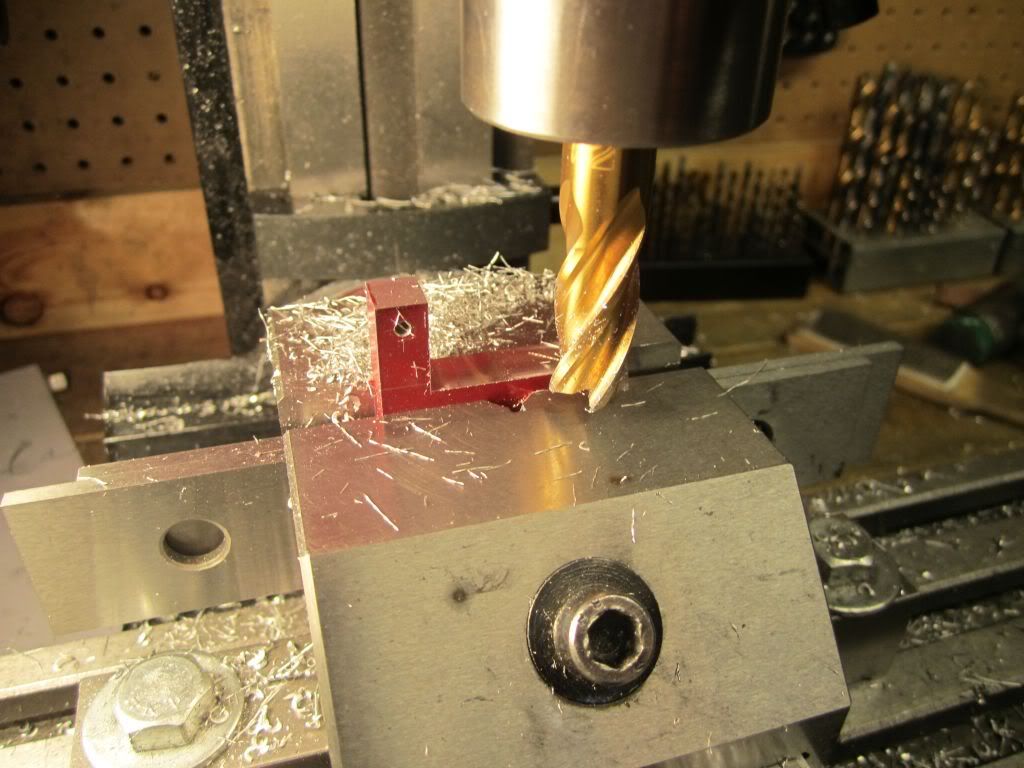
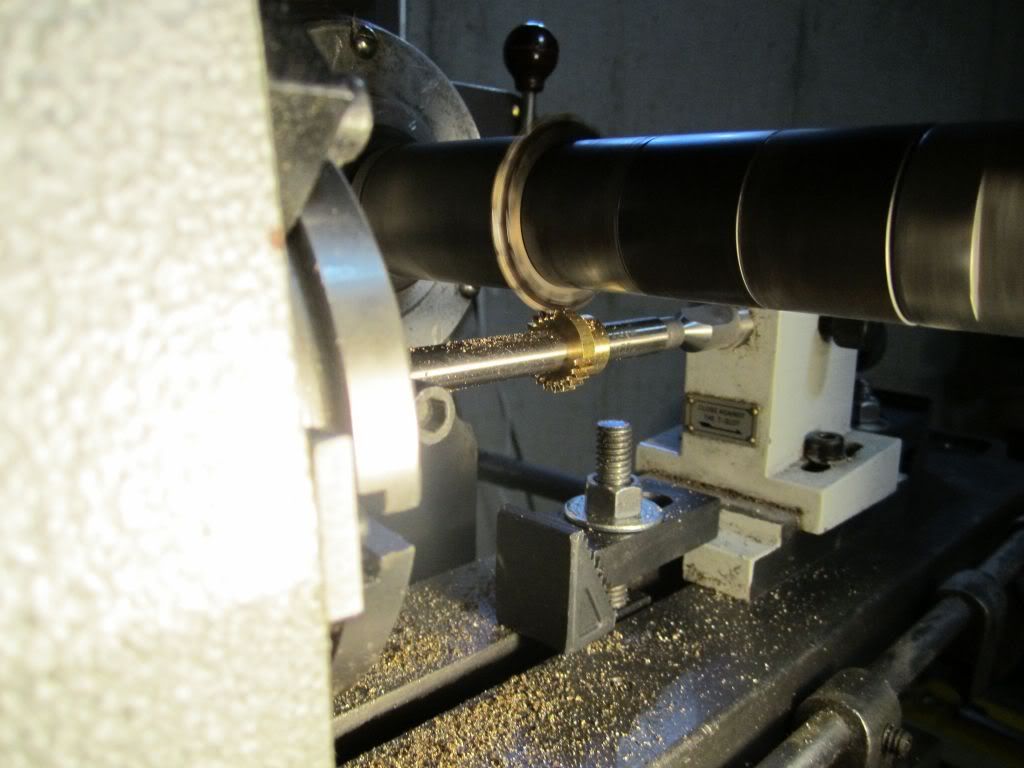
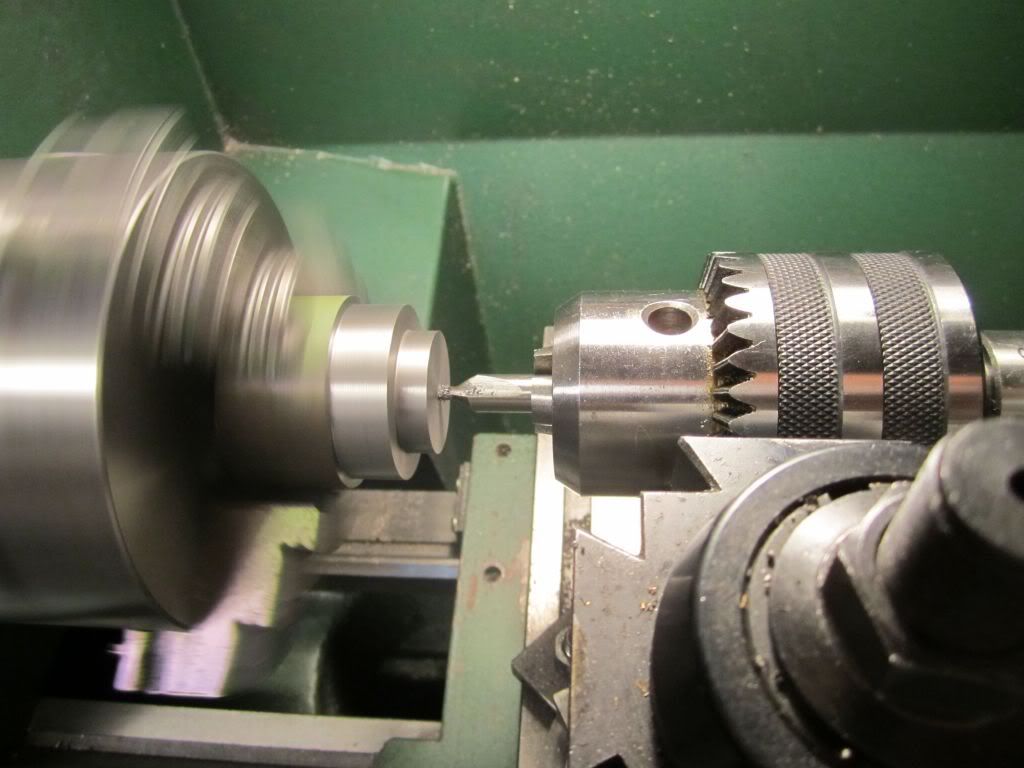
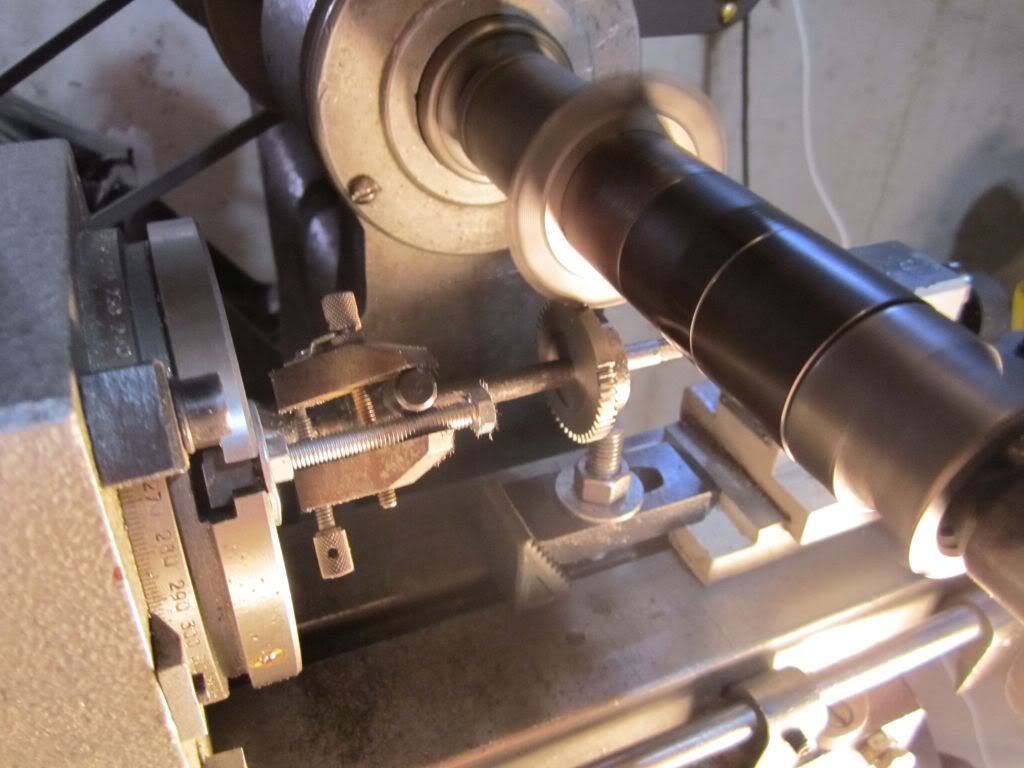
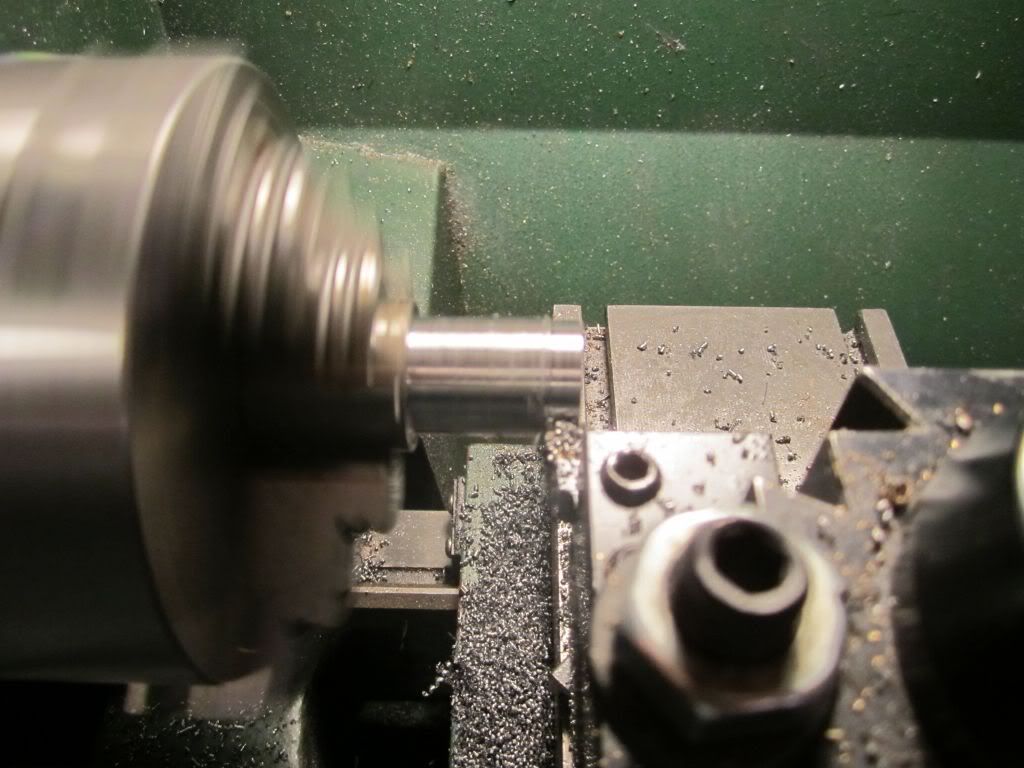
When I first started on this odyssey I decided to show my progress; warts and all. I think I have a tendency to want to show the pretty side of things and try to "bury" the ugly ones. I was faced with this dilemma today. I have taken off about two weeks to make a trip to the Northwest and just knew I should have resumed with something simple. A screw or a bolt or a shaft which would have eased me back into