Sam, Thanks ;D - $1000, well, then I'm not doing too bad then :big:; that's just slightly more than what a 6" import table would cost me delivered here in Windhoek! (N$6700 - and the exchange rate is currently N$7.60 to 1 US$). Besides the money thing; it's a lot of fun!
Zee, thank you ;D - If When the table is in use, I'm sure I'll forget... Except when I look at it... Oh well, one to remind me of the "Wall of learning" ;D. As to craftsman - well no, "aspiring craftsman" - yes :big:
Thank you Jim ;D - the hash marking method just seemed the simplest solution to me. Your ID tag idea gave me an idea; how about a little brass gravestone mounted on top of it - engraved "Below lies Error - Rust in piece" :
")
Dean, Thank you ;D. If this build log gives people good ideas, then I get triple satisfaction from it - experience, tooling and helping someone! :big: When I did today's work I made sure doink is in the back!
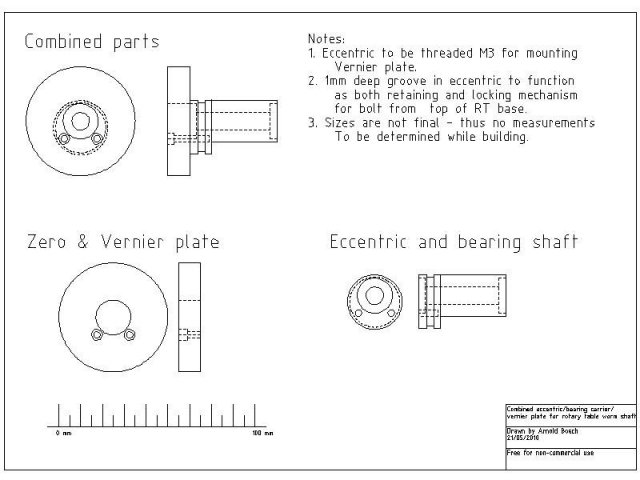
I've been doing some CAD work in the eccentric to try and sort out what I would do. Finally, I arrived at the following:
An eccentric/bearing carrier/vernier plate carrier combination thingumyjig that would give me the features I want. You can download a dxf CAD version
here
I set off making the eccentric from some HRS rod (in fact, the left over bit that I had the gear wheel mounted on):
Some clean-up and a groove parted in as per plan. Not the best of finishes!:
Then I bandsawed the excess off, and mounted the workpiece 5mm off-center in the 4-jaw. Then I turned down the body (not really needed, but makes things easier in future) and drilled a hole through and bored a pocket for mounting a bearing:
With the body turned down, it was easy to mount the three-jaw chuck and bore the opposite bearing's pocket. If the body wasn't turned down, this would have meant using the 4-jaw to bore the pocket. It might have been quicker to do this... I thought I took a photo of the finished eccentric, but while downloading the photos from the camera to my PC I saw that I thought wrong :-[
I took measurements from the thus far assembled RT to determine the "center" hole position for the worm shaft "as if I was not going to use an eccentric". Then I added in the eccentric factor and the rotational position I wanted it to occupy for "worm engaged" - which should be the same as not using an eccentric. Some trigonometry calculations and I had the center coordinates for drilling and boring the hole in the RT base for the eccentric.
I marked that, and set up the base on the mill for drilling and boring. After center drilling, and drilling a 7mm hole, I switched to my biggest drill; a 19mm one:
I've used this drill bit in the lathe quite a bit, and the old Myford copes with it at medium back gear speed with some complaining. My 16mm drill press does not; it's lowest speed is too high. The mill utterly surprised me. On it's highest low range speed, it just turned that "little" drill bit - no complaints whatsoever - and at a good feed rate as well!
I still need to make or buy a boring head for the mill. The 19mm hole I had needed to be bored out to 30mm for the eccentric. I used the boring bar I made for the degree markings and another bit of HSS ground to what I thought would be appropriate angles to bore the hole out. Another surprise! I could go at a good depth of cut - in this photo I'm taking 2mm out of the diameter of the hole (1mm DOC) at a slow but steady down-feed:
The hole was bored to a good sliding fit for the eccentric.
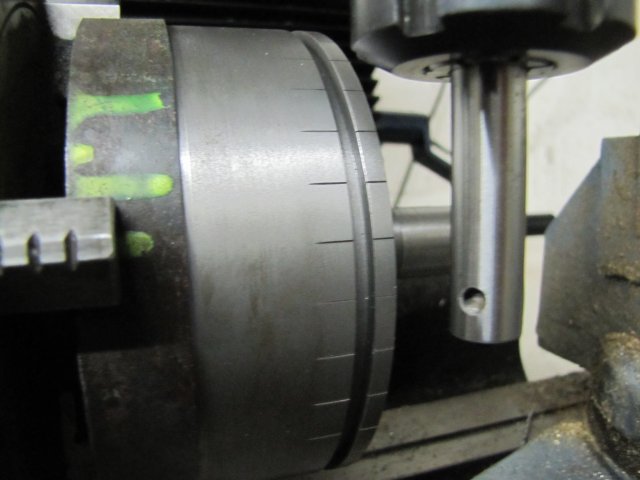
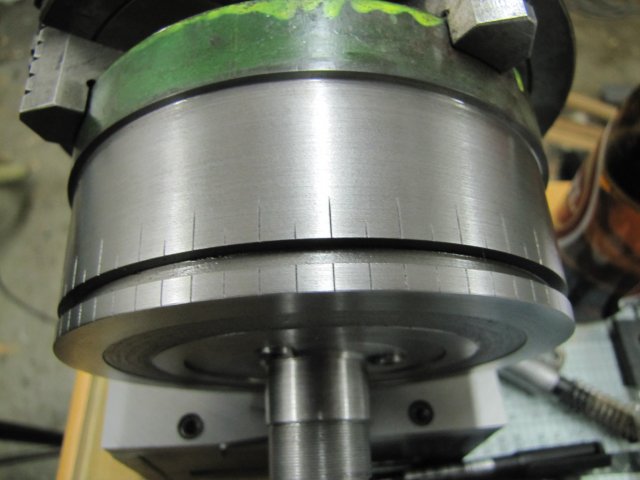
To test everything - the moment of truth - I installed one bearing on the eccentric, and with an 8mm drill as "shaft" tested everything. Next two photos show both the locked and unlocked positions:
I'm happy ;D - the worm is dead on position in the locked position.
Regards, Arnold



















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)