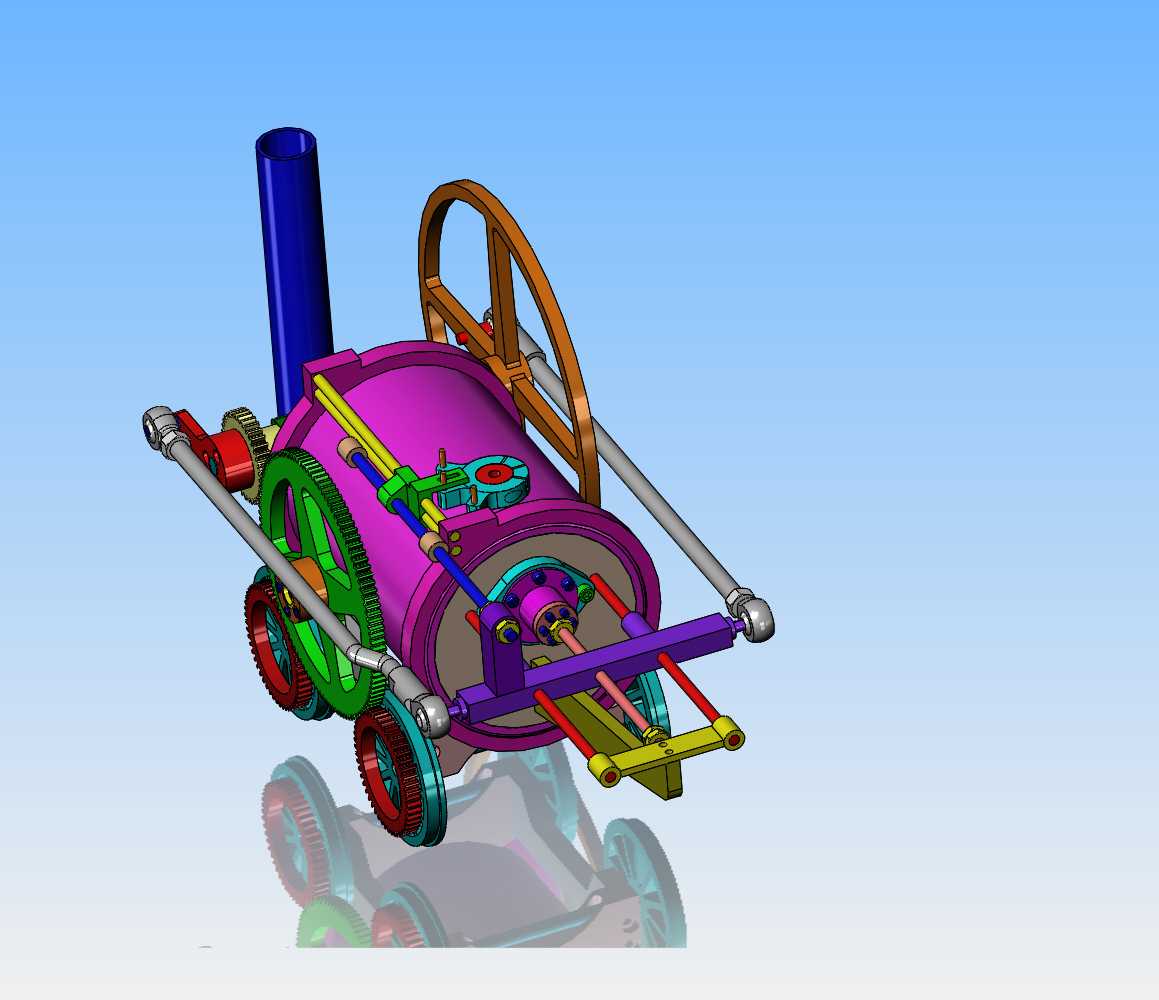
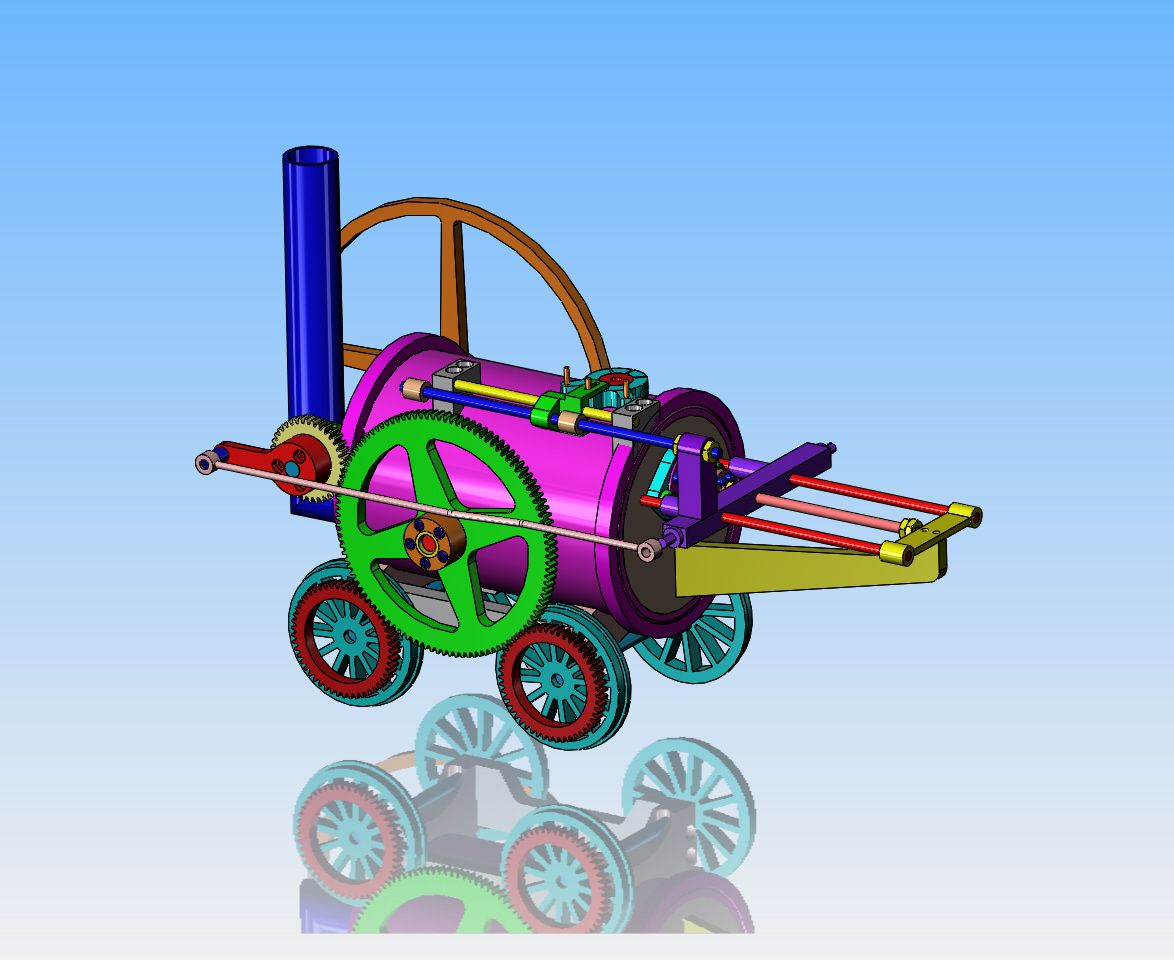
Today was a day for fettling and fitting. The new elbows on the 4 way valve gave me the clearance I needed, so I was able to bolt the end with cylinder attached to the boiler. I routed the air supply hose from the 4 way valve to the hose barb in the back plate, and routed the exhaust thru the backplate and into the smoke stack. The only new part machined today is the arm attached to the bronze gear which sets on the flywheel shaft. I'm hoping that my local nut and bolt store has 3/16" shoulder bolts, which will attach the "connecting rods" to the new arm and to the flywheel. I'm thinking that the boiler would look a lot better with a flange at each end. I may buy some material to add a flange to each end of the the boiler.












![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)






































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)