I was just reading a post by Vince (vcutajar) from today about his making of
the valves for this Kiwi Mk2. Like he, I referenced the excellent postings by
gbritnell:
http://www.homemodelenginemachinist.com/index.php?topic=19103.0
http://www.homemodelenginemachinist.com/index.php?topic=15942.135
My results were not nearly as beautiful as Vince's, though I did create at
least 2 valves that would surely have worked. Mostly, I was unhappy about the
finish I got on the stem and the trouble I had getting a smooth transition
from stem to seating face. The material is 303 stainless. I used a cutting
tool with a relatively sharp point and zero leading angle, this to try and
reduce radial forces and concentrate cutting forces axially along the stem to
prevent flexing. I guess the sharp point contributes to the less-than perfect
finish, resulting in some grooves which are not easily removed with abrasive.
I imagine a little more effort along those lines would have resulted in valves
I was very happy with, but I was also getting bothered by the repeatability of
my efforts (that 2 steps forward, 1 step back sort of feeling). In the
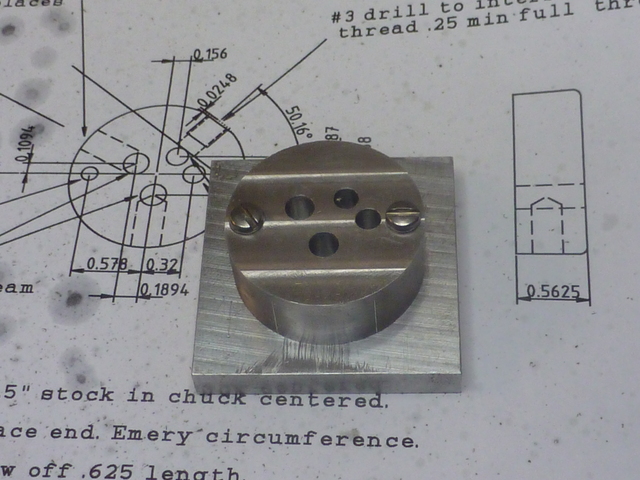
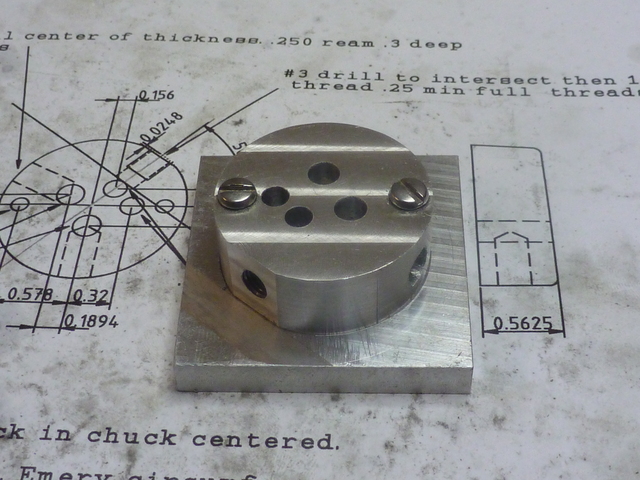
interest of experimentation and trial-and- error learning, I decided to pursue
the idea of a valve machining jig I saw in Issue 7 of Model Engine Builder
magazine. The article describes essentially a combined follower rest and form
tool, the form of which is to cut the underside of the valve head and the stem
at the same time. The tool described had the underside angle ground into the
cutting tool, but I took the different approach of mounting the cutter at the
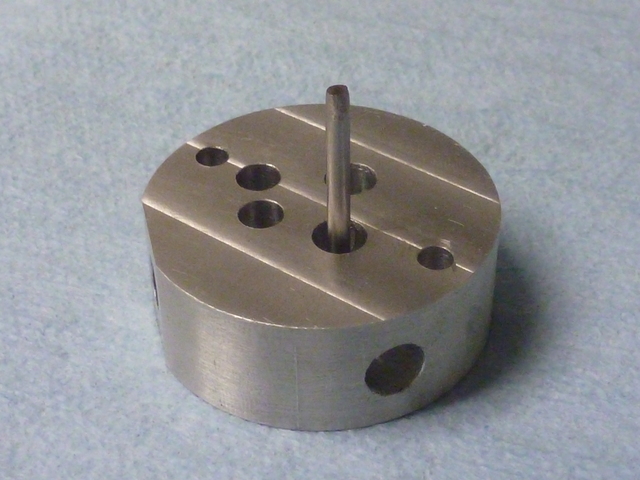
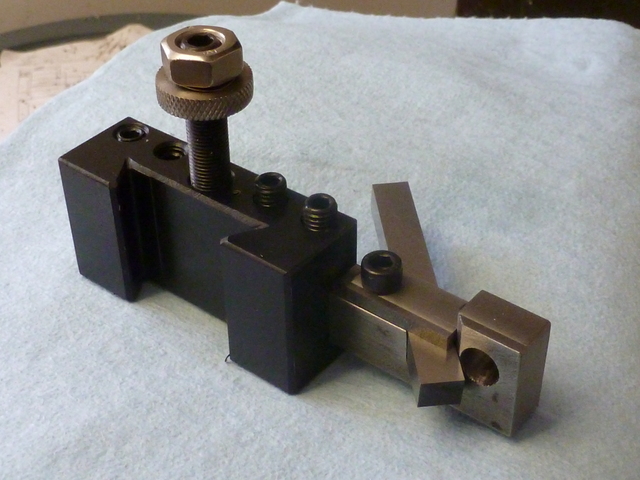
desired 45 degree angle. This made grinding the cutter much easier. Here is the
jig mounted in a QTCP holder. The cutter here has not yet been ground, but you
get the idea. The reamed hole closely fits the 3/8" stock which will be held
in a collet.
