Thanks Rick and Dean.
Well...so today I got back on the tricycle and worked on a new column.
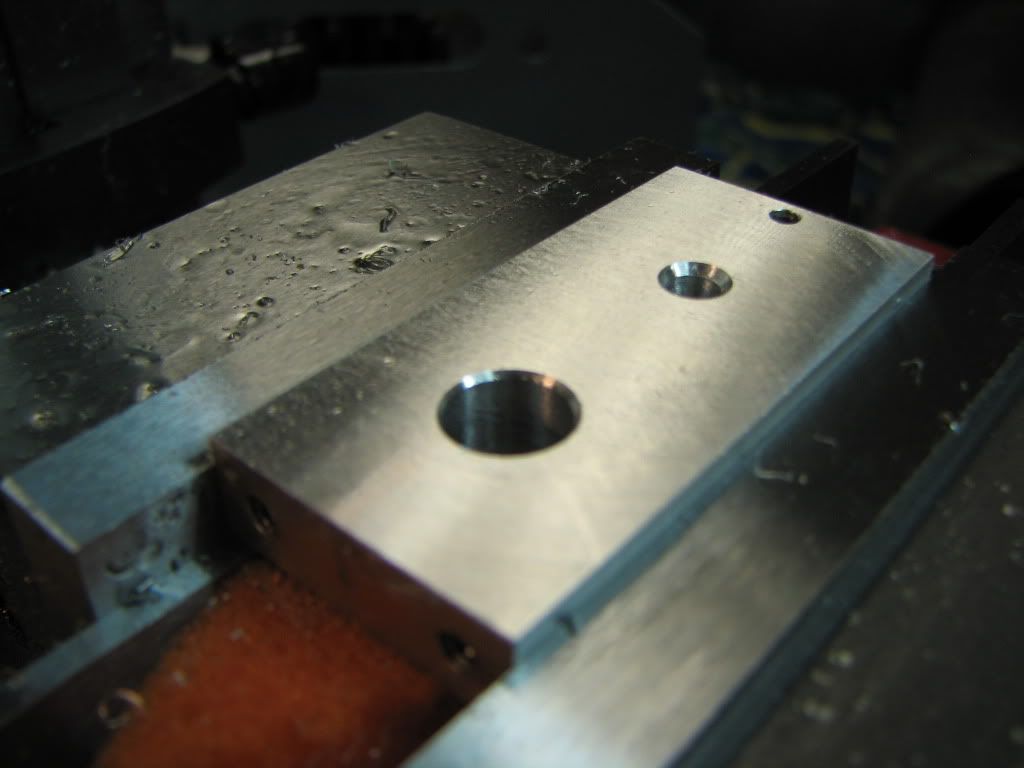
I flycut the two large sides then milled the edges square (I can only hope). Then drilled and tapped the two mounting holes. This time no broken bit.
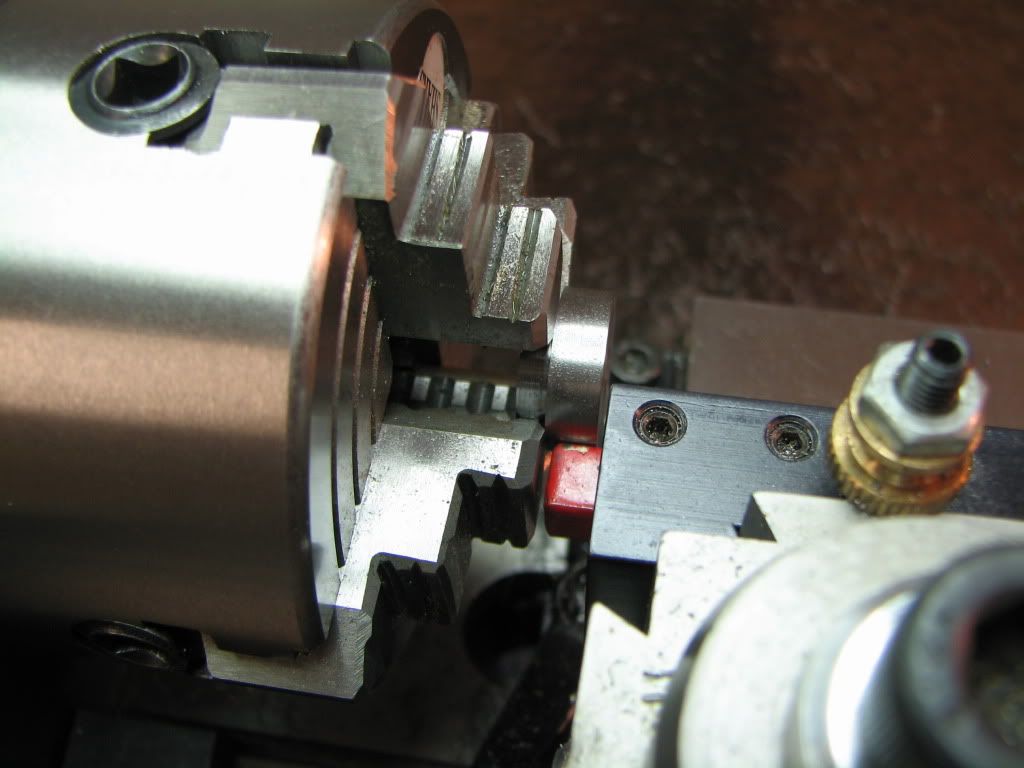
Then drilled the hole for the bearing. I used the same procedure as before...stepping up in size with the drill...but this time the bearing is loose. I'm hoping some loctite will take care of that...or...a good buddy suggested using a ball bearing or my uglied live lathe center to 'shrink' the hole.
