The project has certainly reached the point where things don't lie. It's either right, or it doesn't fit. So far my mental gymnastics have held up and everything is fitting up quite nicely.
Most of the machining I've done so far has been things we all do, so the "how to" stuff was not very interesting. However tonight's installment is a "how to" that shows Marv's contribution to my arsenal of tools. The rounding table has been getting a work out and so far I can't come up with any changes to make to the littlel devil.
I've learned that it does two functions exceedingly well. It's perfect for rounding off an end and for rounding less than complete circles. These are both done using the first function. The Second talent it has is for cutting tapers or angles on flat stock.
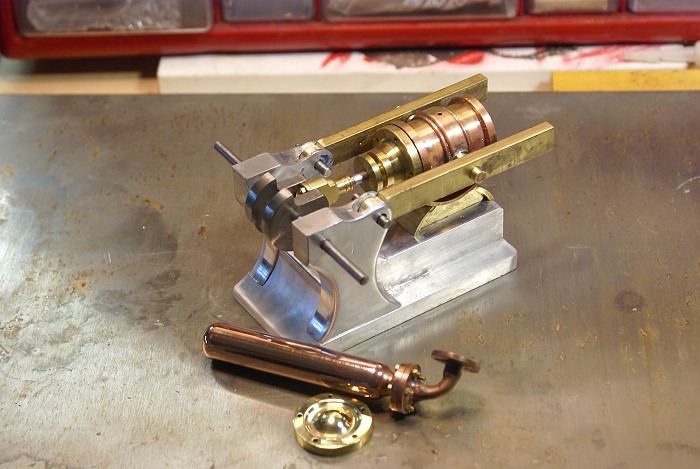
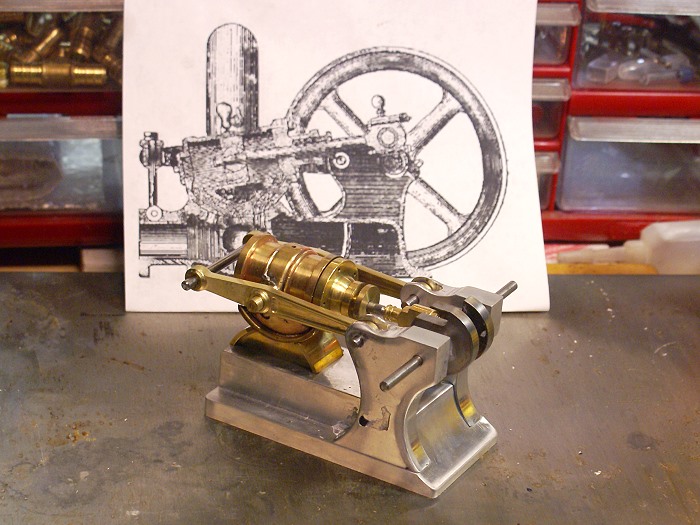
The Water pressure engine utilizes two arms which provide a pivot point for the cylinder, allow tension to be applied to the valve body to form a seal and it allows the cylinder to be swung off the valve for "maintenance". They also hold nearly everything, but the crank shaft, in its proper place.
Since these arms are a "first seen" item, I want them to look good and contribute something more than functionality to the engine overall . That's where Marv's table is proving to be the cats whiskers.
The photos below show these arms in various stages of fabrication and the two functions I've already mentioned.
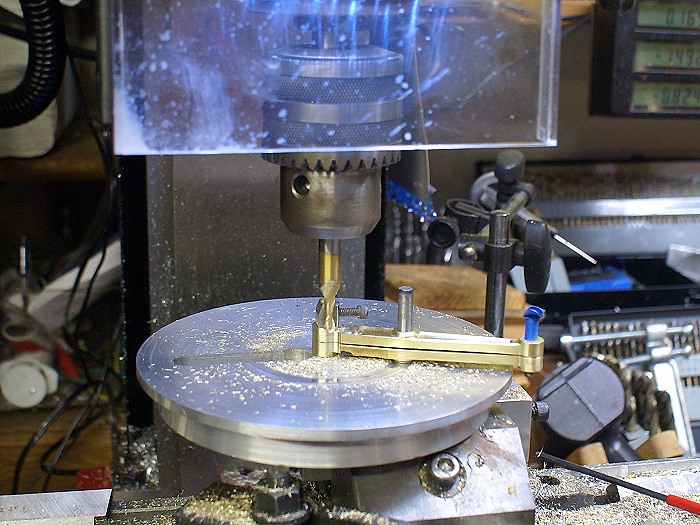
Rounding of the end of the arm is as simple as moving the work piece on the pivot, but real care needs to be taken to keep hands far from the end mill and shallow cuts are a must. you'll note that I've stacked the work pieces and pinned them together with dowel pins. This allows me to cut both pieces at once and it helps assure the pieces are identical. It also allows me to use the same cutter height on both sides without having to reset it. This photos shows the second arm after being cut to roughly its final thickness and the raised section of the rounded end
The raised end will be readily visible, so a small ball end mill was used to "step" the profile to add some interest. As you can see, the tool allows for full 360 degree cuts but it also allows for cutting to any point in its arc. I scribed a line at .100 and simply cut until the line was reached to create a "neck".
