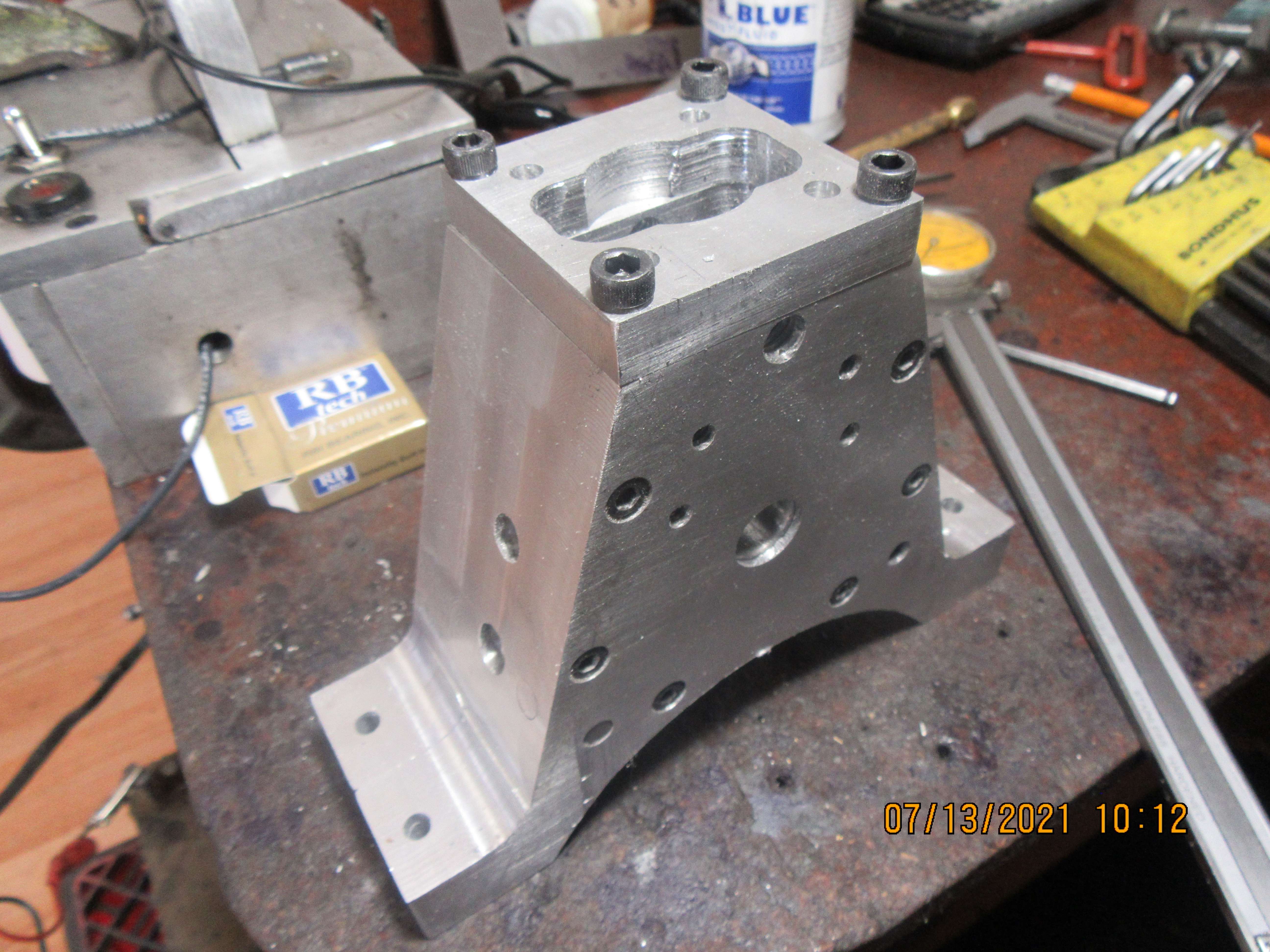
No rotary table work in that at all. That was all drilled on my mill, using my DRO's. The two 1/4" holes near the bottom were drilled and reamed with the two pieces clamped together. Two dowels were inserted to lock the two plates to each other, and all holes were drilled and the profiles machined while locked together. One plate is drilled and tapped, one plate has clearance holes and counterbores. The way to do that is to put the tap drill thru both pieces. Then the clearance and counterbores are put in to the correct depth, then the hole is threaded. That way everything is a perfect match. I am a firm believer in using layout dye, and all of my holes are marked out before going near the mill. Once set up on the mill and the piece is located using my edge finder, I use the DRO's to position things. If they don't match up with what I have previously marked out, that lets me know if something is wrong before I make a mistake. If I had to count turns and partial turns of the handles it would take me at least four times as long.





")





![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)