Then I drilled the hole for the tilting slide. Nice fit. Unfortunately I countersunk a little deep but that won't matter and won't be seen.
Then I drilled and tapped the hole for the 'good' crank.
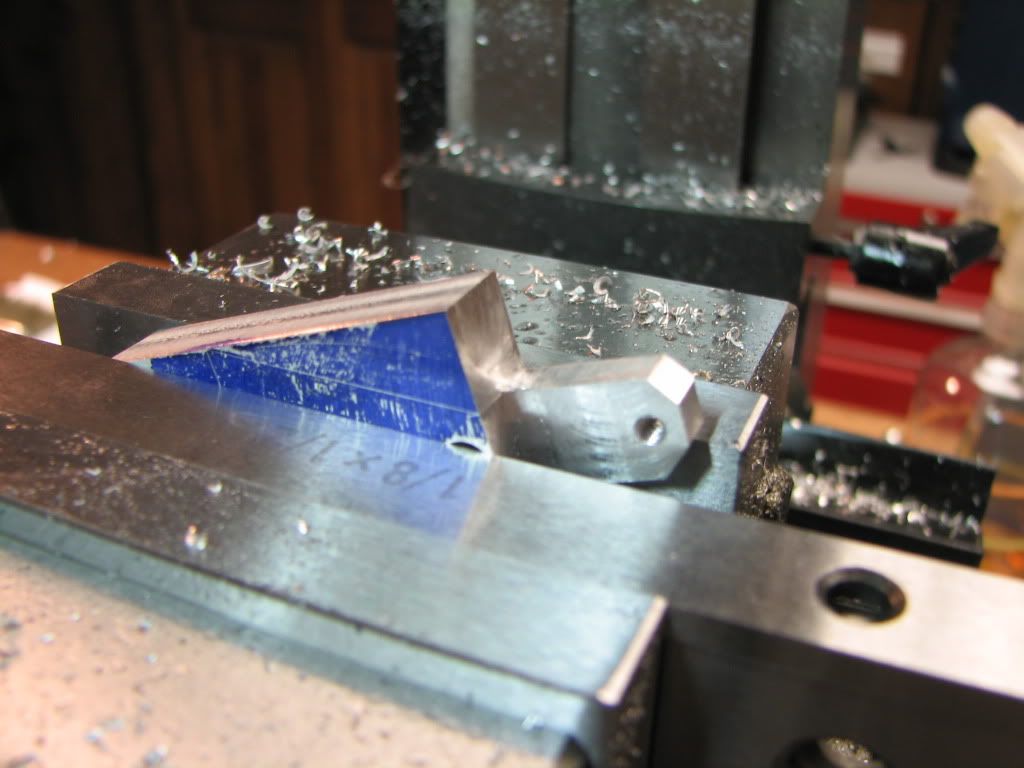
I milled the top of the column and then went for the angled side. As suggested by the instruction manual, I used a parallel to line up the scribe. (There were two parallels to get to the line, then I removed one. The other is held up by two parallels.)