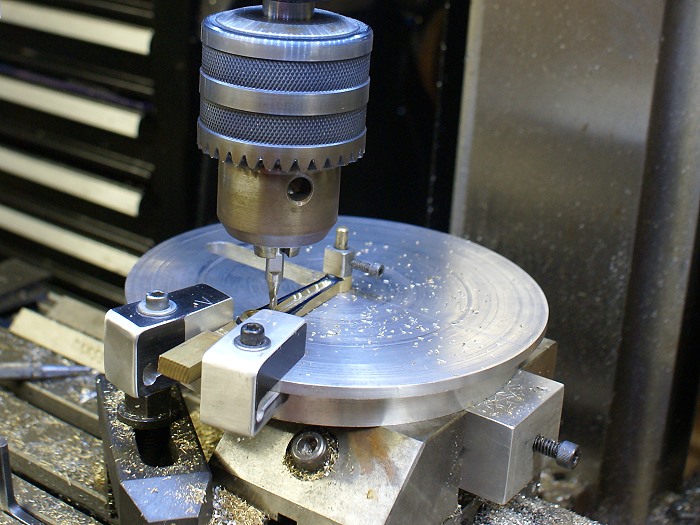
The next photos are from a bit earlier in the process and show the other nice function this tool can give you. I wanted the arms to look a bit more structural than if they had been left with flat surfaces. I had already cut the outside taper on the mill by resting the small dowel pin on the vise top and then adjusting emd mill to "blend" at the " neck line" of the round end. I then adjusted the angle to let he end mill escape its cut at the center of the middle hole.
Now I wanted to duplicate this line .075 from the edges of the arm. After scribing the lines, I swept the edge of the work piece with the ball end mill to align the arm along the cut path. Then the end mill was moved to the interior of the line and the cut was made from front to back. The second angle was then set up the same way, by sweeping the opposite side. The rest was just cutting away the center metal. I cut each arm singly only because I had just messed up the small bushing I'd been using to index the center hole. This process could have been done with the arms pinned together, just as easily, if not more so.
Here is the results of the cut, so far.
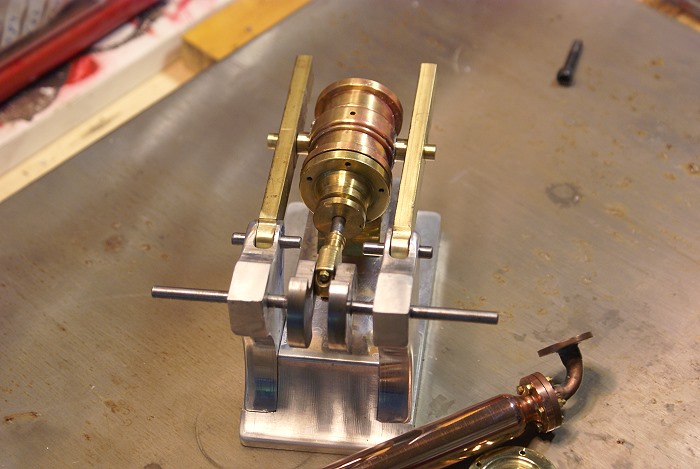
Here are the arms being test fitted after machining , but before they are polished. I will be cutting the web on the short ends of the arms tomorrow, It's definitely not something to do when you are tired or distracted. A fresh start in the morning, after a good night's sleep is what the doctor ordered tonight.
Marv... I really do love this tool...LOL
Steve





 By the way I checked out your main site. Really good pictures there and I'm assuming those marvelous looking kids are your grandchildren? Have fun in ATL.
By the way I checked out your main site. Really good pictures there and I'm assuming those marvelous looking kids are your grandchildren? Have fun in ATL.












![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)