Here in the USA, tomorrow is Memorial Day. This holiday is in honor of all of the men and women that have served our country in the armed forces. Because of their unselfish service we remain strong and free.
I have been out of town for several days so I have not been able to get much shop time since my last build post.
I have been working on the wooden beams. The main beam (1) which goes across the top of the structure will link the piston rod to the flywheel via a wooden connecting rod (2). The third beam, valve beam (3), works the piston valve transmitting motion from the eccentric on the crankshaft.
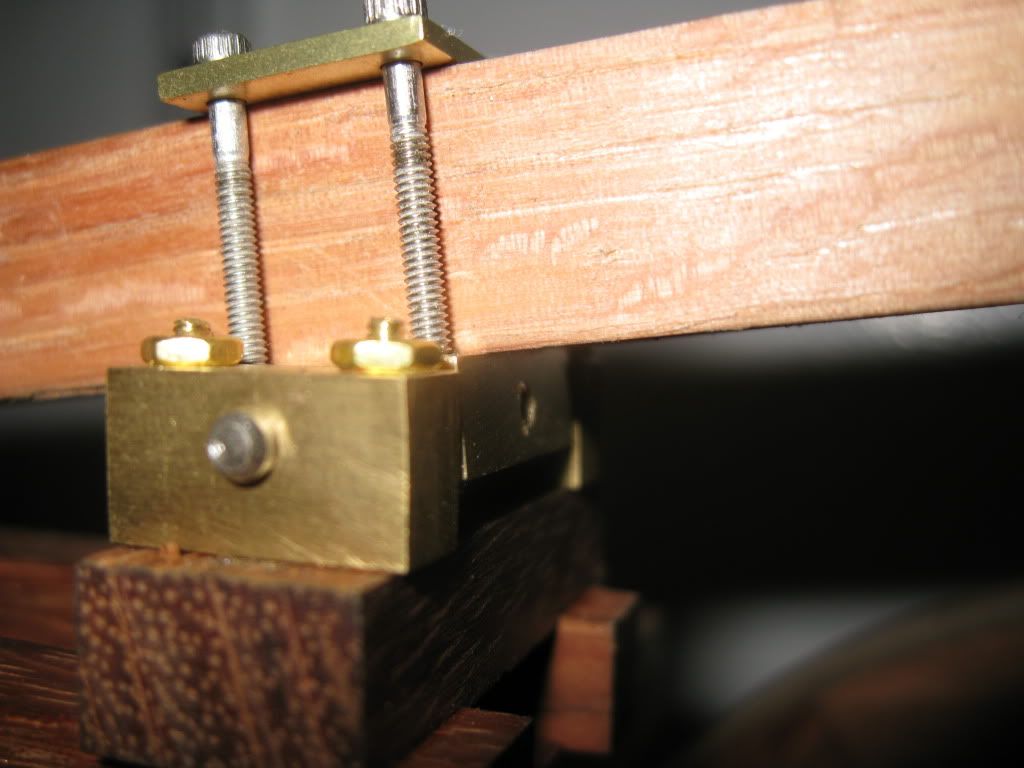
The main beam has a bushing in the end for the connecting linkage to the main piston rod. A stud with nuts on each end goes thru the beam perpendicular to the bushing. This stud is there to help prevent the end of the beam from splitting.
In this photo, the main beam is the largest one.
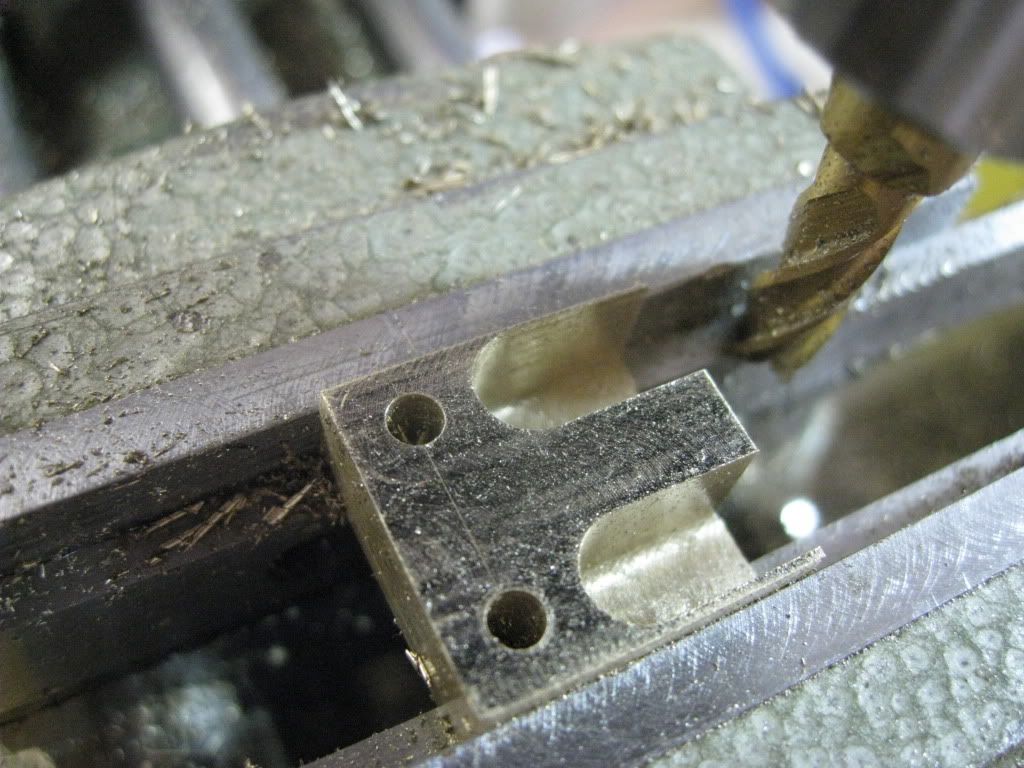
The main beam pivot block is being tapped in this photo.