My first step closely follows George's procedure. With the stock in a collet,
I cut a short section down to stem size and cut a groove for an e-clip (the
plans call for the retainer being loctited onto the stem, but this is another
of my departures from plan). Incidentally, I ground the groove cutting tool
myself, and while it's not perfect, it helped to build my confidence in tool-
grinding. It works good enough, and I think next time I can do better! Oh, I
should mention I've gone from 303 stainless to 416 stainless. The 416 machines
better.
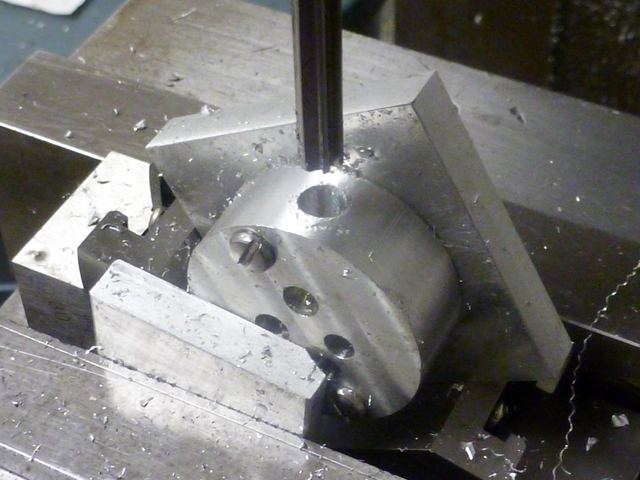
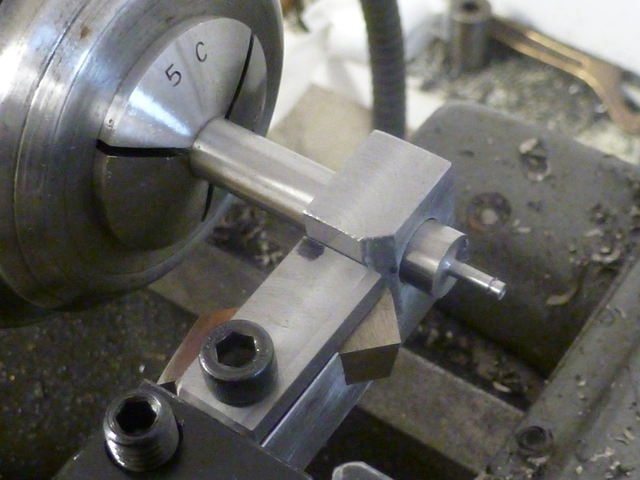
Getting the stock started into the jig is a little fiddly. The cutter is
withdrawn to get it out of the way. Once at this point, I pulled back the
cross slide just enough to feel a touch, trying to ensure that any radial
force would immediately meet resistance at the backside of the bore. I ensured
smooth operation all the way to the collet, and then slathered the stock to
the left of the jig with cutting oil. The article suggests drilling an oiling
cavity at the top, but I forgot to do that.
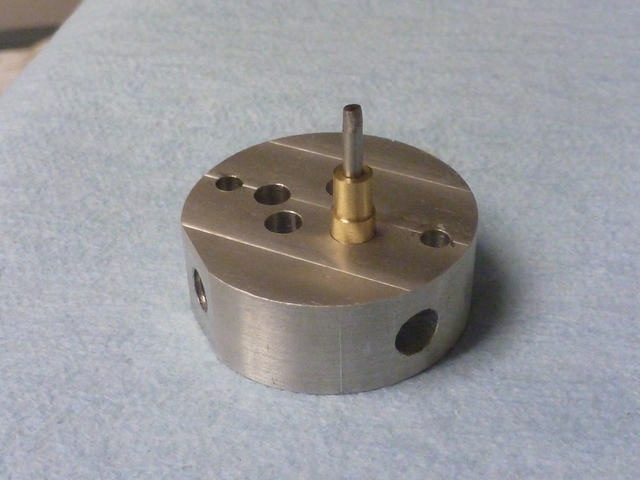
I advanced the cutter to touch the sized stem, and clamped it. Here you can
see the radius of the form tool. There is side and end relief, as well as
side -rake ground in, which is not obvious in this picture.
