
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
3cc Diesel - My first ICE
- Thread starter Maryak
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Hi All,
Friday turned into a fiasco, with wrong numbers on tanks being sent all over the world. Of course people couldn't find the bloody things they were looking for the wrong number :") :
:
When that was finally put to bed, I called it a day so did not get too much done. Anyway it's POETS day isn't it?
Below is what I did manage to achieve.
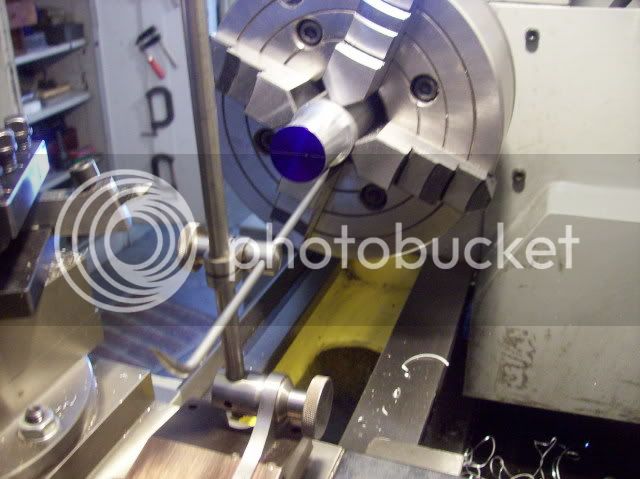
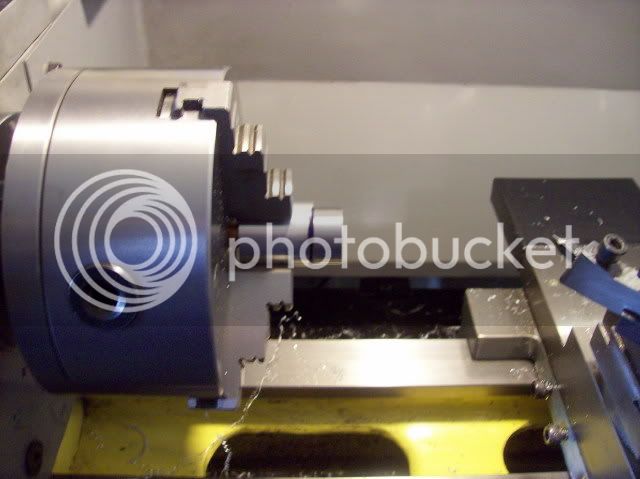
Machining the main shaft of the crankshaft.

Final cut on the main shaft.

Ready to start lapping the main shaft to fit the crankcase nose.

Lapping the shaft.

Have a nice weekend everyone
Friday turned into a fiasco, with wrong numbers on tanks being sent all over the world. Of course people couldn't find the bloody things they were looking for the wrong number :
:When that was finally put to bed, I called it a day so did not get too much done. Anyway it's POETS day isn't it?
Below is what I did manage to achieve.
Machining the main shaft of the crankshaft.
Final cut on the main shaft.
Ready to start lapping the main shaft to fit the crankcase nose.
Lapping the shaft.
Have a nice weekend everyone
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Stegaster,
Plans available from:
http://www.ejwinter.com.au/
Plan No. IC9
If you are new to this hobby, I strongly recommend you make a simple steam engine 1st ;D
There are plenty of great examples elsewhere on the board.
And WELCOME to a great hobby and a great forum
Regards
Bob
Plans available from:
http://www.ejwinter.com.au/
Plan No. IC9
If you are new to this hobby, I strongly recommend you make a simple steam engine 1st ;D
There are plenty of great examples elsewhere on the board.
And WELCOME to a great hobby and a great forum
Regards
Bob
i got the catalogue from them last week Bob,
best and worst $10 i ever spent
best cause theres so many good plans
worse i can see a lot of missing hours building them
i see you did not get the casting kit for that one but doing it "ala Scratche" :bow: :bow: :bow:
i ordered the No.2 mill engine castings yesterday : ;D
cheers
jack
best and worst $10 i ever spent
best cause theres so many good plans
worse i can see a lot of missing hours building them
i see you did not get the casting kit for that one but doing it "ala Scratche" :bow: :bow: :bow:
i ordered the No.2 mill engine castings yesterday :
;D cheers
jack
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Jack,
Purchased castings are: (Only my opinion) I'm sure others will disagree, but that's what makes the world go round.
1. Very expensive to buy.
2. It's more easy to stuff up the machining, due to marking out and clamping requirements.
3. Some are of poor quality and you don't know about it until you
(a) start to mark out
(b) start machining.
4. It's not as much fun as making a clothes peg from a telegraph pole. :
On the plus side.
An engine made from castings has the potential to look much more authentic than one blocked out of solid. Just look at the Chuck Fosters 3 cyl Fairbanks Morse. For me it would not have half the visual appeal and impact if it was blocked out.
Regards
Bob
Purchased castings are: (Only my opinion
) I'm sure others will disagree, but that's what makes the world go round.1. Very expensive to buy.
2. It's more easy to stuff up the machining, due to marking out and clamping requirements.
3. Some are of poor quality and you don't know about it until you
(a) start to mark out
(b) start machining.
4. It's not as much fun as making a clothes peg from a telegraph pole. :
On the plus side.
An engine made from castings has the potential to look much more authentic than one blocked out of solid. Just look at the Chuck Fosters 3 cyl Fairbanks Morse. For me it would not have half the visual appeal and impact if it was blocked out.
Regards
Bob

