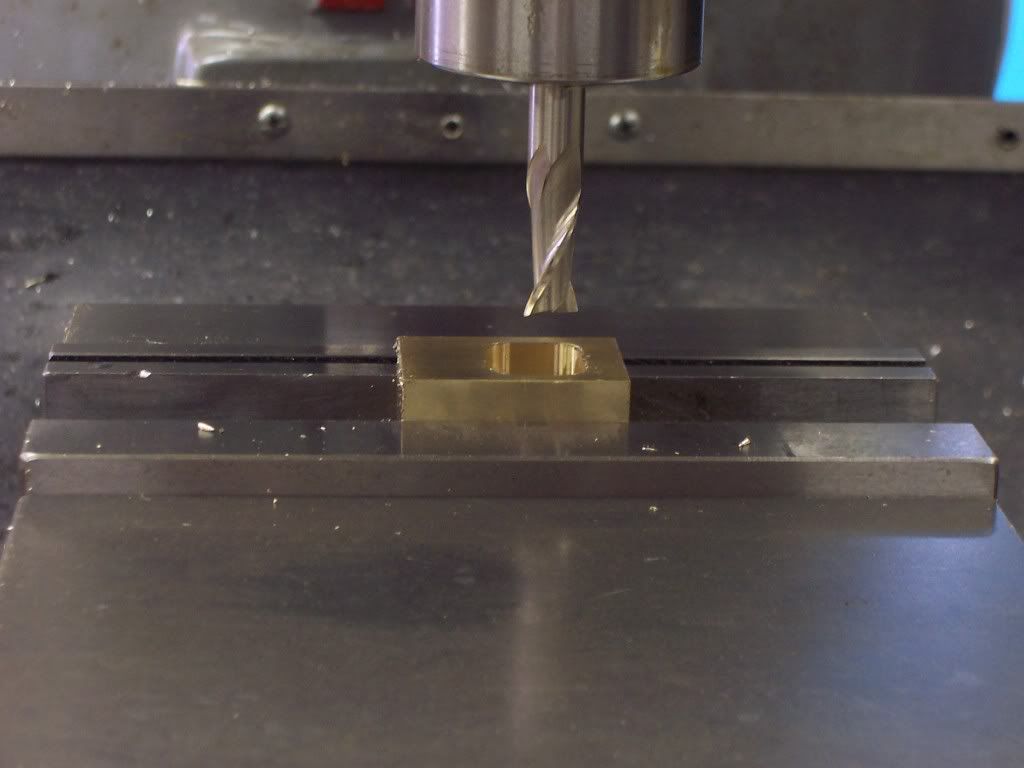
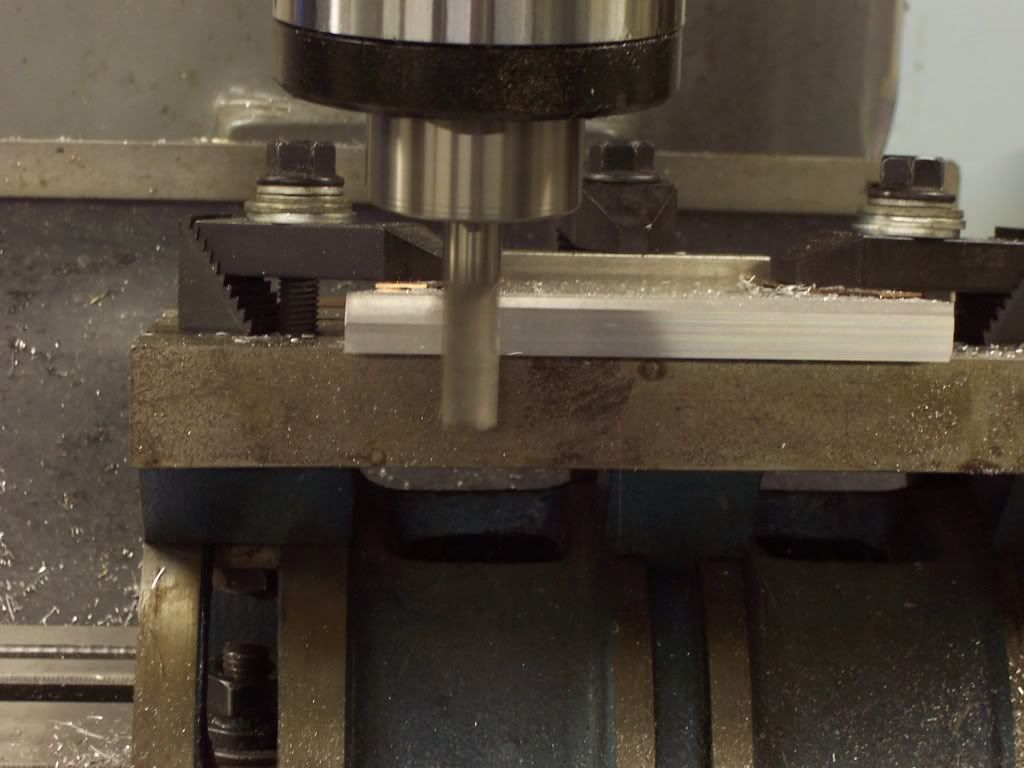
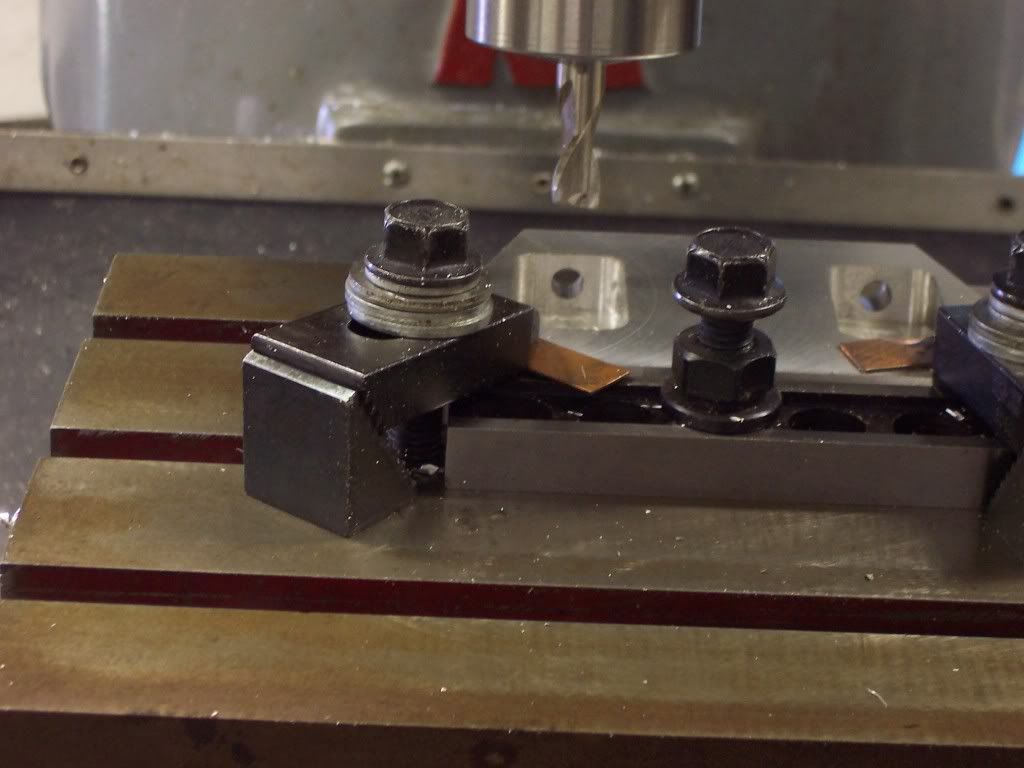
