I had some more shop time today, and quite a bit of it was spent on something I particularly like - single point threading.
First thing, I decided to make the pre-load nut. I removed the 4-jaw chuck (with table in making et al) from the lathe and put back the 3-jaw with outside jaws. Some 50mm aluminium rod was then turned down to just under 40mm for just long enough to make an 8mm wide nut and allow parting off. Then I drilled it out to 19mm for the same depth (19 mm, as it is my biggest drill):
And parted off:
The white liquid is synthetic water soluble oil mixed with water. Normally I would have used methylated spirits on the aluminium, but I ran out. Sometime in the past, I did try this soluble oil on aluminium, but had less-than-satisfactory results on a 20:1 water

il mixture as recommended for this oil. This is a "new" batch I made up just the other day, and through a fumble, this mix is more like 10:1 - and it worked a treat on the aluminium!
Then I changed back to inside jaws on the chuck, and chucked up the parted off bit of aluminium. It needed to be bored to inside diameter thread size next. I originally intended to thread the nut and shaft M24x1. The change wheels for turning a 40 tpi thread was still mounted (from making the Dremel chuck adapter for the mill
here).
My thoughts went as follows: "I'm lazy to change the gear train. Would this much finer thread work ?... It would actually work well for the pre-tentioner nut - finer adjustment control and more than adequate grip. PLUS - I can use the thread dial indicator instead of reversing the lathe after each cut." Choice made ;D
For running a 40 tpi thread with a 60 degree angle, the thread depth would be 12.5 thou - roughly 0.32mm So the Inner diameter of the nut needed to be bored to 24 - (2 * 0.32) = 23.36mm. I bored it to that, and started setting up for threading.
I have a little multi-purpose boring bar I made out of an old carbide tipped tool shank that takes 4mm HSS inserts. I had a 60 degree threading "insert" already, so I put that in. Here I'm setting it to center height using a gauge I made as one of my first lathe tooling projects:
Note that the tip is upside-down. When I do internal threading, I do it with the tip upside down and cutting against the back of the workpiece. This allows me to do normal infeeding, and I can see what's happening in the cut. It's just easier for me ;D