this but NO, I decided to jump right in and declare this Day the "Gear Cutting" day. I already had the blanks made and based on recommendations for some of you I set up my Burke and went to work. The first gear was the crank gear which had 22 teeth. There is no way a 22 tooth gear can be cut easily on a rotary table without a set of dividing plates. Even then on a 5 degree/turn (72 turn) rotary table the only plates that will work are 11 holes and 22 holes. With a 22 tooth gear a person might as well just make the gear instead of the plate since it will take the exact same mental gymnastics. With blank on the mandrel and the .071 tooth depth set I carefully start out...

It actually went well but thinking about Brian's comment on using the same material on both gears could be a problem, but probably not, I decided to change the crankshaft material to brass. It only took about 20 minutes to turn another blank and run it through. Actually the mill was fun to work and I could do other things in the shop while waiting for each pass to complete. Just waited for the click as the auto feed would hit the stop and trip the lever.
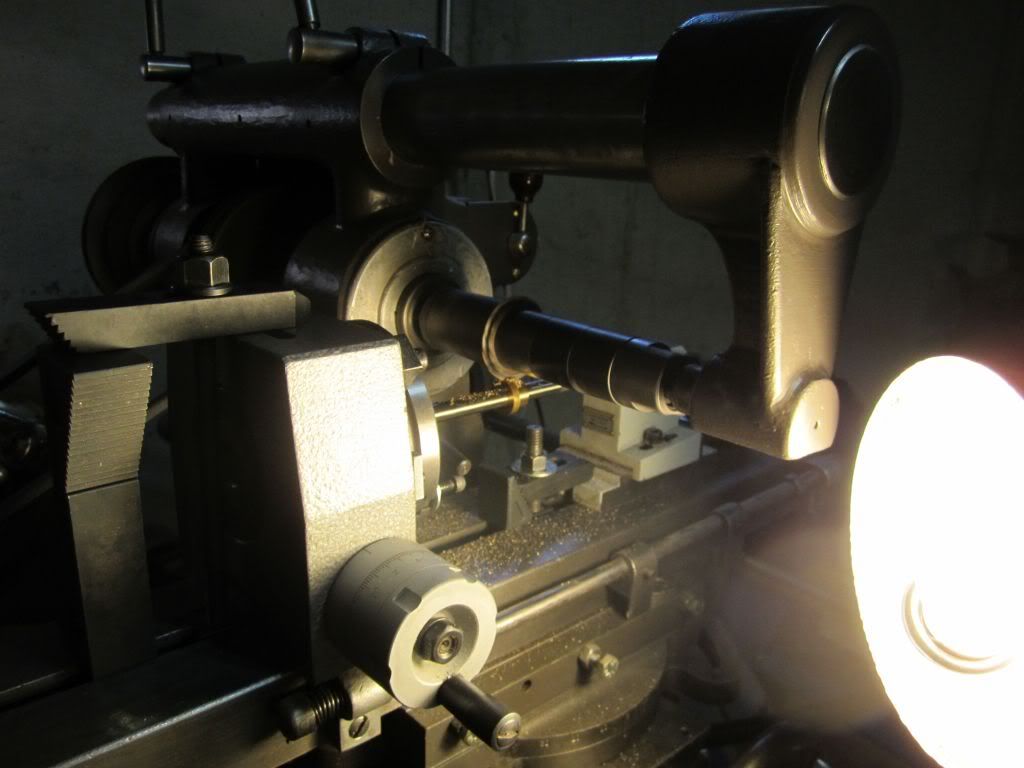
I just love watching these old machines!!!!