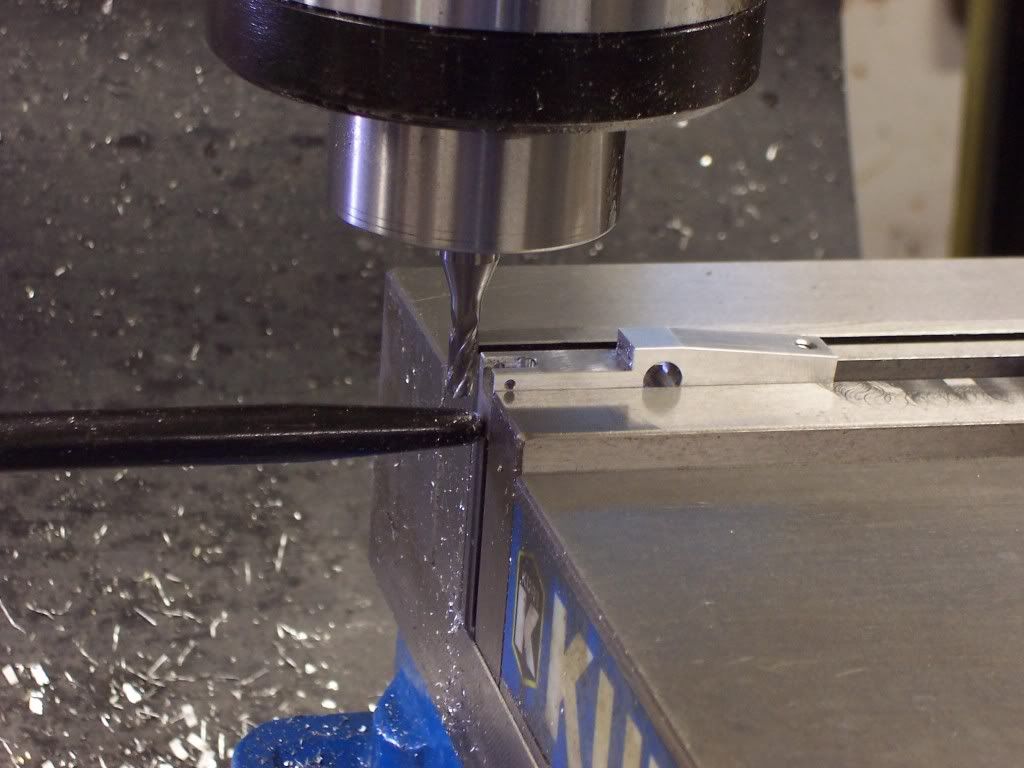
The end of the rocker that get the roller needs a groove milled into it. A 3/16" endmill was used.