$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta





$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official

$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies




















$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC

![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC






$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies


$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline





$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop



$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc





$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies



$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline

Bob each to their own
but i have done rebores/rebuilds on Izuzu diesal motors and reworked Amal carbs :big: ( talk poor quality!!)
so am well trained in bodgies on cast items, maybe the only thing i'm "good" at
besides once i have them here i can copy to my hearts content ( another thing i'm ok at )
i can cast a few metals so will experiment once i get the paid work out the way
besides its a good place to start with what i have in mind for later on
ageed on the telegraph pole bit but the small stuff is a bit elusive for me yet ( look at my pile of practise bits and peices)
the plan is to do the mill then maybe the IC/11 from Mr Winter then maybe i'll have enough practise to start on what i want to build and that will be scratch built
but thanks again for the tips :bow:
cheers
jack
but i have done rebores/rebuilds on Izuzu diesal motors and reworked Amal carbs :big: ( talk poor quality!!)
so am well trained in bodgies on cast items, maybe the only thing i'm "good" at
besides once i have them here i can copy to my hearts content ( another thing i'm ok at )
i can cast a few metals so will experiment once i get the paid work out the way
besides its a good place to start with what i have in mind for later on
ageed on the telegraph pole bit but the small stuff is a bit elusive for me yet ( look at my pile of practise bits and peices)
the plan is to do the mill then maybe the IC/11 from Mr Winter then maybe i'll have enough practise to start on what i want to build and that will be scratch built
but thanks again for the tips :bow:
cheers
jack
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Start of another week - My how time flies when your having fun :
Today saw the main shaft of the crankshaft lapped and fitted to the crankcase and a start made on a jig for machining the big end.
One thing I have learned, is that brass laps are a dead loss :wall: I don't have a good techo reason why but I suspect it has something to do with the zinc content. The de-zinced brass bolt I used as a cylinder lap was fine, but the gudgeon pin was long winded and the main shaft went nowhere until I changed to a cast iron lap. ???
The surface finish after fine lapping paste, oil and a cast iron lap. (The multi grips area hang over from the brass lap and were used to pry apart my fingers :.

Almost there time to change to metal polish.

Thank goodness that's done ;D The crankshaft in the crankcase.


Setting up to cut the crankshaft thread.

The completed thread.

Test fit of crankshaft in the crankcase.


Aluminium for the crankshaft jig.

Marking out the crankshaft jig for the crank throw offset.
Transfer of centre height + 3/8"

Lining up the jig for offset transfer.

Marking off the centre point of the offset.

Setting up to the offset point.

Reaming the jig to take the crankshaft.

