Brian-in-Oz
Retired Swarf Maker
- Joined
- Mar 8, 2013
- Messages
- 137
- Reaction score
- 133
Hi Brian,
In regard to your response in post #118 here is what I did for my master rod/slave rod placement when I was building my radial. Although I had read information on the subject many years ago in one of the issues of SIC I couldn't remember exactly what it said nor did I want to go through boxes of magazines to find it so I did my own layout.
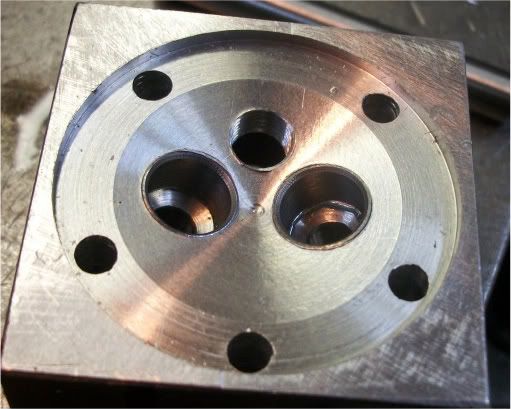
The layout plan behind my thinking was that each cylinder is equally spaced about the crankcase so they are on 72 degree spacing. The master rod was drawn with the proper length and throw sizing. In picture #1 starting from the right I have the sequence of master rod/slave rod pin positions for each TDC point of the appropriate cylinder. I figured that by rotating the crank 72 degrees (cylinder spacing) and drawing a line through the center of the cylinder until it intersected with the throw circle this should give me the correct pin spacing. Quite naturally the camring is going to be equally spaced relative to TDC so therefore each of the cylinders should be at TDC at the same time.
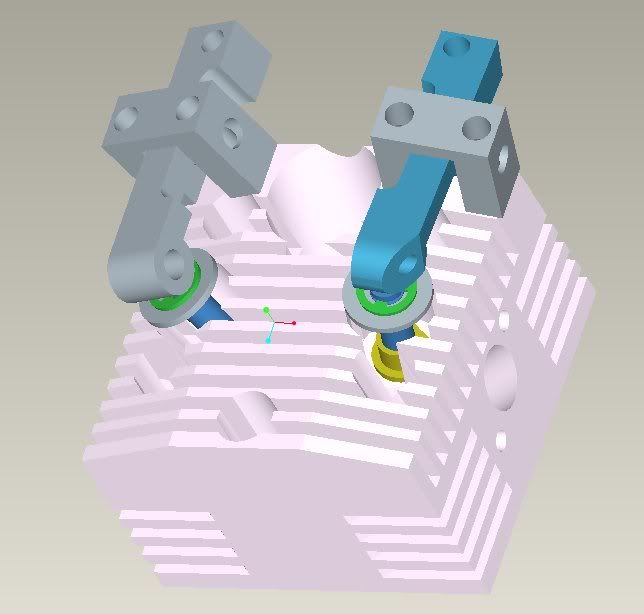
When I started designing my engine the basics for it were taken from the Morton M5 radial engine. Their pins were equally space about the master rod. Knowing that there should be some compensation I did the layout. As can be seen by the 2 bottom views there is a difference between the 2 spacings. Whether mine is totally correct or not I can't say but it should be much closer than than just equal 72 degree spacing.
gbritnell
Thanks for the info George (have I got that correct?).
They are nice drawings and when I find time I will try to get my head around the rod spacing theory. Forests' solution to adjust the compression ratio by trimming of the top of the cylinder liners must work OK in a small engine as his were work horses that were actually flown in RC planes and not just display engines. What my engine finishes up doing depends on how, when and if it runs. This is my first engine (pretty much first anything) and if nothing else it has forced me to have a much better equipped shop than when I first started. When my Dad passed on he left me his 9" Hercus (Southbend Clone) lathe that he purchased in 1949 and a nice mill which sat around unused in my garage until I retired two years ago. I couldn't bear to see them just sit there so got my act together and built a shop on the end of the garage, started the Edwards Radial and as they say "the rest is history".
Thanks for your interest - Cheers Brian Thm:
 (tho there are relatively simple work-arounds for this situation)
(tho there are relatively simple work-arounds for this situation)
























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)