Aloha y'all --
Brian, that motor of yours gets more beautiful with each posting, a work of art from rocker to shining rocker. If ever a group of exceptionally talented engineers decided to get together and start their own country, that last picture could be their flag.
My motor, on the other hand, has been a little more arrested in its development. You may recall my last posting included a picture of a cam ring, all gleaming and glistening and perfect. Oh, how proud I was! All I had left to do was to shrink-fit the oil-pump cam and Bob would be your uncle. Well, fact is, I'd never shrunk-fit anything before, and it turned out not to be nearly as easy as I thought. In fact, I screwed it up royally. I heated the cam, slipped it onto the cam-ring boss, and...it stuck halfway down. No problem, I thought...I'll just add a little heat...a little pressure...then a little more heat, a little more pressure...all blissfully ignorant of the simple fact that now the boss is expanding just as much as the oil cam, receiving equal treatment from the blowtorch and is of course jammed on tight and jamming on more tightly evry second. Finally, in all the excitement of the moment, sufficient heat and pressure has been applied that, although the oil pump cam hasn't moved a micron, this burnt and bent piece of wreckage is the result:
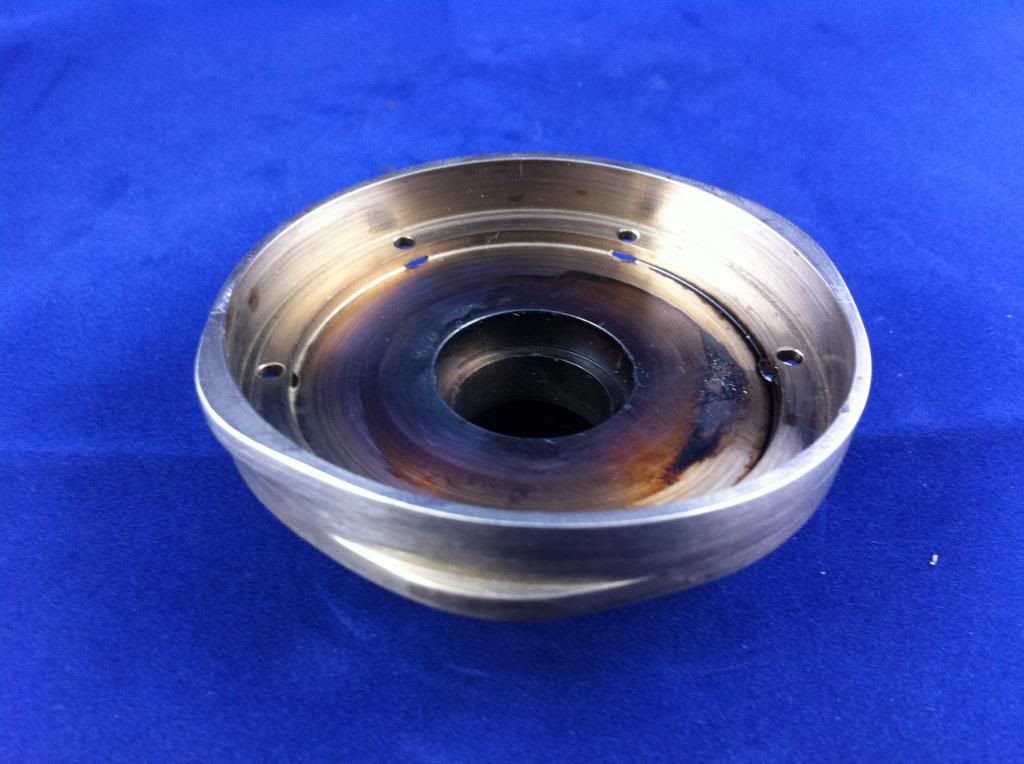
Sad, but educational in several ways.
First, some fundamental laws of physics are indelibly impressed on memory, and future shrink-fitting tasks are given a much greater chance of success.