Called it a day at this point. Let's see what tomorrow brings
Today saw the main shaft of the crankshaft lapped and fitted to the crankcase and a start made on a jig for machining the big end.
One thing I have learned, is that brass laps are a dead loss :wall: I don't have a good techo reason why but I suspect it has something to do with the zinc content. The de-zinced brass bolt I used as a cylinder lap was fine, but the gudgeon pin was long winded and the main shaft went nowhere until I changed to a cast iron lap.
???The surface finish after fine lapping paste, oil and a cast iron lap. (The multi grips area hang over from the brass lap and were used to pry apart my fingers :
.
Almost there
time to change to metal polish.
Thank goodness that's done ;D The crankshaft in the crankcase.
Setting up to cut the crankshaft thread.
The completed thread.
Test fit of crankshaft in the crankcase.
Aluminium for the crankshaft jig.
Marking out the crankshaft jig for the crank throw offset.
Transfer of centre height + 3/8"
Lining up the jig for offset transfer.
Marking off the centre point of the offset.
Setting up to the offset point.
Reaming the jig to take the crankshaft.
Called it a day at this point. Let's see what tomorrow brings
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Hi Guys,
Well, so much for my marking off the offset :-[
Read on
On removing the jig to insert the crankshaft, it just didn't look right ??? ??? ???
Suffice to say my maths or should I say my arithmetic was up the proverbial creek without a paddle on measuring I was only out by 1/8" :
Here is the stuffed up jig.

Set up in the mill this time to try and achieve correct positioning of the offset.

The jig with the correct and incorrect offsets, note I marked the correct hole with a line to the crank OD.

The crankshaft mounted in the jig.

Back in the lathe and ready to start machining the big end and thickness of the throw.
Half way through the machining.

The big end ready for lapping.

Had an afternoon appointment and another one tomorrow morning so maybe Thursday ???
Well, so much for my marking off the offset :-[
Read on
On removing the jig to insert the crankshaft, it just didn't look right ??? ??? ???
Suffice to say my maths or should I say my arithmetic was up the proverbial creek without a paddle on measuring I was only out by 1/8"
: Here is the stuffed up jig.
Set up in the mill this time to try and achieve correct positioning of the offset.
The jig with the correct and incorrect offsets, note I marked the correct hole with a line to the crank OD.
The crankshaft mounted in the jig.
Back in the lathe and ready to start machining the big end and thickness of the throw.
Half way through the machining.
The big end ready for lapping.
Had an afternoon appointment and another one tomorrow morning so maybe Thursday ???
Philjoe5
Well-Known Member
- Joined
- Jul 12, 2007
- Messages
- 1,727
- Reaction score
- 321
Bob,
Great photos and progress. Thanks for the update. I was happy to see the pics of drilling an offset on the lathe using the four jaw to hold the work. I had tried that once but my offset was too far and I had trouble with two of the jaws gripping the workpiece.
Cheers,
Phil
Great photos and progress. Thanks for the update. I was happy to see the pics of drilling an offset on the lathe using the four jaw to hold the work. I had tried that once but my offset was too far and I had trouble with two of the jaws gripping the workpiece.
Cheers,
Phil
SERCEFLYER
Member
- Joined
- Oct 1, 2008
- Messages
- 24
- Reaction score
- 0
Another way to establish the eccentricity of the crankpin fixture is to use a DI to indicate directly off the outer surface of the fixture. Once the DI shows a deflection (up-and-down) twice the crankpin throw, you are there.
Drill and ream away.
George
Drill and ream away.
George
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Phil and George,
Thanks for your continued support and input, yet another way to skin the proverbial cat. :bow:
Phil, it is sometimes possible to use a split sleeve, increasing the OD of the part to be offset. Just depends on how much is left on the jaw thread to get the offset required. Alternatively a faceplate may be used to achieve the required offset in a lathe.
Best Regards
Bob
Thanks for your continued support and input, yet another way to skin the proverbial cat. :bow:
Phil, it is sometimes possible to use a split sleeve, increasing the OD of the part to be offset. Just depends on how much is left on the jaw thread to get the offset required. Alternatively a faceplate may be used to achieve the required offset in a lathe.
Best Regards
Bob
