Thank you very much Sam; I consider that an extreme compliment ;D. I'm not sharing my build to win an award though; I'm sharing it in the hope that someone might find useful bits in it, just like I have found a LOT of useful information from other people's posts - it's the best way I can think of returning the favour.
Carl, thank you ;D - Yes, it did go well; much better than expected! - Thank you! OK, I'll admit it... :-[ I bought the thumb screw from a local company called AMESS. I like supporting the underdogs, so I gave this upstart company a try; the service level can definitely be improved, but the rates were reasonable; apparently they use scrap to make bits 'n pieces. The name reminds me a bit of my own workshop... When I asked, the proprietor told me the name comes from "Arnold's Model Engineering Supply Services". Not many Arnolds involved in engineering here in Namibia though... AMESS's marketing strategy and business sense seems to be a bit of a mess though...
")
Helder, thanks for checking in
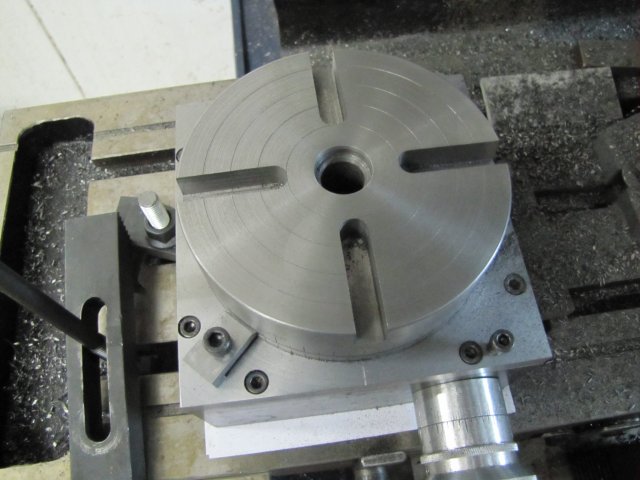
I rushed home from work this afternoon! And finished milling out the centers of the T-slots - without rushing. I followed the check list I made and the readings I jotted down to the last drop - including checking between each slot that nothing had come loose from vibration anywhere. On cutting the third slot, I had a bit of a scare; at one point the milling sounds started sounding different from the previous slots - and the feel on the handwheel was "less positive" for lack of a more "tactile" description - so I punched the emergency stop, and checked everything through again. I found that the drawbar had worked slightly loose. I try not to over tighten the drawbar on my mill's MT4 spindle; well, I'd under-tightened it, and the collet chuck had come loose in the spindle... Fortunately I caught the problem in time, and just re-tightened the drawbar; I could not even see any abnormality to the slot caused by the chuck coming loose, so I carried on. The result:
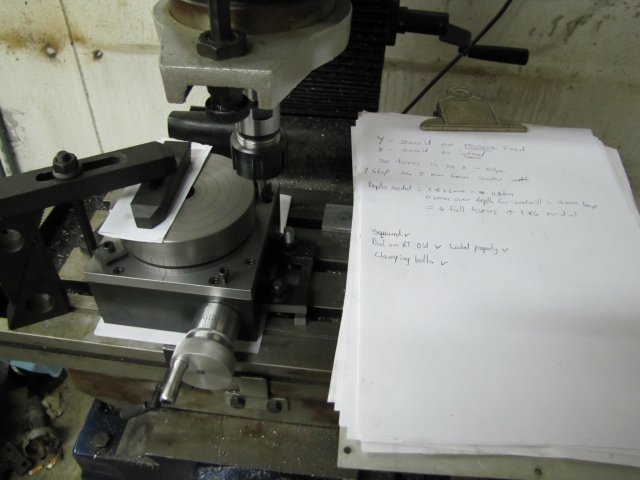
Finishing the three slots left after yesterday's one took me less than 45 minutes to do, and I was feeling both alert and relaxed at that point, so I decided to push on. I changed to the T-slot cutter. To find zero on the Z axis after changing the cutter, I unlocked the feed wheel, and used the drilling arms to lightly pull down the quill to the point where the cutter touched a piece of paper on the RT. Then, without locking the Z feed wheel, I cranked it to zero (in down-feed direction to compensate for some backlash) and then locked it on, and used it to reverse the quill. My mill's Z feed is not zero-able otherwise... I guess I'll be making another zero-able handwheel in future!:

