Hi Werowance --I used a radius die in my mill on the four sides of the baseplate but I wasn't real happy with the results.--Then took it out to my giant stationary belt sander and used it to round the corners even more.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Geared horizontal twin engine
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
I like myself a lot better today. No taps were broken and all of the holes ended up in the right place. Tomorrow I can forge ahead with either the cylinders or the flywheels.

Tim Wescott
Well-Known Member
- Joined
- Jun 3, 2018
- Messages
- 328
- Reaction score
- 99
How do you make the insides of those cross-head guides smooth enough that a cross-head will be happy sliding therein?
The inside hole of the cross-head guide is reamed to 5/8". The cross head is turned to 0.626" diameter. Then I use a brass lap to open up the inside of the cross head guide using 600 grit lapping paste until the cross head is a smooth fit.
Every day, a few more parts. Hardest job of the day was standing out in my unheated main garage sawing out flywheels from that piece of 6" x 1/2" hot-rolled steel. I need a new blade on the saw, and it doesn't cut very fast right now---and if you lean on it a bit then the drive belt slips. ---Thought I might freeze to death before I got the flywheels cut out. Tomorrow I hope to completely finish the flywheels.

Last edited:
I have two heaters in my workshop.
One is a propane blower type.
It's effective, but it creates a lot of water vapour. I have to open the doors at both ends after i'm done to ventilate the place and prevent condensation on the machinery.
The other is a hacksaw!
One is a propane blower type.
It's effective, but it creates a lot of water vapour. I have to open the doors at both ends after i'm done to ventilate the place and prevent condensation on the machinery.
The other is a hacksaw!



$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline









$38.70
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop




$199.99
$209.99
LoCo Cookers SureSpark Seafood Boil/Steam Kit with Hands-Free Twist & Drain, 80 Qt.
Spreetail



$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline




$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc


$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies



$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies



![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC











$24.99
$27.99
HOZLY 5PCS/Lot ISO30 Tool Holder Clamp Flame Proof Rubber Claw CNC Machines Automatic Tool Changer
HOZLY









$649.00
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official



- Joined
- Sep 2, 2011
- Messages
- 1,396
- Reaction score
- 387
Hi Brian, in the upper 30's lower 40's here in F not C whats it up North? kind of cold in my shop today, the fingers still stiff and cold. on the raidus die you said you started with, if you get a chance while taking pics, would you mind to throw one in of the bit please and thank you?
Progress is looking very good.
Progress is looking very good.
Daytime temps are around 30F, night time down to maybe 20F. We've got about 9" of snow here, but it's fairly new---grass was green at end of November.
ball nose endmill on left, corner rounding endmill in center, and 45 degree chamfer end-mill on right.

ball nose endmill on left, corner rounding endmill in center, and 45 degree chamfer end-mill on right.
Last edited:
Hi Brian,
It is 86F here at the moment, only went down to 68F last night, and my A/C is on the fritz, I feel for you with the cold weather.
Still looking in.
Cheers
Andrew
It is 86F here at the moment, only went down to 68F last night, and my A/C is on the fritz, I feel for you with the cold weather.
Still looking in.
Cheers
Andrew
- Joined
- Sep 2, 2011
- Messages
- 1,396
- Reaction score
- 387
Thanks Brian for taking the time to post those. i have a pointed end mill like number 3 and have seen the ball nose mills like number 1 but have never seen the roundover bit like number 2. ill have to shop around for some. but wanted to say thank you for show them. have seen some use router bits but was always afraid to try it. need to get one and try on a little scrap aluminum or something
Daytime temps are around 30F, night time down to maybe 20F. We've got about 9" of snow here, but it's fairly new---grass was green at end of November.
ball nose endmill on left, corner rounding endmill in center, and 45 degree chamfer end-mill on right.
Richard Hed
Well-Known Member
- Joined
- Nov 23, 2018
- Messages
- 2,759
- Reaction score
- 736
I insulated my garage as it was too cold to work in, then I added a heater. It's much better but when the REALLY cold weather comes, am not sure how it will be.Every day, a few more parts. Hardest job of the day was standing out in my unheated main garage sawing out flywheels from that piece of 6" x 1/2" hot-rolled steel. I need a new blade on the saw, and it doesn't cut very fast right now---and if you lean on it a bit then the drive belt slips. ---Thought I might freeze to death before I got the flywheels cut out. Tomorrow I hope to completely finish the flywheels.
And today we have two lovely steel flywheels, bored, reamed, and keyseated. There is a lot of work in two flywheels cut from hotrolled plate, but they turned out very nice. These guys will end up being painted and polished, along with a few other accent pieces on the engine.

