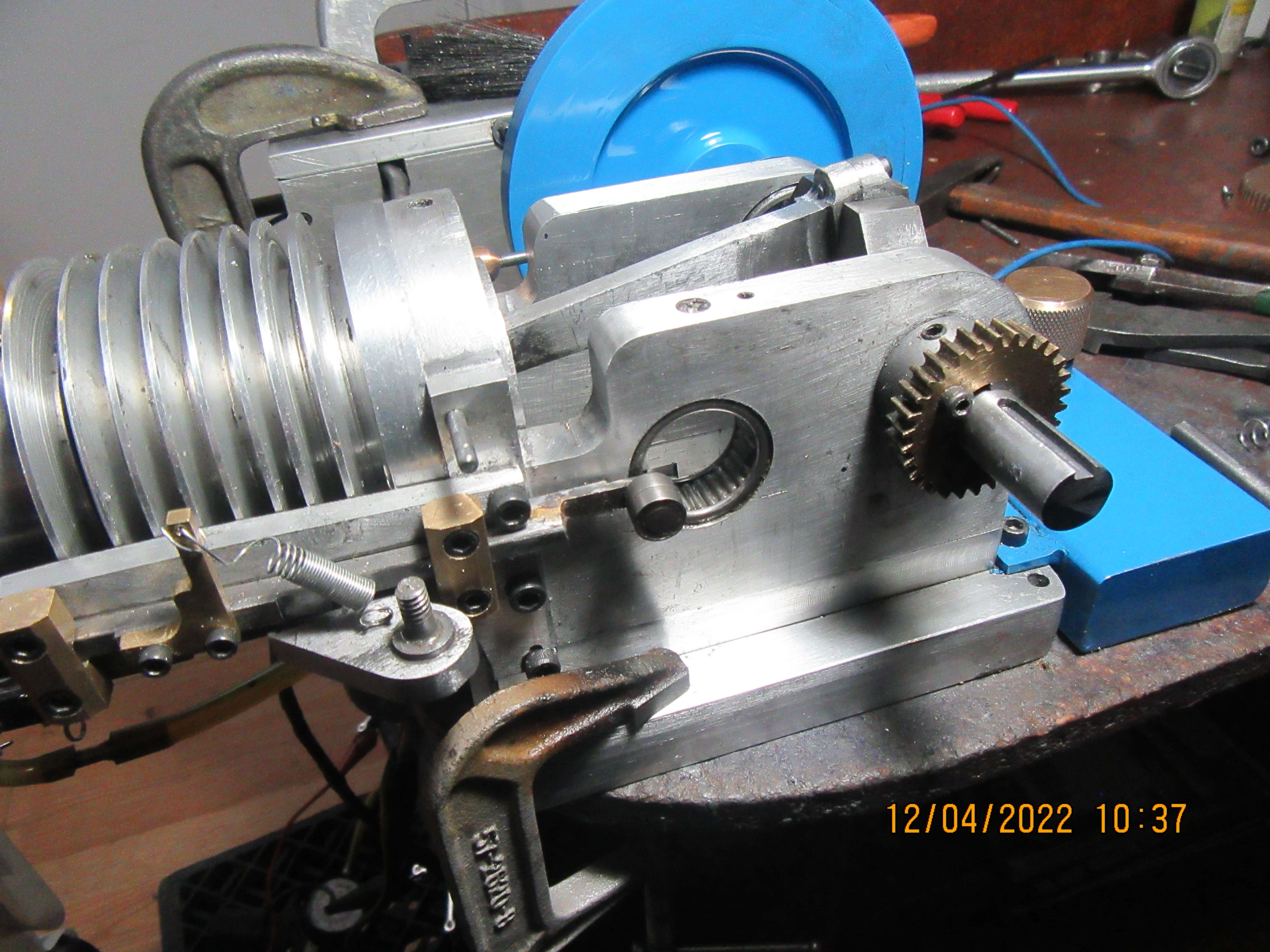
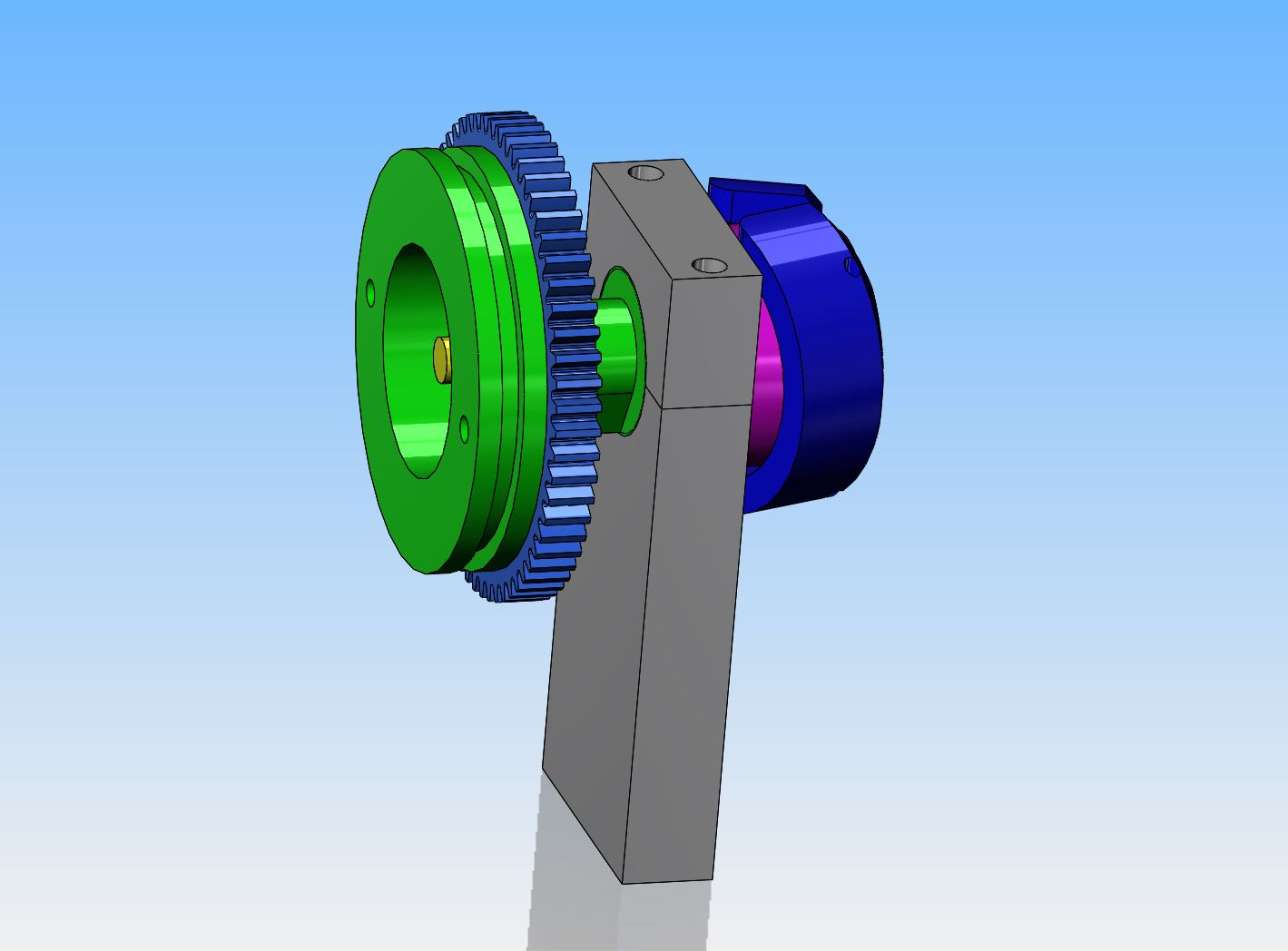
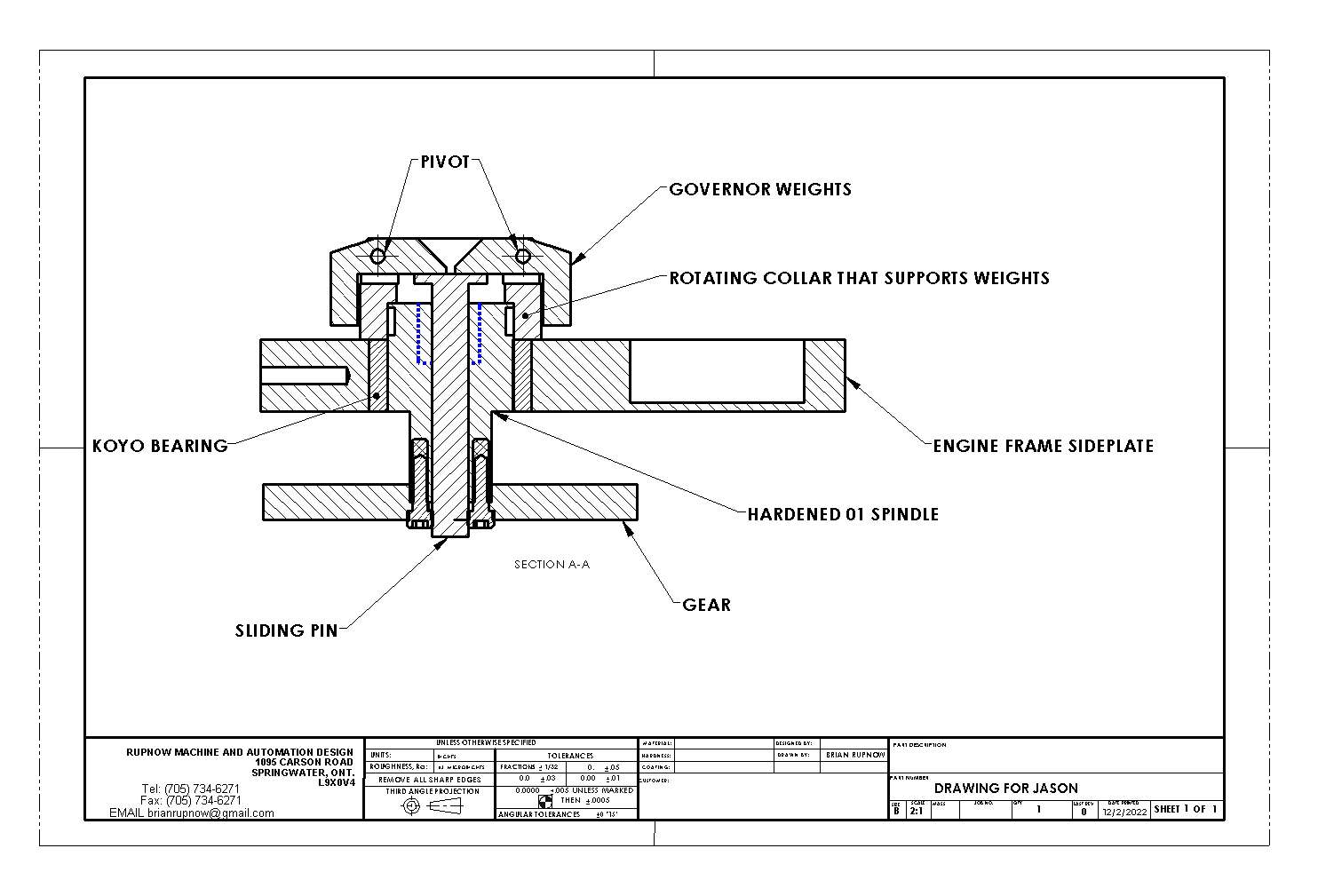
Thank you for that information Jason. I have carbided a counterbore to hold a spring where the blue dashed lines are. it wasn't that hard a job. The big trick now will be to choose a spring of the right size and strength.---Brian
Last edited:


















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)






















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)














")