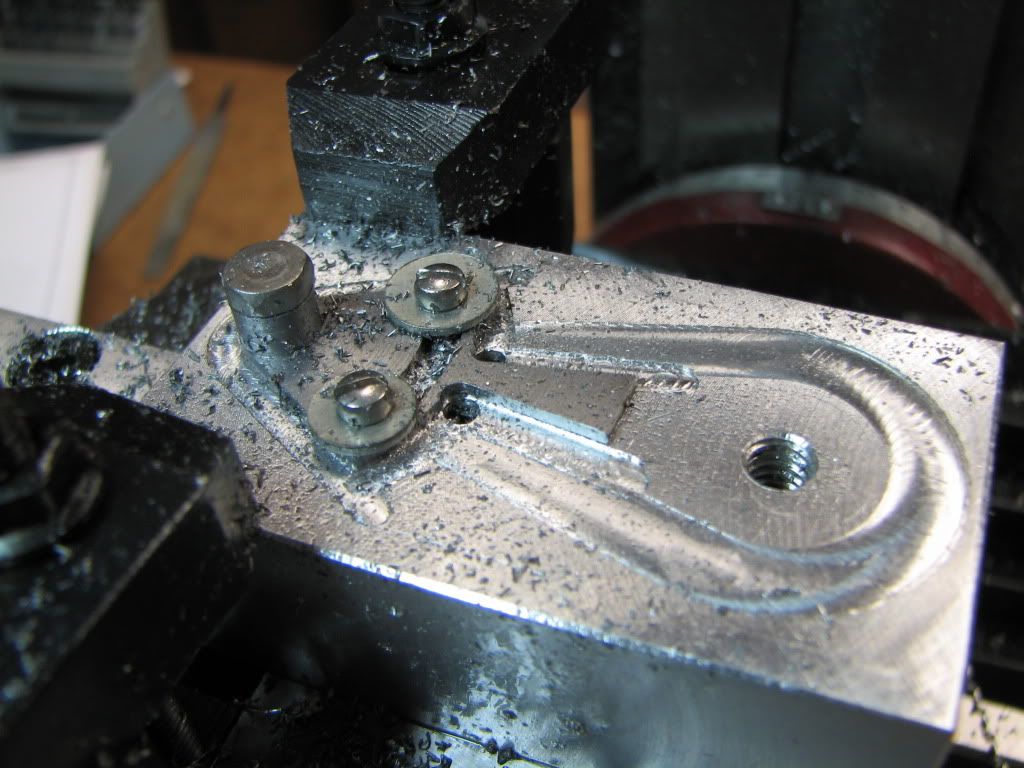
The 'finished' result. Well...'finished'? I could have spent more time cleaning up and sanding. I also see that 1018 seems to tear pretty good..you can see a spot or two on the inner arc. Could probably clean that up with dremel. Also, the old eye does see the ittiest detail...I don't think I took care of backlash as well as I should have.
Couple of other things...
In doing the reversing lever and eccentric arm...the instructions suggested using a grease pencil to mark the location of the mill in X and Y. That was a great tip. Made things much easier. So long as you put your cranks on 0 and don't adjust them then it's easy to get back to where you were. A single turn of crank is visibly off the grease mark. (I used a sharpie as my grease pencils went out the door in the clean up in preparation for this hobby. Drat.)
Also...the 3rd clamp you saw...the instructions said to drill a 10-32 and make an L-shaped clamp. (I forgot to do that and didn't want to tear down the RT). As it turned out, I still had the 10-24 from the eccentric arm...and it was in position to use another RT clamp. That left a shim...well...it helps to keep the scraps and boo-boos...used a bit of metal from the machinist clamp I made when I first started.








































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)




















")