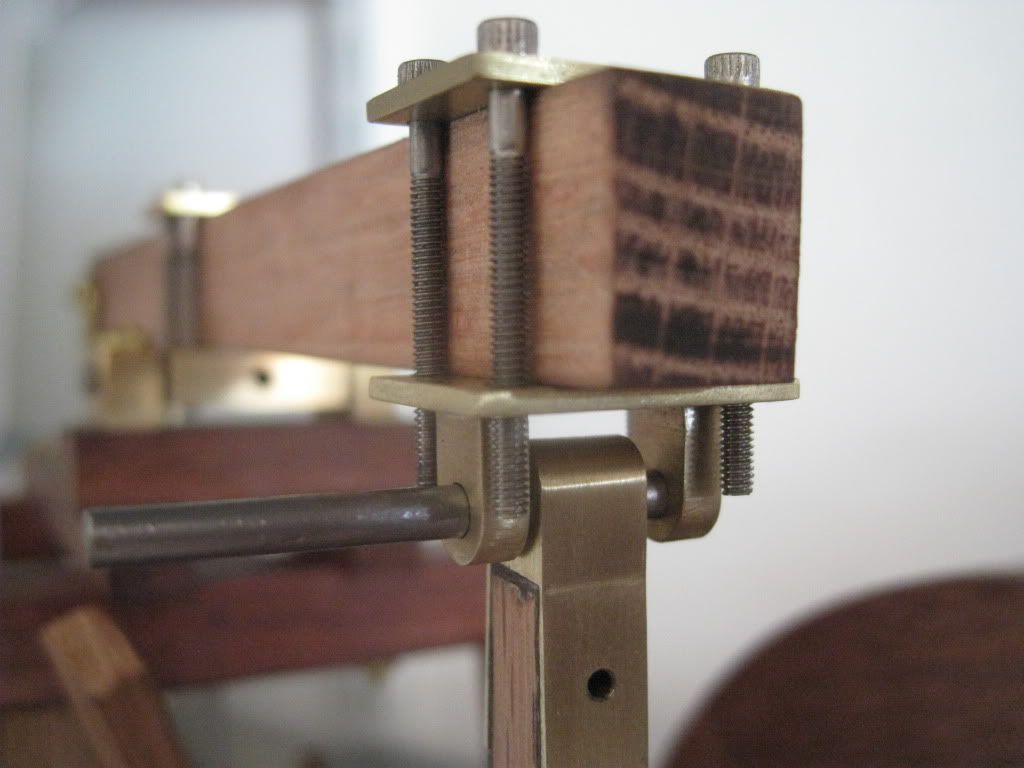
The main beam is mounted to the structure. Note that the pivot is clamped to the beam.
