
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
3cc Diesel - My first ICE
- Thread starter Maryak
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
W/E,
Thanks for your continued input, yes I used what would be the equivalent of Tap Magic. For very hard materials I use a brew called, "Angels Breath" its a mixture of 2 parts olive oil to 1 part kero or mineral turps and it works a treat. (You guys working with titanium).
Phil,
Yes I tapped them free standing using a small square as a visual guide. With the head to guide them I'm hoping they will line up OK :") I have tried some of the suggestions re tapping guides with little success, I feel you place too much reliance on them and they, for the most part, can be just as easily misaligned as the tap itself. (Only my opinion and not set in concrete ;D)
I have tried some of the suggestions re tapping guides with little success, I feel you place too much reliance on them and they, for the most part, can be just as easily misaligned as the tap itself. (Only my opinion and not set in concrete ;D)
Best Regards
Bob
Thanks for your continued input, yes I used what would be the equivalent of Tap Magic. For very hard materials I use a brew called, "Angels Breath" its a mixture of 2 parts olive oil to 1 part kero or mineral turps and it works a treat. (You guys working with titanium).
Phil,
Yes I tapped them free standing using a small square as a visual guide. With the head to guide them I'm hoping they will line up OK :
I have tried some of the suggestions re tapping guides with little success, I feel you place too much reliance on them and they, for the most part, can be just as easily misaligned as the tap itself. (Only my opinion and not set in concrete ;D)Best Regards
Bob
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Hi Guys,
Well I managed to get a good run today
I must say that the time and effort put into making the drilling jig for the crankcase, cylinder and head has repaid itself with very satisfying results. The three items mentioned actually line up with each other.

On with the progress report.
Opening out the holes in the drilling jig to 6BA clearance.

Drilling the holes in the cylinder base.

A Test fit of the cylinder onto the crankcase.


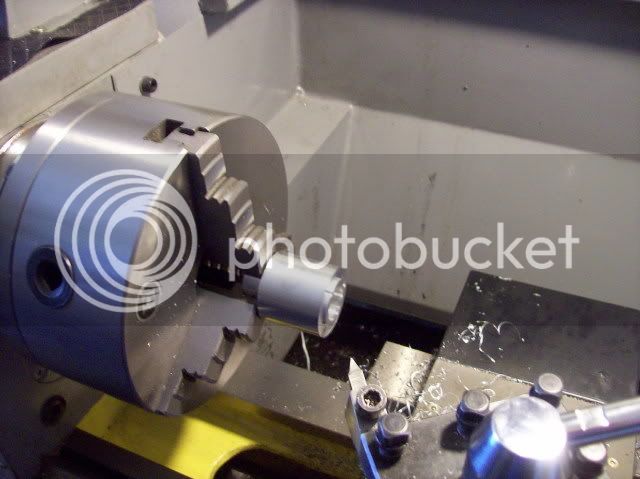
Aluminium being readied to make the head by providing a chucking spigot.

Testing the cylinder fit in the head.

Drilling the holes in the head.

Another test assembly :

Preparing the head for tapering.
Tapering the head using the compund slide.

The head after tapering and cutting the cooling fins.

Reaming the top of the head to take a bronze bush in which will be fitted the compression screw.

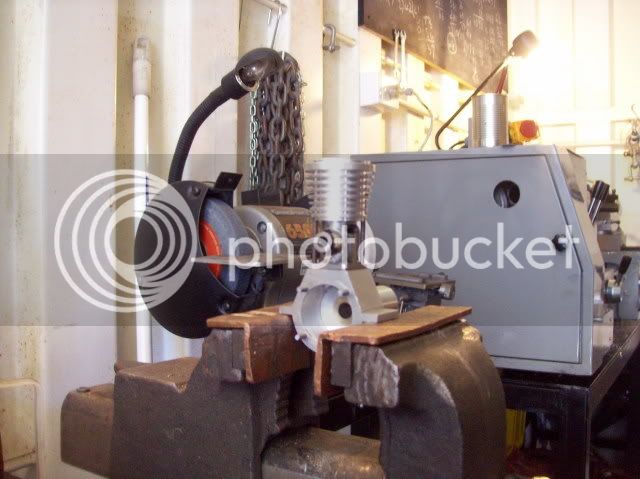
Completed head, cylinder and crankcase assembly.

If I were to make another or similar engine, I would leave the lapping of the cylinder and pistons until now
Ah well you live and you learn.