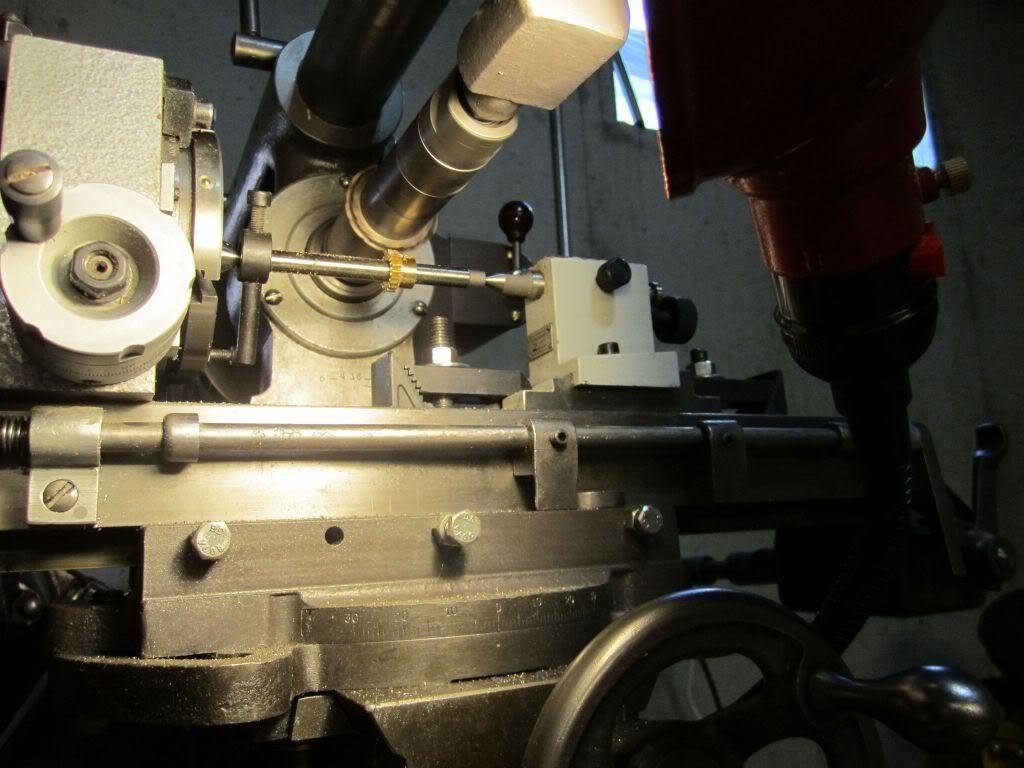
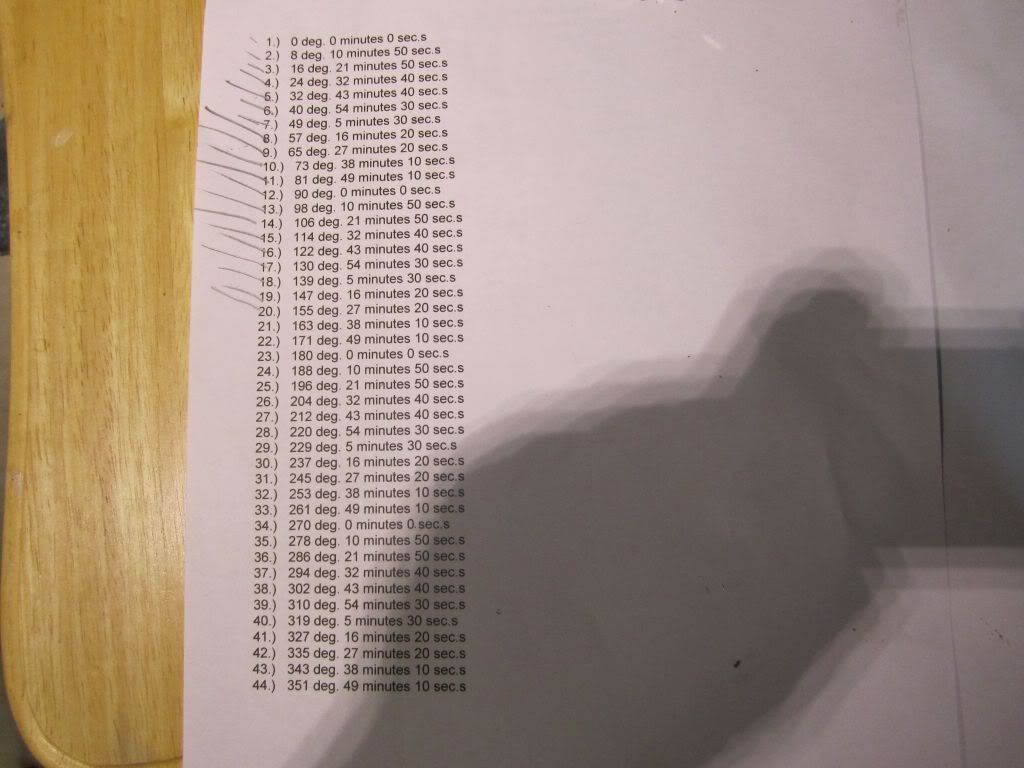
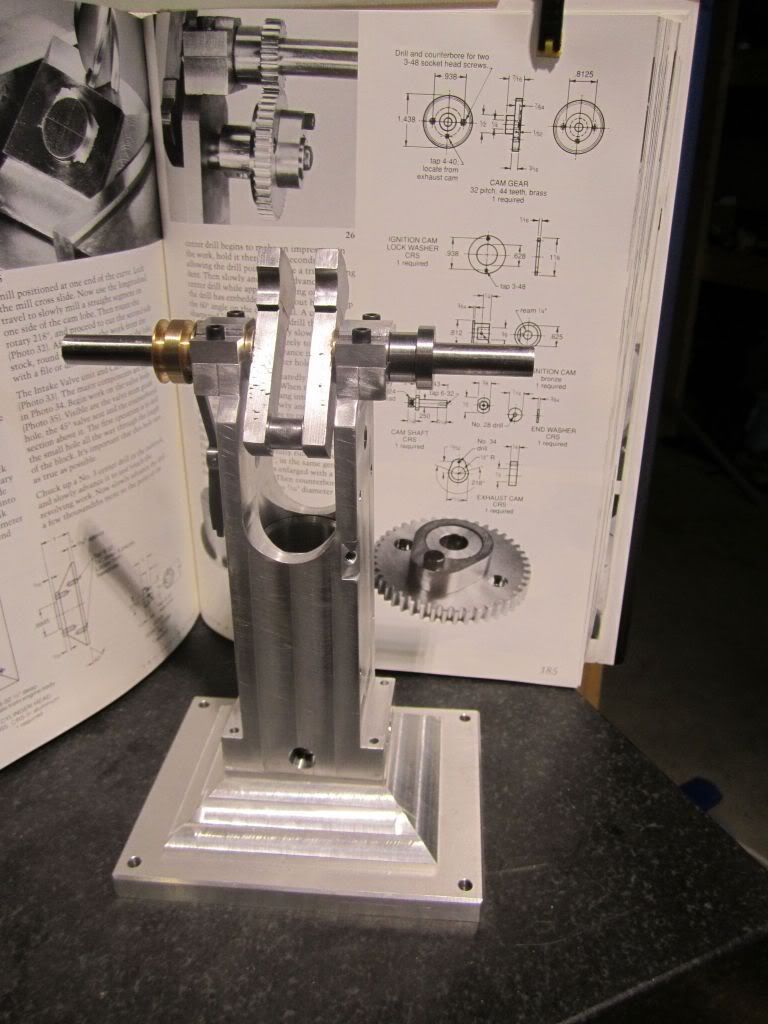
Next was the 44 tooth cam gear... With tables in hand I set out knowing this one would take twice as long..
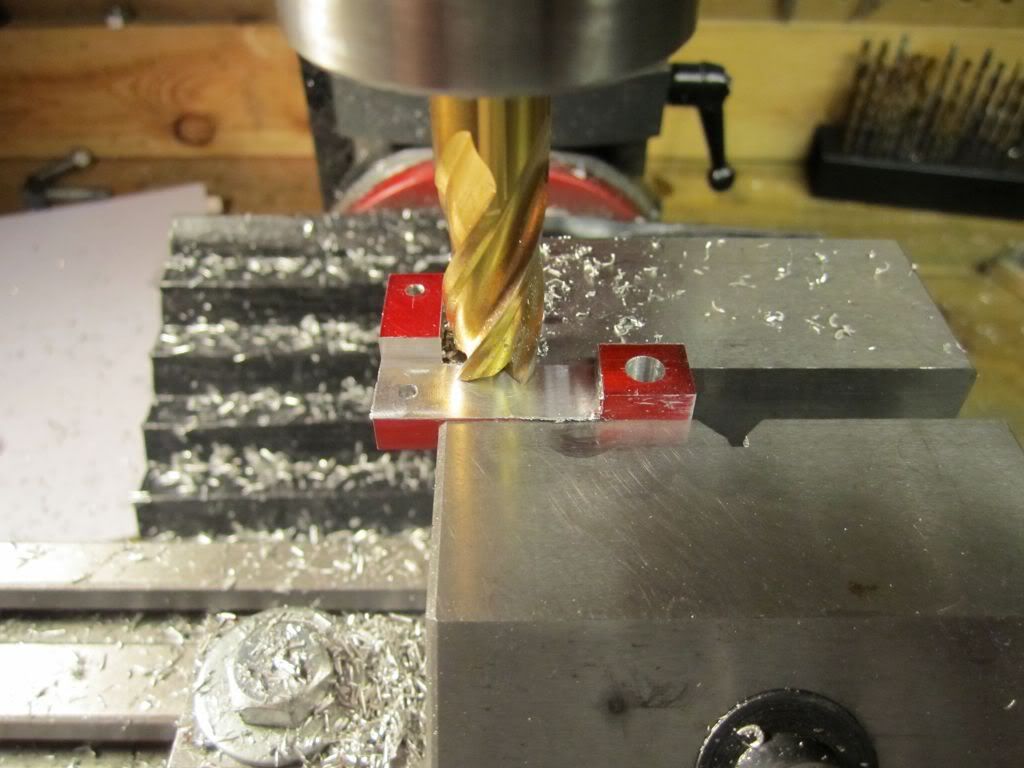