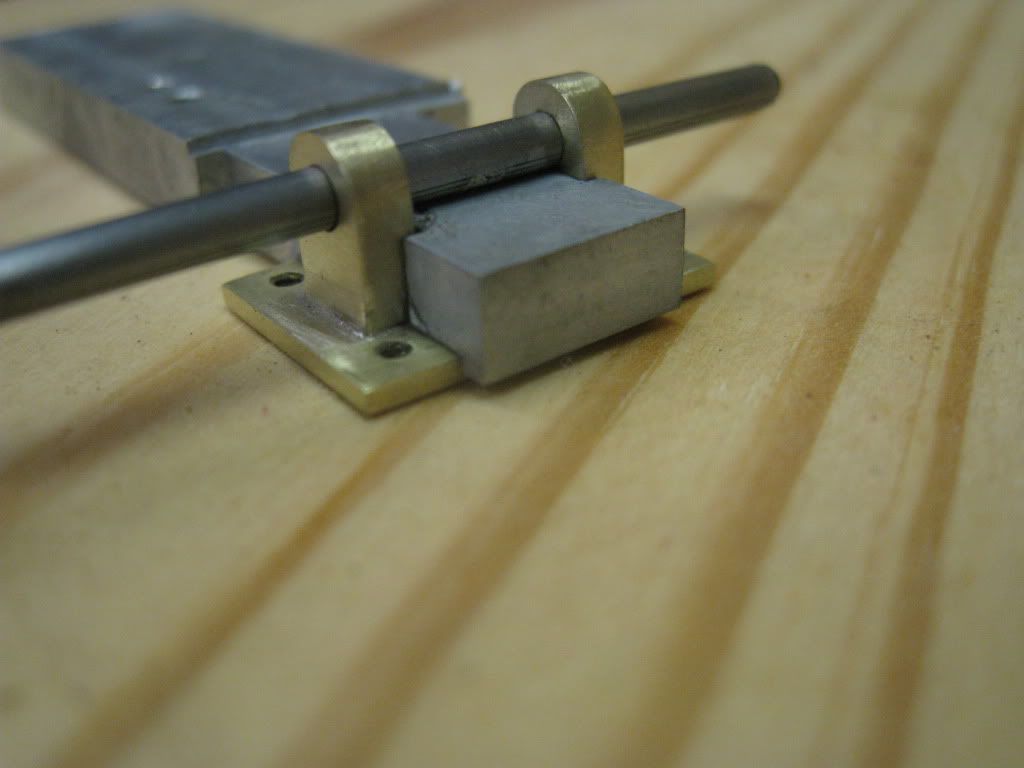
The connecting rod was a bit of a challenge. Both ends are tapered from the center 2 degrees and end with a relief that brass ends are fastened to. I cut a tapered block out of a piece of scrap AL.
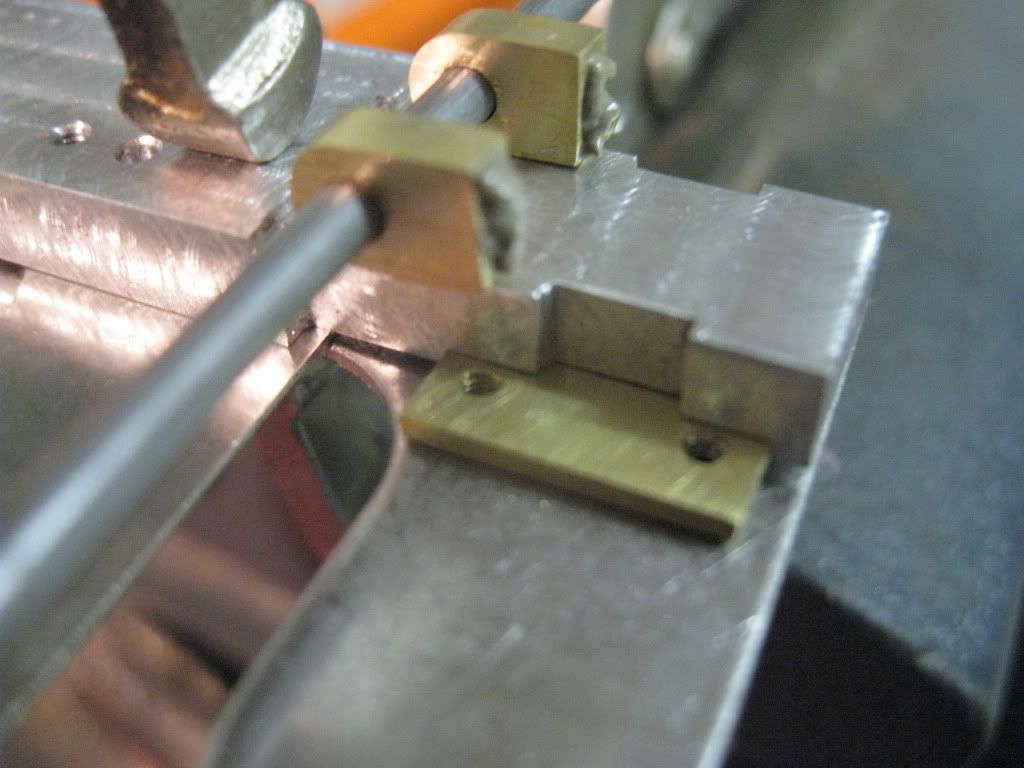
Each of the brass end pieces will be fitted with a pivot pin to join it to the main beam and the crankshaft arm. Both of the brass ends are being machined together and were separated with a saw.
Here they are mounted to the connecting rod beam. I used a bit of epoxy and will either try and make a brass rivet or a brass stud to secure the brass to the wood.
This photo shows where these two beams are in relation to the other parts.
I have a lot of little connectors, pivots and brackets to make and the piston valve spool. So it will be awhile before this engine is ready to run.
Thanks for stopping by.
SAM


















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)