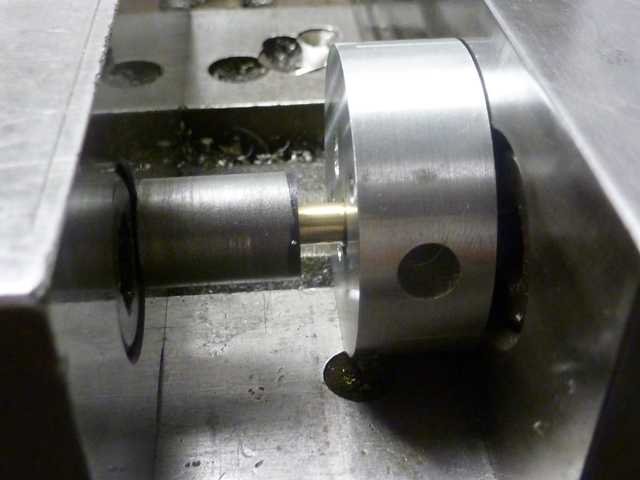
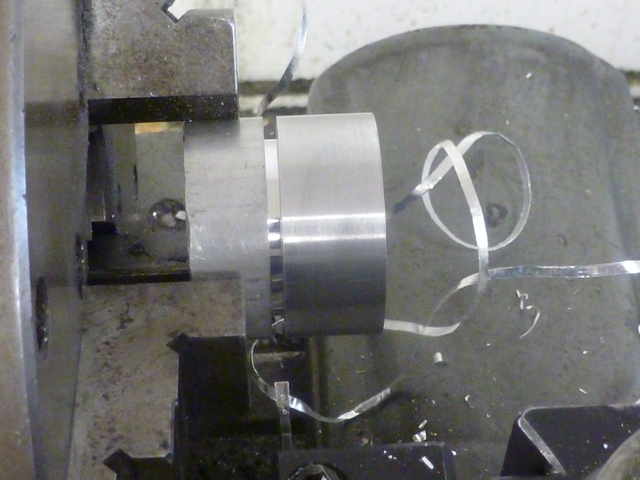
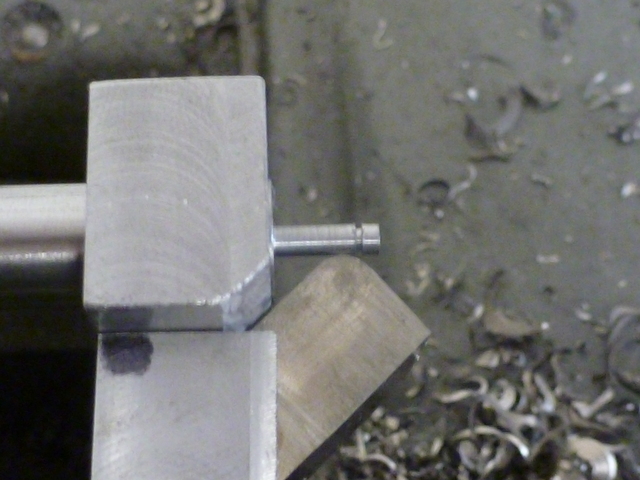
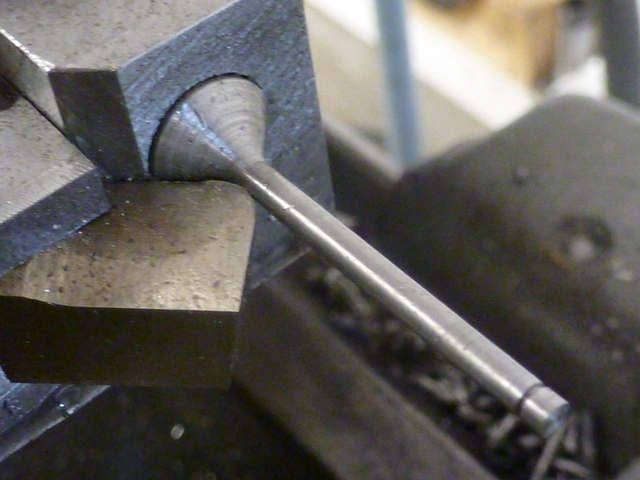
I cut with power carriage feed on the slowest gear, spindle speed somewhat
slower than I used with the sharp pointed tool. This is an action shot. There
is absolutely no chatter.
After stopping the feed, I pulled back from the work a little before turning
off the spindle (photo). Then I loosened the cutter and pulled it back some
to prevent scraping when I cranked the jig back.