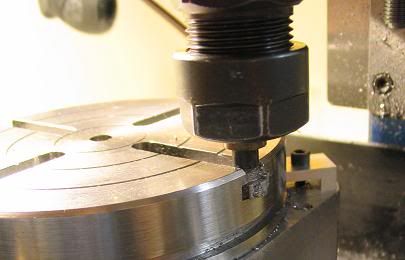
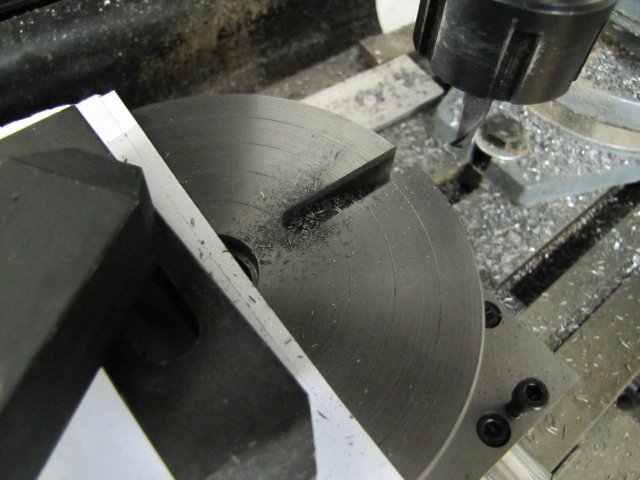
My T-slot cutter's diameter is too small for my exact requirements, and it also cuts a slightly too high undercut for the slots. I wanted the slots on the RT to match my Myford's slots, and I had to have a compromise. Well, if I made the cutter myself that would not have been necessary, but with the bought one it was. With the smaller cutter diameter, I had to offset the cuts to get enough undercut on both sides, rather than finishing in one pass.
For one pass, things were A-OK; I could feed in on the Y axis and do the pass with a nice conventional cut. The opposite side was a problem; I would be climb-milling. I dug in with the first cut, and to try to get a conventional cut on the return on the opposite side, I tried back-feeding on Y while at the deep end of the cut on X. Things just did not feel right, and the cutter was "complaining"... So I reversed the Y back-feed, brought the cutter out on X and tried the climb cut with two passes on Y. It worked with a slow and steady feed ;D - and I finished the first T-Slot:
The other three T-slots were formalities, except the last one... I had to keep telling myself to "Keep it steady; don't rush; pay attention" on the last cut; it seemed to take forever but was at the same speed as the others!
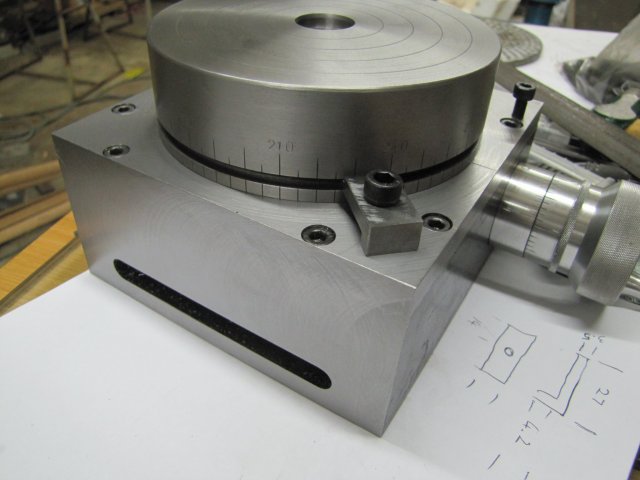
Everything came out well though, and this is the result (with the "shop bought" thumb screw added
):
For those who swallowed the obligatory Dramamine or ate a bit of ginger:
[ame]http://www.youtube.com/watch?v=7PitwaclZT4[/ame]
The RT is now pretty much operational; I will still finish it with a bit of lapping like Dean demonstrated in his build, as well as add a couple of other "touches". In fact, I'm pretty pleased with the outcome up to now, and with not much left to go wrong, I broke out the VSOB and had a good glass of Chivas on the rocks to celebrate ;D - My apologies if this post was a bit "under the influence" :-[
The "chuck adapter" for the RT to take my lathe chucks will still be quite a bit of work though!
Regards, Arnold








![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)












































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)