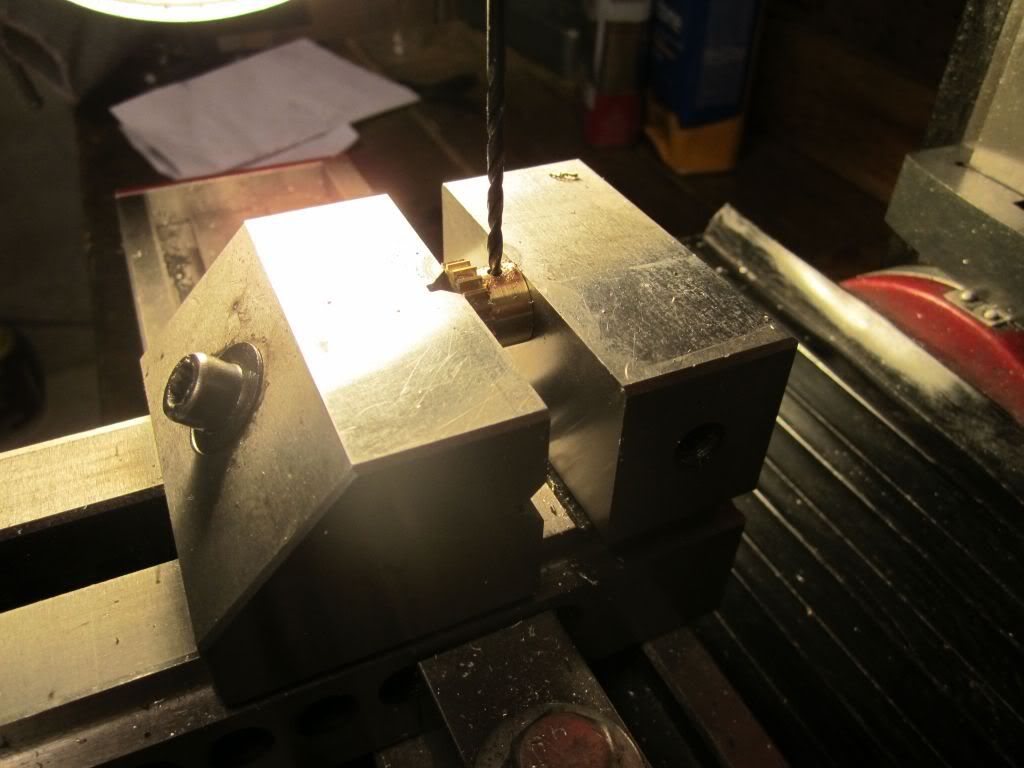
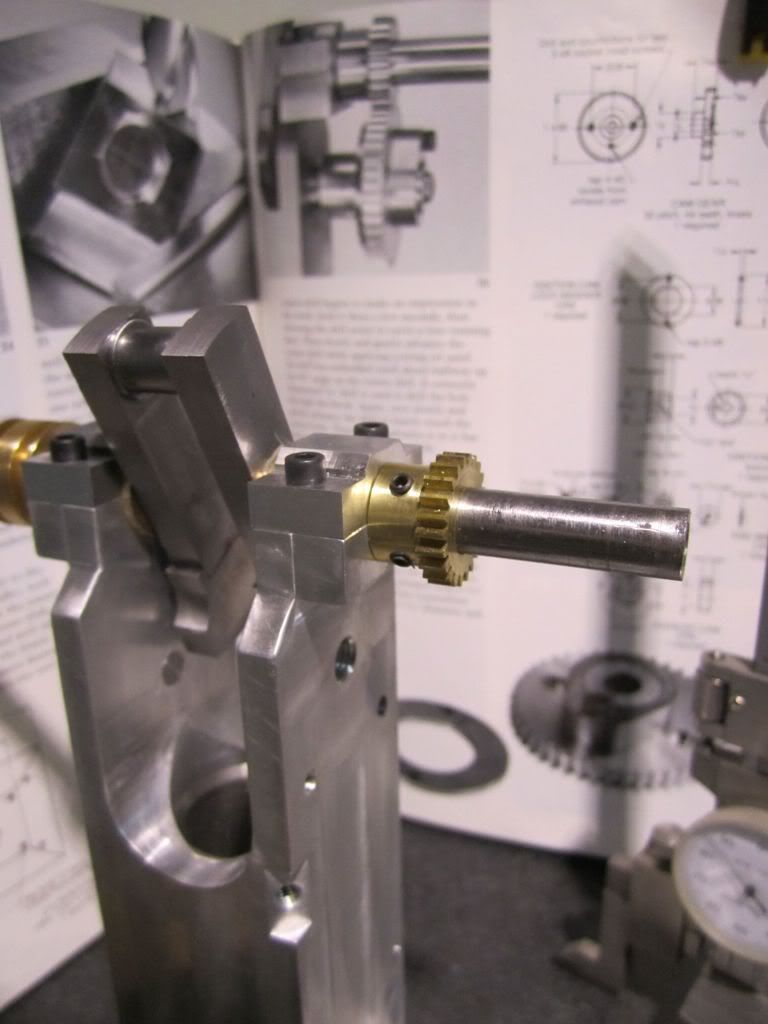
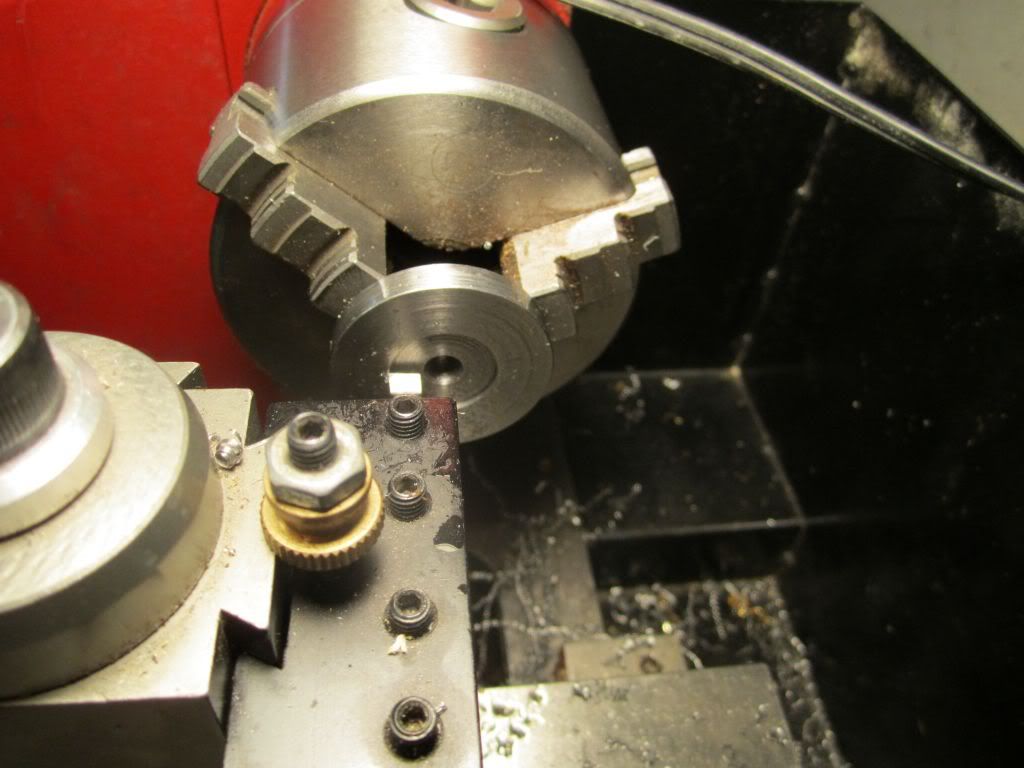
While that was taking place I decided to go ahead and tap the two set screws on the crankshaft gear...
Two places 90 degrees apart...