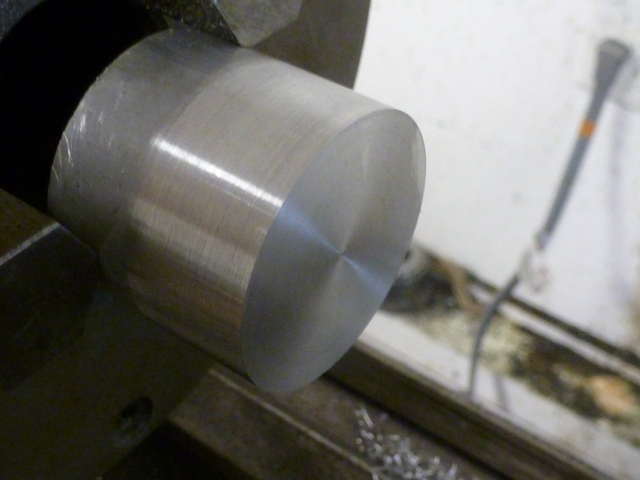
I worked the stem and head underside with emery some (probably not enough),
then turned the head diameter and parted off.
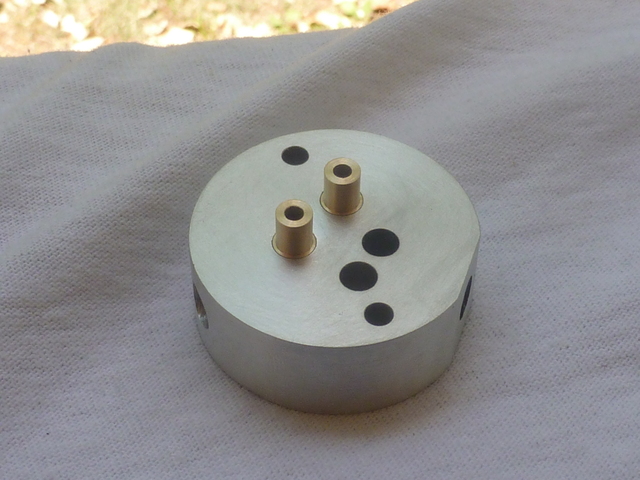
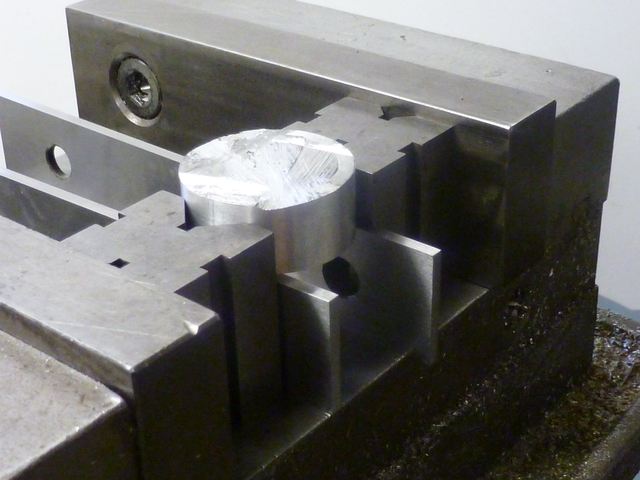
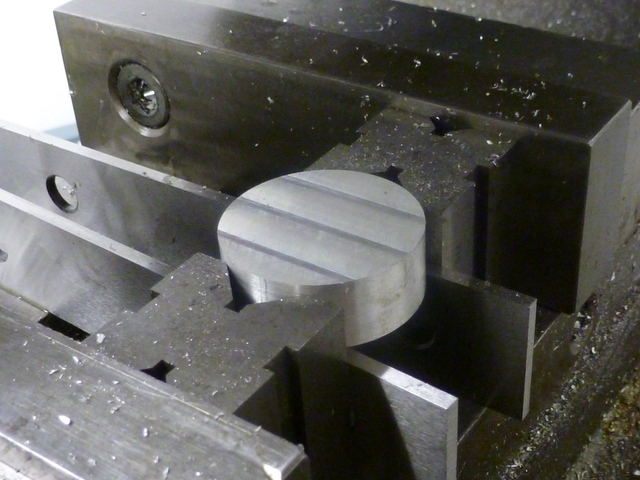
I pulled the good old Taig into service for facing the top of the head.
Here it is. Not as pretty as the one I just saw in Vince's Kiwi build, but I
think this will work. Most importantly, this process seems quite repeatable,
and I feel that the next one I make can only be better. Forward progress
does wonders for my sanity.
Having done all this, I'm still pretty sure I could have eventually
gotten equal or better results using George's method, but I'm glad I tried
this. Comments and criticisms are welcome as usual.
Thanks for looking in,
--Tim















































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)












![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)







")