Richard Hed
Well-Known Member
- Joined
- Nov 23, 2018
- Messages
- 2,759
- Reaction score
- 736
WHY not take some time out to build a small rocket stove for your shop? They are marvelously efficient.Every day, a few more parts. Hardest job of the day was standing out in my unheated main garage sawing out flywheels from that piece of 6" x 1/2" hot-rolled steel. I need a new blade on the saw, and it doesn't cut very fast right now---and if you lean on it a bit then the drive belt slips. ---Thought I might freeze to death before I got the flywheels cut out. Tomorrow I hope to completely finish the flywheels.
Nice job on the flywheels, Brian.
I assume you cut rough circles on the power saw before turning?
In the absence of a powered saw, I tend to do the minimum sawing and Di most of the metal removal on the lathe or mill.
I assume you cut rough circles on the power saw before turning?
In the absence of a powered saw, I tend to do the minimum sawing and Di most of the metal removal on the lathe or mill.
My bandsaw has a metal cutting blade 3/4" wide. It doesn't cut curves very much at all. Those flywheels were cut from a piece of hot rolled 1/2" plate. First they were cut out as square plates, then the 45 degree corners were cut off, which left me with 8 sided octagon shaped pieces. Then one side was covered with double sided sticky tape and held against the face of my 3 jaw lathe chuck with pressure from a live center in the tailstock. They were turned to perfectly round in the lathe, then held in the reverse jaws to do the cavity in each side and the center hole.
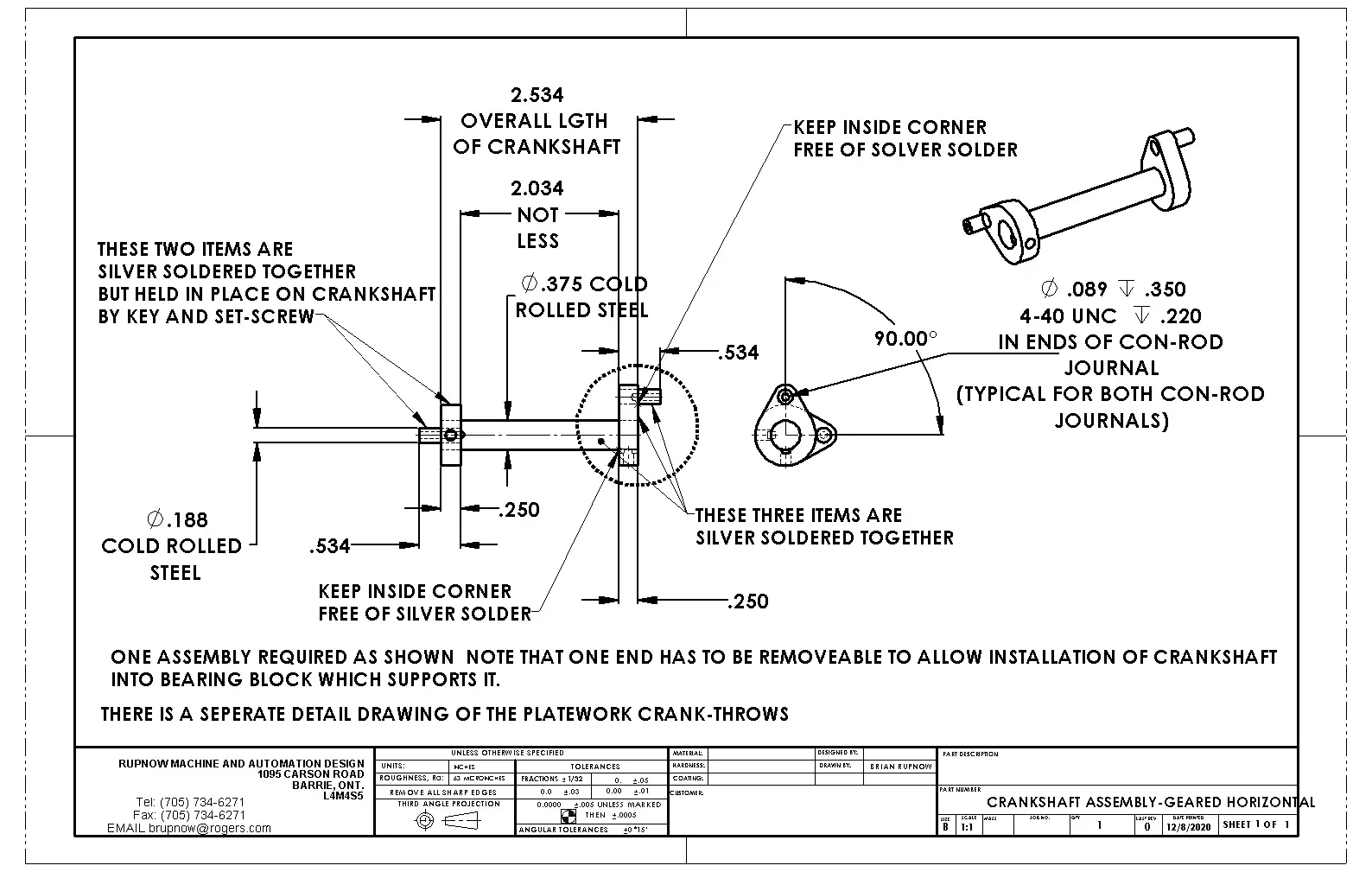
One of the things that I often have to ask myself, is 'What part do I make next?' Sometimes there is a logical chain of parts that must be made in a certain sequence, other times it doesn't much matter. When I threw together the 3D model of this engine, I designed a crankshaft without thinking a lot about how I would fabricate it. Today I had some design time available after finishing the flywheels, so I took a much closer look at how I would actually make the crankshaft. This was the result, and it looks easy enough, so I will probably work on it tomorrow.
- Joined
- Sep 2, 2011
- Messages
- 1,396
- Reaction score
- 387
Brian, in your opinion, metal advertised as simply hot rolled or cold rolled which do you normally find easier to work with? im thinking there are different alloys in both hot and cold rolled but i find many are just advertised as simply hot or cold rolled steel. i know cheap cold roll seems to finish in a splintered or almost cracked look. not smoothe like say 12l14 or 1215 does. just wondered how hot rolled non specified alloy cuts for you?