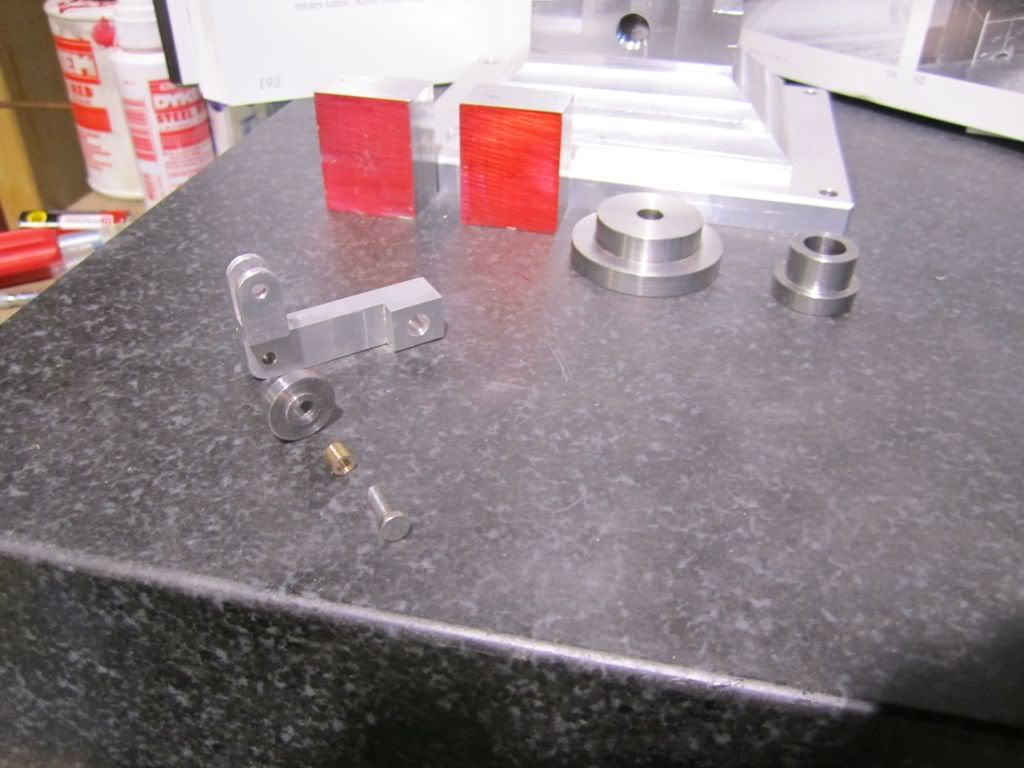
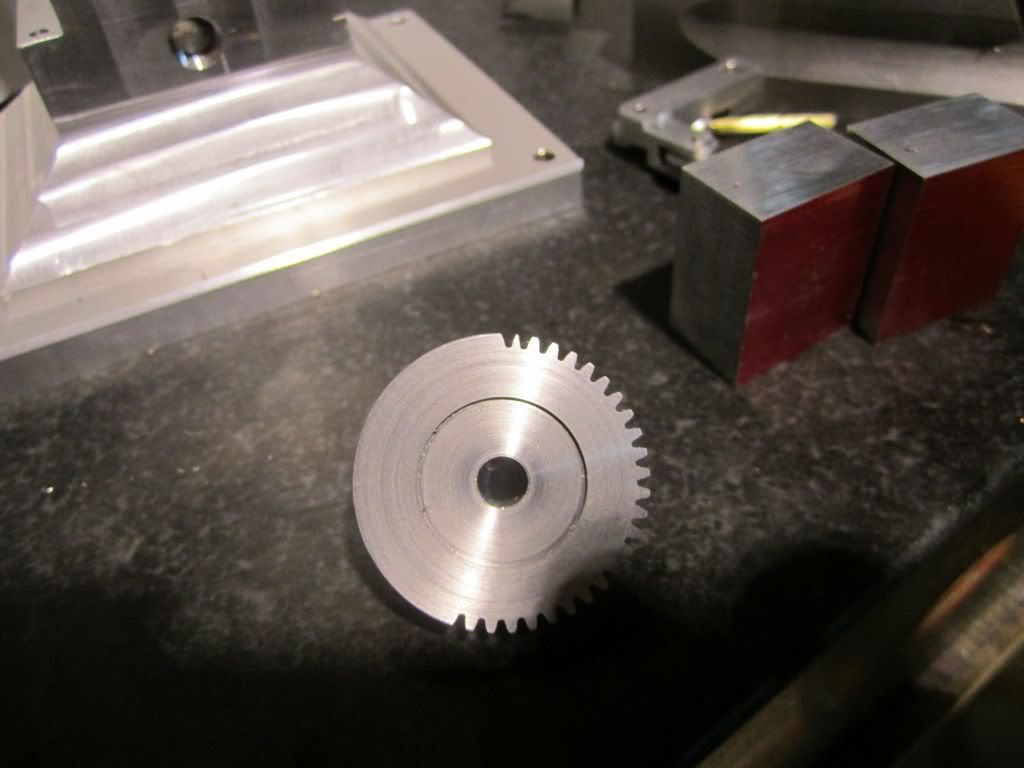
That came out pretty good and I was happy with the finished gear and glad I had made a brass one...
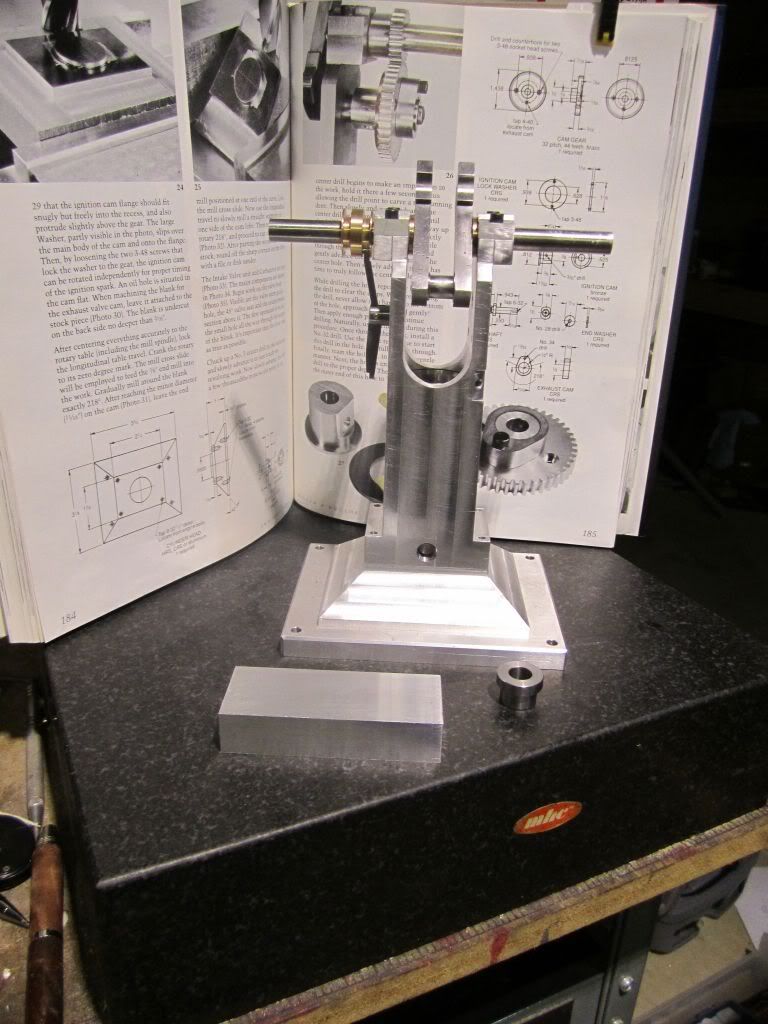
Somewhere in the back and forth and the reading of the step tables, something went terribly wrong... This is shown with the completed steel crank gear that I will not be using but it does represent some wasted effort.
So that is my day.. Don't know if I'll try to make another blank and cut it tomorrow of move on to something else and come back to it. Anyone need a 24 tooth half finished gear with two gimpy teeth in it? Well that is the ugly side of my progress...











![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)