Does anybody see the 'oops' that I'm going to discover? There's actually two of them.
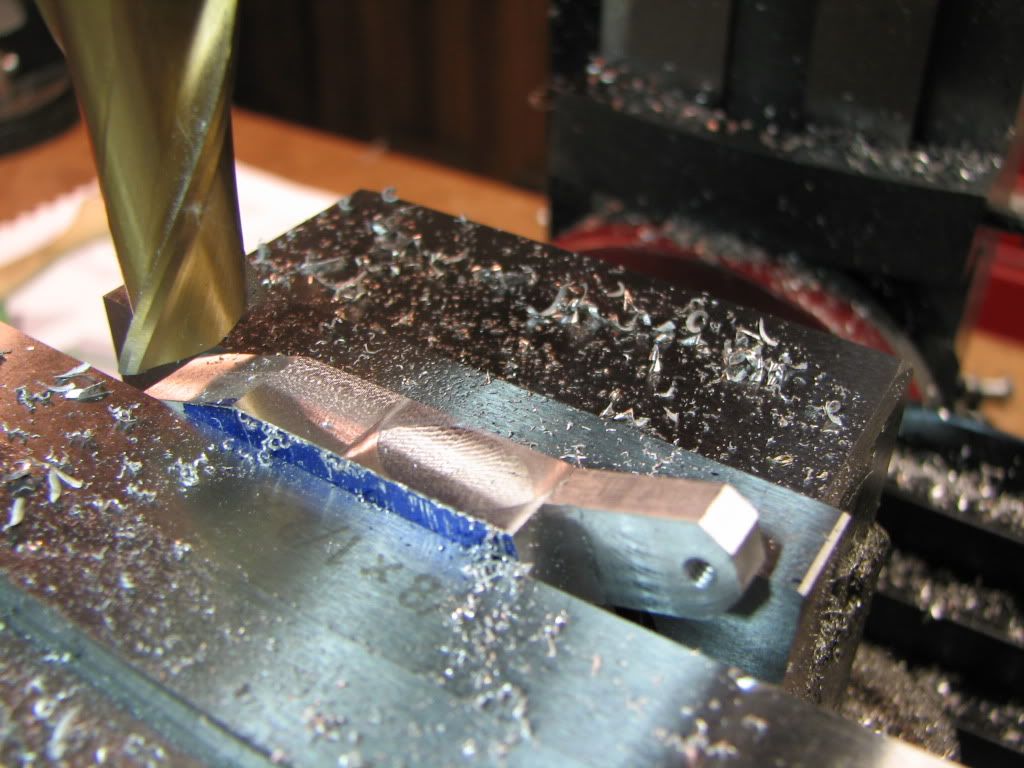
Here it is after milling down the angle. I was really happy with it. I got it to meet the edge perfectly. And then I took it out of the mill and saw the two boo-boos.
The one face (where the 5-40 hole is) was milled 1/8 too long! :rant: This was exactly the same mistake I made the other day! I could not believe I'd done it again! I was so careful and remember distinctly turning the crank 8 times for 0.5". And then!!! And then I saw the two 45 degree chamfers on the top were not the same. :rant:I had made the same mistake yet again! Unbelievable!! :rant: :rant:
Okay okay. Even though it was ugly...I could still use it. I went to angle the other side. As I lined it up in the vise I looked up. There...sitting pretty...was what I thought was the bad column. It wasn't. It was the good column. With a properly milled face and two perfect 45 degree chamfers. Rof} Rof} I'd put the angle on the bad part. No wonder the boo-boos looked so familiar.
Sheepish just doesn't describe it.
So...put the good part in and did the two angles. Here they are...'ugly' on the left, 'good' on right, 'bad' taking the picture.
All cleaned up...
What I have so far...
That's right...I still have some work to do on the crankshaft/bearing. The crankshaft used to fit but I think I damaged it somehow. It should only take a light hit with sandpaper.
Geesh...that was one valley I was in for a moment. :big:





")




![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)





















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)