2CYL4STROKE
Active Member
- Joined
- Dec 7, 2009
- Messages
- 42
- Reaction score
- 0
This is so beautiful piece of art 









 , I've done a little machine work with a Bridgeport and it is astonishing to see such intricate work being done on a non-CNC machine. Truly amazing!
, I've done a little machine work with a Bridgeport and it is astonishing to see such intricate work being done on a non-CNC machine. Truly amazing!









![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)







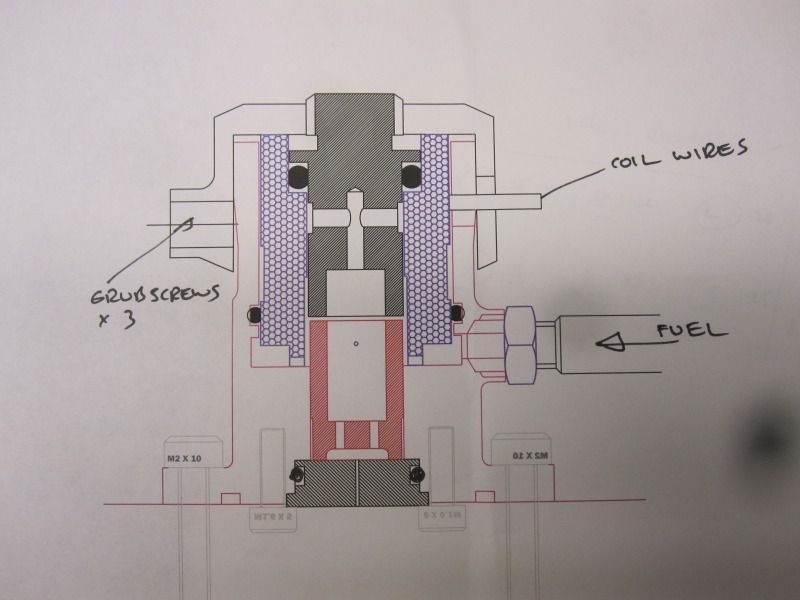
LongRat said:Yes, I love that valve idea. When you say you made a full-size cam lobe, how exactly did you do that? Normally when people make these scale reducing copy grinders they use a commercial cam to copy.