Bob, on my Crusader, I think that the crankshaft is the most difficult part to machine. The second would be the cylinder with the ports and such, but IMO the crankshaft takes the cake. Al of that said, your crank came out looking great! Your little engine is coming along very nicely.
Keep up the great work!
Keep up the great work!
I was interested to see how you machined the crankpin as I struggled to say the least with that on my hot air engine.
Once you have drilled the offset, how do you set that to run true? Just put the crankshaft in it and set that to run true with the dti? Your method of drilling in the milling machine seems far easier and more repeatable to me.
I struggle to set a point running true in the lathe 4 jaw ... how do you do that? I noticed you had some sort of centre? Was that floating with a dti on that?
Keep up the good work.
Thanks,
NIck
Once you have drilled the offset, how do you set that to run true? Just put the crankshaft in it and set that to run true with the dti? Your method of drilling in the milling machine seems far easier and more repeatable to me.
I struggle to set a point running true in the lathe 4 jaw ... how do you do that? I noticed you had some sort of centre? Was that floating with a dti on that?
Keep up the good work.
Thanks,
NIck
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Nick,
Thanks for your continued interest. :bow:
To try and answer your questions
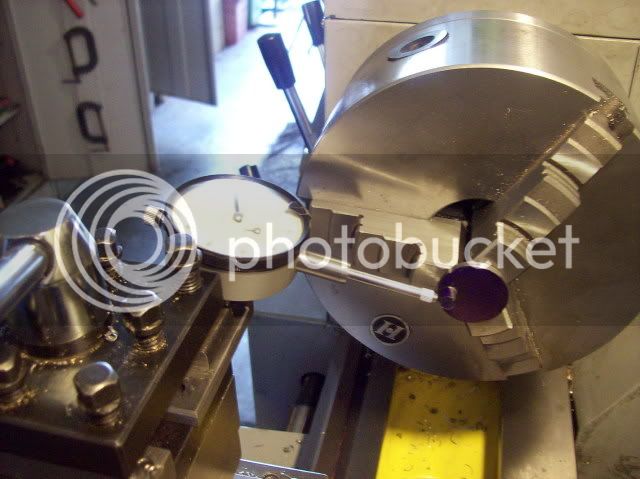
The offset in the jig is made relative to the jig centre and I am relying on the 3 jaw being true enough to locate the jig within acceptable limits. I'm lucky that my 3 jaw has minimal runout. If you have an older stressed 3 jaw, or one which has been abused then you would have to set up the jig OD to run true in the 4 jaw using a DTI. ;D
The little gizmo shown with the DTI is a spring loaded centre finder. It's about 6" long 3/8" dia and on the tailstock end has a sliding fit female centre working against a fairly lightly loaded spring. To set up locate between the centres and adjust the tailstock to compress the spring about half way. Then measure way. It's a good idea to try and get somewhere near by eye before using the finder as it does not like large angles of offset.
Hope this helps ??? ???
Regards
Bob
Thanks for your continued interest. :bow:
To try and answer your questions
The offset in the jig is made relative to the jig centre and I am relying on the 3 jaw being true enough to locate the jig within acceptable limits. I'm lucky that my 3 jaw has minimal runout. If you have an older stressed 3 jaw, or one which has been abused then you would have to set up the jig OD to run true in the 4 jaw using a DTI. ;D
The little gizmo shown with the DTI is a spring loaded centre finder. It's about 6" long 3/8" dia and on the tailstock end has a sliding fit female centre working against a fairly lightly loaded spring. To set up locate between the centres and adjust the tailstock to compress the spring about half way. Then measure way. It's a good idea to try and get somewhere near by eye before using the finder as it does not like large angles of offset.
Hope this helps ??? ???
Regards
Bob
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Well, achieved a little lot less than I should have :
Somehow, (one of my Asian friends), I managed to engage the X feed and sheared the lead screw shear pin
No damage to the lathe but my ego took a bashing :-[ :'( :-[ :'( so instead of progress I spent some time replacing the shear pin. ;D
Almost finished lapping.

The completed crank pin.

A trial assembly of the bits made so far. Spent some time filing the conrod to clear the crankcase near the top of the stroke - should have been more careful 1st time around

Setting the crank pin horizontal to mark out the centre, allowing machining of the crank arm for balance.
Hopefully tomorrow will see the crankshaft in the mill ???
Somehow, (one of my Asian friends), I managed to engage the X feed and sheared the lead screw shear pin
No damage to the lathe but my ego took a bashing :-[ :'( :-[ :'( so instead of progress I spent some time replacing the shear pin. ;D
Almost finished lapping.
The completed crank pin.
A trial assembly of the bits made so far. Spent some time filing the conrod to clear the crankcase near the top of the stroke - should have been more careful 1st time around
Setting the crank pin horizontal to mark out the centre, allowing machining of the crank arm for balance.
Hopefully tomorrow will see the crankshaft in the mill ???
Brass_Machine
Well-Known Member
- Joined
- Aug 28, 2007
- Messages
- 1,314
- Reaction score
- 7
Looking good Bob!
Eric
Eric
Similar threads
- Replies
- 319
- Views
- 53K
- Replies
- 117
- Views
- 42K
- Replies
- 21
- Views
- 7K