Second, the difference between frustration (like when you scratch a surface, or turn a few too-many thou off a billet) and !!!RAGE!!! (like when you do something as dumb as this to an otherwise-perfect part) becomes really apparent.
Frustration makes you say a few naughty words, sometimes quite loudly. :rant:
!!!RAGE!!!, by contrast, makes you go all quiet...you just stand there, staring at the carnage disbelievingly, amazed that that you ever had the audacity to even touch a machine tool in the first place.

If there's music playing somewhere you turn it off, so you can be alone with your trembling thoughts. You know that any move you make has to be very carefully considered, especially in a room with so many sharp and pointy edges. Finally you very carefully pick up your keys, turn out the lights, and leave. You drive home very slowly.
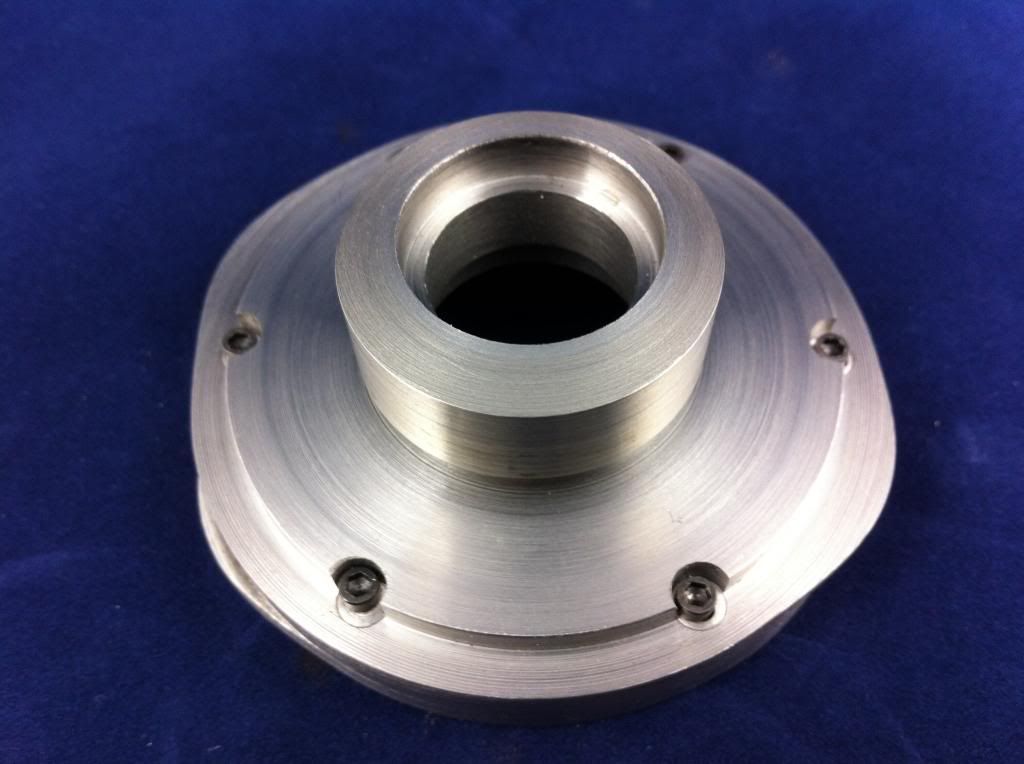
Then, if you've made it this far, you sit down in front of the computer and order up some more material so that, a few weeks later, you have not one but two cam rings...one Hyde, one Jekyll:

You find that you've learned how to properly shrink-fit the oil-pump cam:
Then you think back to the last time this happened...remember the Great Crankshaft Screwup, when a tap got snapped in an almost-completed crankshaft, reducing it immediately to paperweight status? Well, I got as far as ordering new material, but didn't take it any further...in fact, the Cam Ring was taken on for the sake of corrective therapy as much as anything else. Well, the final lesson of the Parable of the Second Cam Ring proved strong enough for a new chunk of 4350 to be hacked away at, this time with much better results:


It turns out the new crankshaft even fits where it's supposed to, and has made clear that the next few projects all have to do with finishing out the "bottom end" of this motor:
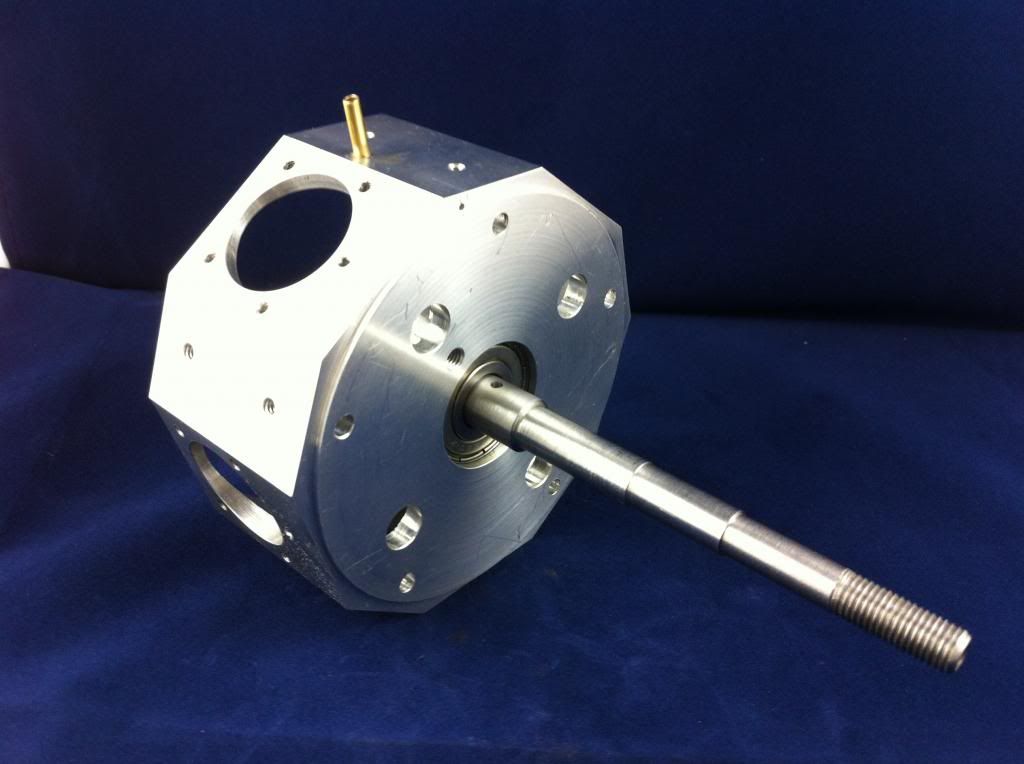
So after getting all the spacers and gears running right, it'll be all about making the cylinder liners and piston rings (and, never having machined cast iron before, I'm assured of lots more fun and games) and getting pistons and rods and bearings all working and dancing in harmony. After which I can FINALLY get around to the business of the heads and valve train.
Something else I've learned, by the way, is the importance of having another project going along at the same time, something to turn to at times of great exasperation, or simply while waiting for materials to arrive; I've started slowly building a micro drill press, which I've begun to realize is a very desirable thing to have around for the drilling of anything less than 1/16". This one's based on a design by Jerry Howell. Not in a real hurry for it, but it's a fun project to turn to when confronted by what seems for the moment to be a brick wall with the Radial 5. (And they're never really brick walls of course, just thickets to be scambled through).
But eventually, down this road somewhere, I'm still convinced, there's a 5-cylinder radial, and it'll be a runner, and a source of great pride and joy.
Thanks, Brian, for your continued inspiration.
Michael T





























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)












