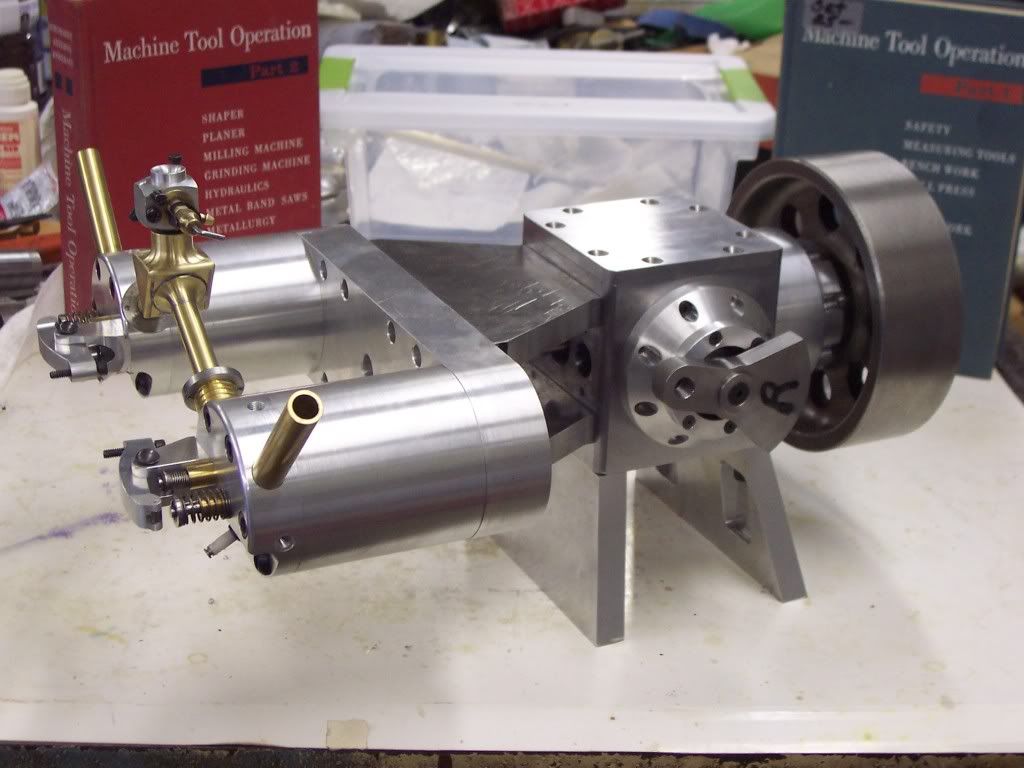
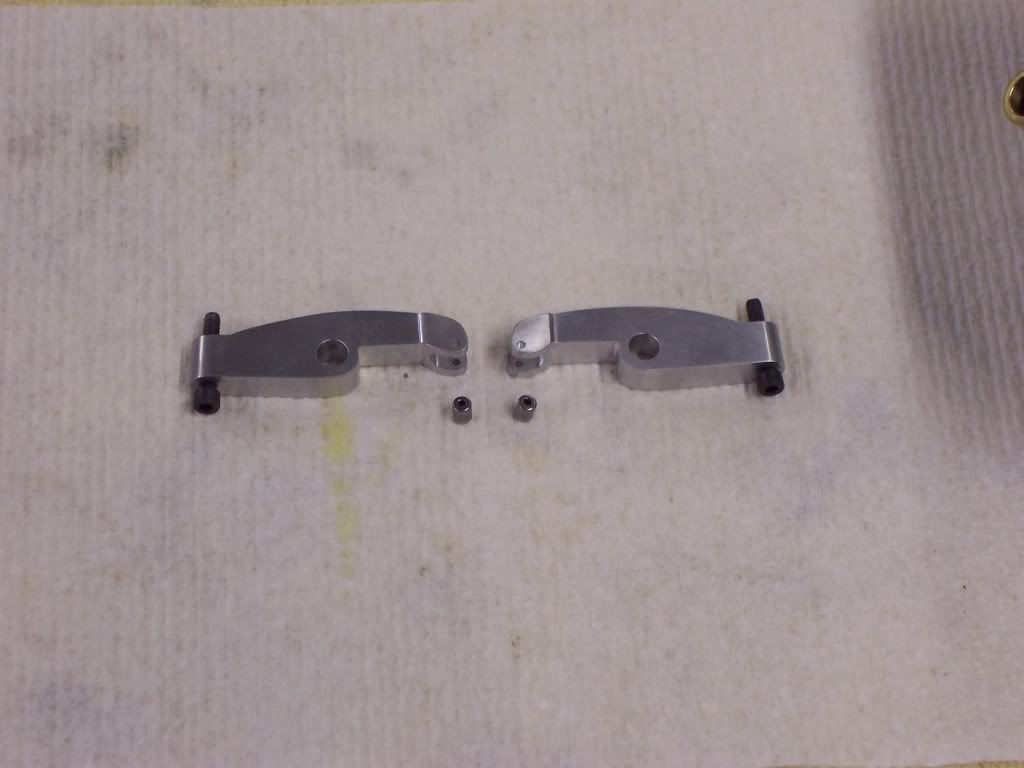
Once the mill cuts were made the rockers needed to be radiused on the die filer. I used the belt sander to rough the surfaces in and then went the die filer and then finished with paper. A few clearance cuts were needed for the intake valve and then the rockers were debuured and sanded smooth.

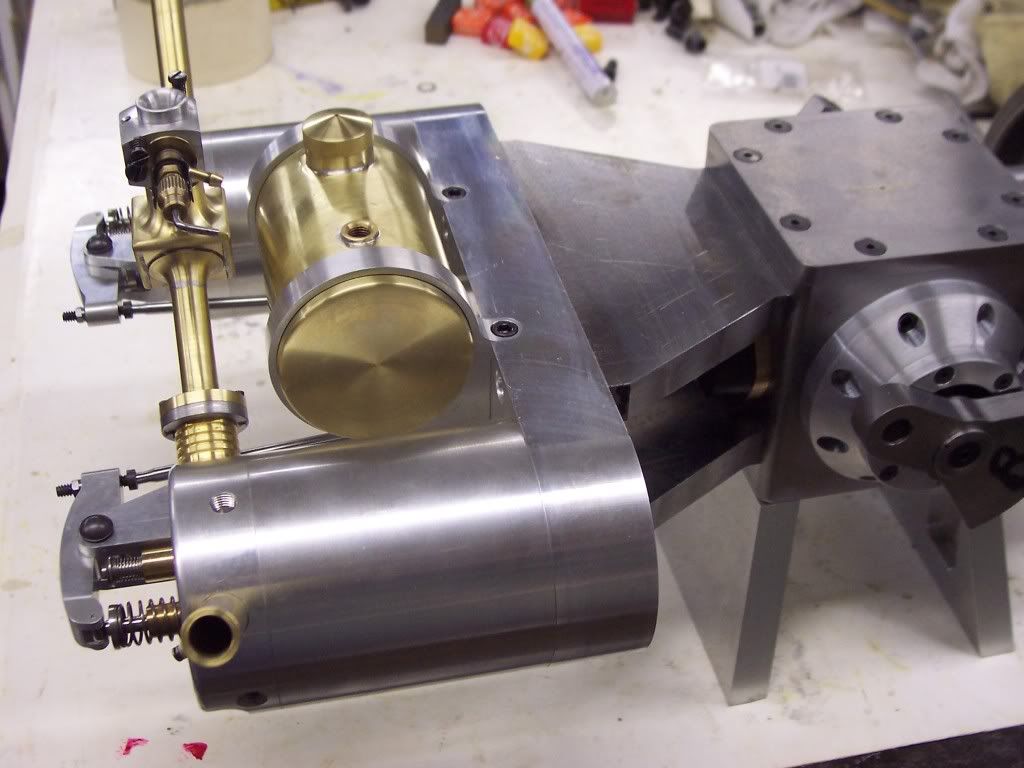
Once the mill cuts were made the rockers needed to be radiused on the die filer. I used the belt sander to rough the surfaces in and then went the die filer and then finished with paper. A few clearance cuts were needed for the intake valve and then the rockers were debuured and sanded smooth.



















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)



























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)