Next I set the toolbit square using a fishtail gauge; the piece of paper is not to hide the swarf below for the camera shot, but to make it easier to see the tool tip relative to the "V" in the gauge. To set the angle like this would be tricky on the workpiece itself, so I used a length of silver steel chucked in the tailstock drill chuck to do it:
The toolbit approaching for a cut:
This looks like I'm running at high speed, but actually I was running at the lathes second lowest back-gear speed. I didn't try to take a photo while in the cut; had to mind the leadscrew disengagement lever then
The finished threads after taking 2 thou cuts per pass, and about 2 passes on the same cross slide setting for the last two to work out the "spring" in the boring bar:
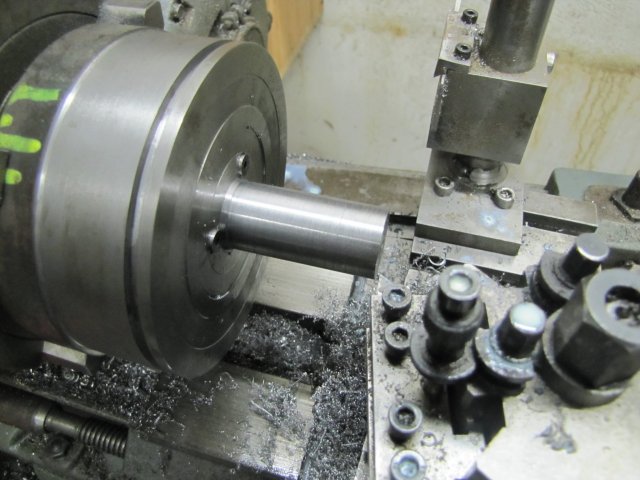
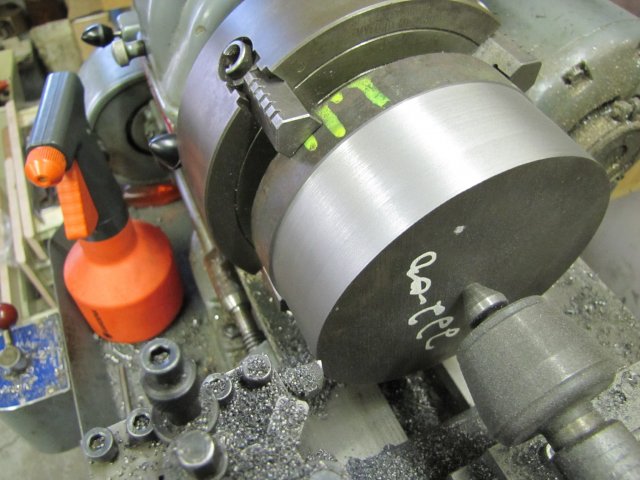
I then put the 4-jaw with contents back on the lathe, and turned the threads on the shaft. I was lazy, and just turned the insert bit in the boring bar upright again - that eliminated the need to set up a new toolbit - and turned the external thread on the shaft with it. The only thing I did before turning the thread, was to use the edge of a half-round file to make a thread run-out groove. When approaching final dimensions, I just tested with the nut for final fit. Here the thread is finished and the nut screwed on:
It looks a bit rough in the photo, but actually the nut spins about 1/3 of the length of the thread with a flick of the finger before it stops ;D
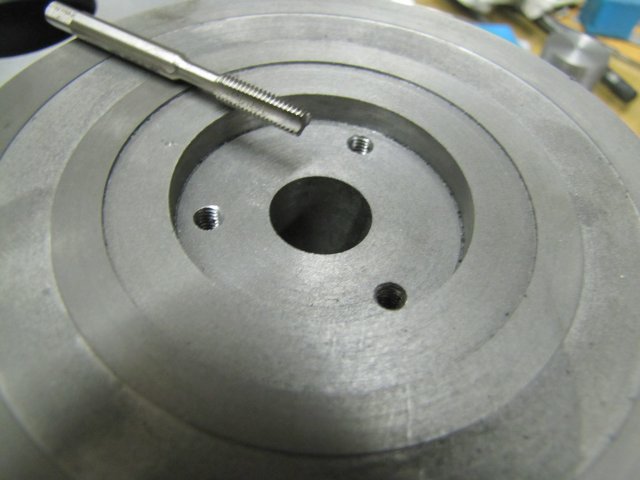
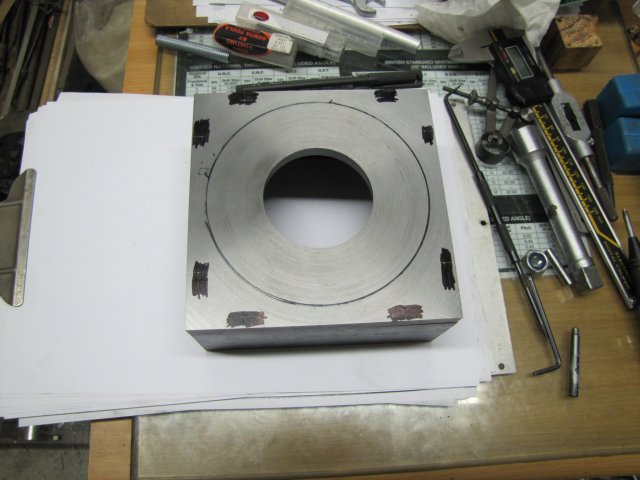
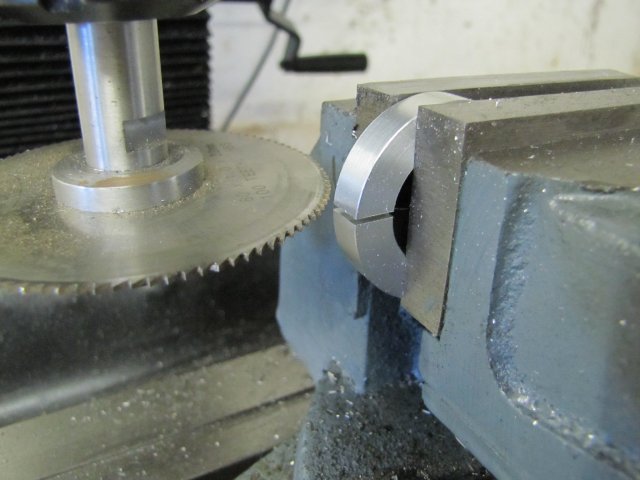
Next I did some more work on the nut in the mill. I want to be able to lock that nut in position when fitting the table together, so it needed some method of achieving this. I slit and counterbored it on one side with a 6mm center cutting slot mill to clear the head of an M3 cap screw, then center drilled the bottom of the counter bore, and ran a 2.5mm drill (that's for M3 tapping) right through, and then just drilled 3mm down to the slit for thread clearance. Then the 2.5mm section remaining below the slit was tapped M3 for as deep as my taps would go. I also milled two opposing flats on it for use when tightening it up. I didn't take photos of every step mentioned here; but here are two I did take:
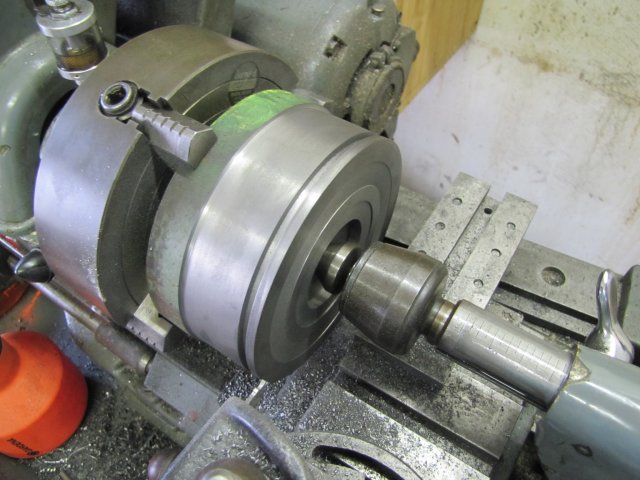
And finally - where I stopped for today, and how the nut will be used:
Regards, Arnold







































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)




























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)