- Joined
- Jul 16, 2007
- Messages
- 3,059
- Reaction score
- 1,193
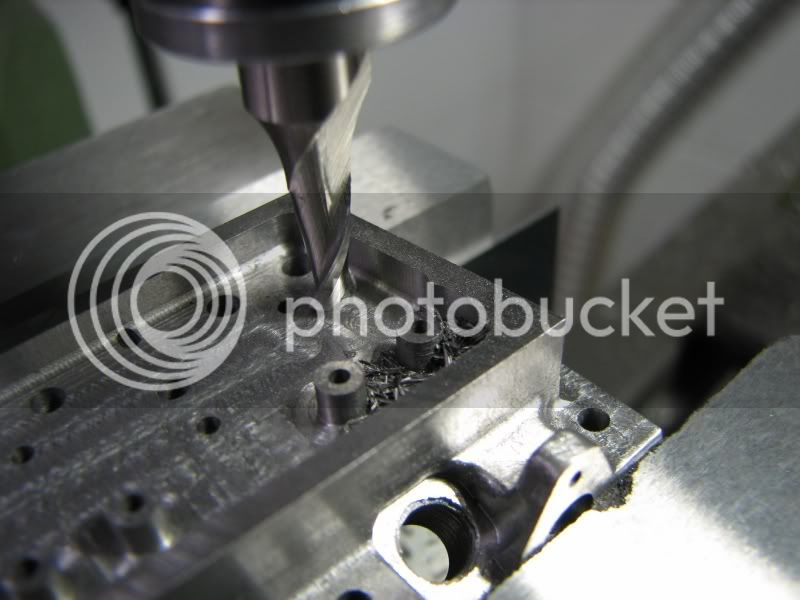
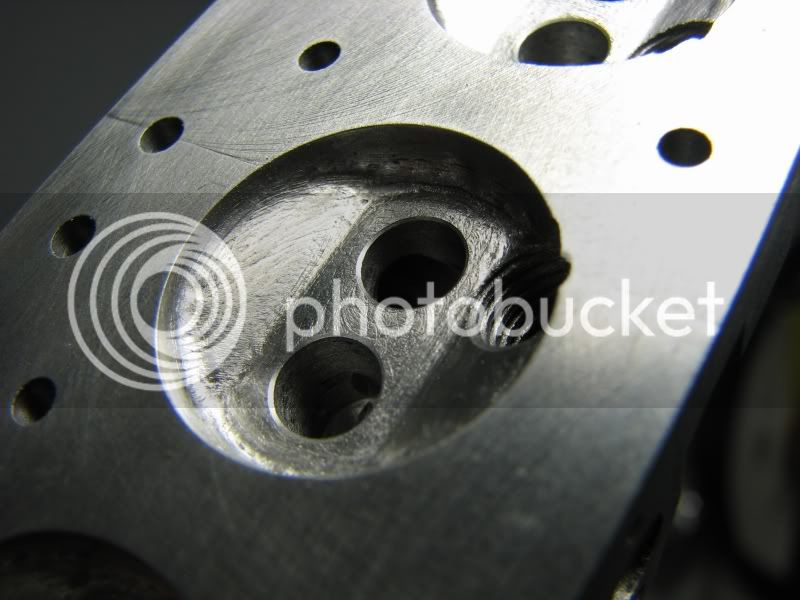
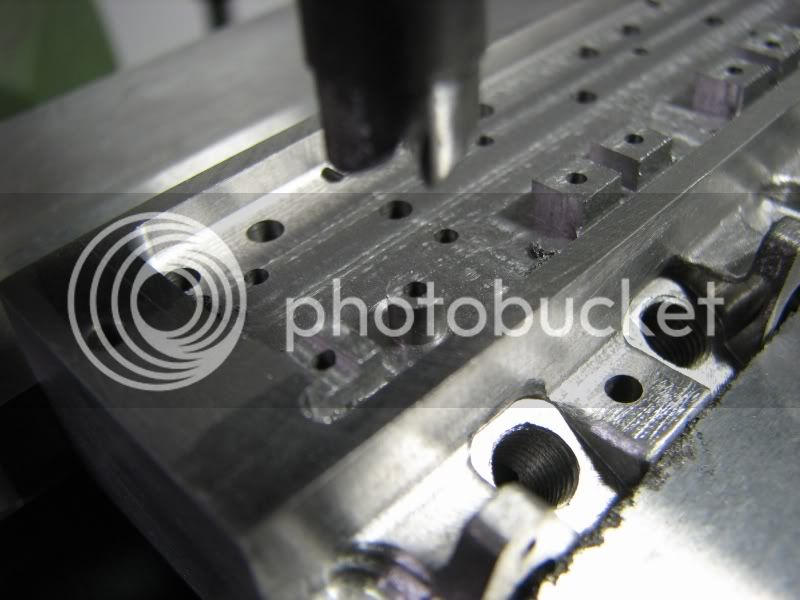
Krown Kustoms, that is why I ground up the center drill for the port operation. Having the first port in I had to go deep enough to get a good starter hole for the second. It was also close enough to size that the drill picked it up and ran true.
gbritnell
gbritnell



























































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

")