edit - i guess i should rephrase cracked to just a grainy not smoothe cut
edit - i guess i should rephrase cracked to just a grainy not smoothe cut
Brian, they really look nice, that is several hours of work but guess like you say it to cold out there, I don't see how you all can survive that kind of cold weather for that long of a period, here in South Louisiana if it gets to 30 I think we gone to free to death, it took me a while to figure out what was meant by Cabin Fever, fellow better have a hobby and a place to keep warm, thank for the show and tell, Joe
If you make a part which is going to be machined on all sides, then hot rolled is cheap and machines very well---Hot rolled is the least expensive material but has a rather nasty exterior finish that you wouldn't want displayed on a model. If you machine a part on some faces only and depend on the "as purchased" finish of the part to show in some areas, then cold rolled steel has a much superior finish. It is a bit more expensive than hot-rolled steel. Hot-rolled steel moves very little during the machining process. Cold rolled steel has a lot of built in stresses from the cold rolling process, so will "banana" on you if one side is machined and the other side is not. As far as machinability goes, they are about equal in my opinion. I have switched from HSS cutters to carbide tooling, because I simply can not keep HSS tooling sharp enough all the time.
Richard Hed
Well-Known Member
- Joined
- Nov 23, 2018
- Messages
- 2,759
- Reaction score
- 736
Is it possible or a good idea to machine cold rolled to within a few thou, then heat it to destress the stuff and finish later? What about if it is necessary to re-harden it later?If you make a part which is going to be machined on all sides, then hot rolled is cheap and machines very well---Hot rolled is the least expensive material but has a rather nasty exterior finish that you wouldn't want displayed on a model. If you machine a part on some faces only and depend on the "as purchased" finish of the part to show in some areas, then cold rolled steel has a much superior finish. It is a bit more expensive than hot-rolled steel. Hot-rolled steel moves very little during the machining process. Cold rolled steel has a lot of built in stresses from the cold rolling process, so will "banana" on you if one side is machined and the other side is not. As far as machinability goes, they are about equal in my opinion. I have switched from HSS cutters to carbide tooling, because I simply can not keep HSS tooling sharp enough all the time.
Similar threads
- Replies
- 510
- Views
- 73K
- Replies
- 413
- Views
- 64K
- Replies
- 27
- Views
- 7K
- Replies
- 148
- Views
- 26K