Well I managed to get a good run today
I must say that the time and effort put into making the drilling jig for the crankcase, cylinder and head has repaid itself with very satisfying results. The three items mentioned actually line up with each other.
On with the progress report.
Opening out the holes in the drilling jig to 6BA clearance.
Drilling the holes in the cylinder base.
A Test fit of the cylinder onto the crankcase.
Aluminium being readied to make the head by providing a chucking spigot.
Testing the cylinder fit in the head.
Drilling the holes in the head.
Another test assembly :
Preparing the head for tapering.
Tapering the head using the compund slide.
The head after tapering and cutting the cooling fins.
Reaming the top of the head to take a bronze bush in which will be fitted the compression screw.
Completed head, cylinder and crankcase assembly.
If I were to make another or similar engine, I would leave the lapping of the cylinder and pistons until now
Ah well you live and you learn.



$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC






![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC







$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc









$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta

$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies












$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline







$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies


$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official





$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies

$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline


$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop
Fabulous work!!!!----Brian

Brass_Machine
Well-Known Member
- Joined
- Aug 28, 2007
- Messages
- 1,314
- Reaction score
- 7
Hey Bob
That is looking good! I didn't read the whole thread, whatcha gonna put it in?
Eric
That is looking good! I didn't read the whole thread, whatcha gonna put it in?
Eric
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Eric,
Thanks for your comments. The short answer is I don't know ??? ??? ???
My Grandson is almost 16 and I thought about a model aircraft that maybe we could build together. Ran it past his mum, (my one and only beautiful daughter, actually she looks very similar to Nicole Kidman). She nearly freaked and I got dressed down. The lad is Dyslexic and one of the problems is he has no concept of personal safety. A propeller at 5000rpm was definitely out.
Any suggestions would be very welcome.
Best Regards
Bob
Thanks for your comments. The short answer is I don't know ??? ??? ???
My Grandson is almost 16 and I thought about a model aircraft that maybe we could build together. Ran it past his mum, (my one and only beautiful daughter, actually she looks very similar to Nicole Kidman). She nearly freaked and I got dressed down. The lad is Dyslexic and one of the problems is he has no concept of personal safety. A propeller at 5000rpm was definitely out.
Any suggestions would be very welcome.
Best Regards
Bob
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
I guess you would call today
Tanks for the Memory. ;D
Yep tanks tanks and more bloody tanks.
Did manage to get a little shopping done late in the day for HSS, a 2mt dead centre and a pin chuck for the No. 70 drill.
Hope tomorrow will see a little progress.
Regards
Bob
Tanks for the Memory. ;D
Yep tanks tanks and more bloody tanks.
Did manage to get a little shopping done late in the day for HSS, a 2mt dead centre and a pin chuck for the No. 70 drill.
Hope tomorrow will see a little progress.
Regards
Bob
Maryak said:Eric,
Thanks for your comments. The short answer is I don't know ??? ??? ???
My Grandson is almost 16 and I thought about a model aircraft that maybe we could build together. Ran it past his mum, (my one and only beautiful daughter, actually she looks very similar to Nicole Kidman). She nearly freaked and I got dressed down. The lad is Dyslexic and one of the problems is he has no concept of personal safety. A propeller at 5000rpm was definitely out.
Any suggestions would be very welcome.
Best Regards
Bob
Bob, just a thought... The buddy that started the second Crusader along with mine is planning of building a remote control air boat and using this engine for that. The prop will have a full cage built around it to protect it as well as other objects from being chopped up. His idea is to build it in such fashion that it can go over land as well as water. He has a three year old boy that will likely be involved in the running of it as well, so there is the same safety concerns as your facing. No drawings or plans exist for the boat at this time, its just at the idea stage.
Brass_Machine
Well-Known Member
- Joined
- Aug 28, 2007
- Messages
- 1,314
- Reaction score
- 7
Maryak said:...
Any suggestions would be very welcome.
Best Regards
Bob
WE's suggestion is good. Can ya stick it in a RC boat??
Eric
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
W/E,
What a great idea, a caged prop and a boat, at least I've built a couple of sailing dinghies so thus may be just the ticket :bow: :bow:
Looking forward to hearing more, assisting if possible etc. etc. :big: :big: :big:
Best Regards
Bob
What a great idea, a caged prop and a boat, at least I've built a couple of sailing dinghies so thus may be just the ticket :bow: :bow:
Looking forward to hearing more, assisting if possible etc. etc. :big: :big: :big:
Best Regards
Bob
Similar threads
- Replies
- 319
- Views
- 53K
- Replies
- 117
- Views
- 42K
- Replies
- 21
- Views
- 7K