Hi Brock, congrats on getting your engine running Thm:.
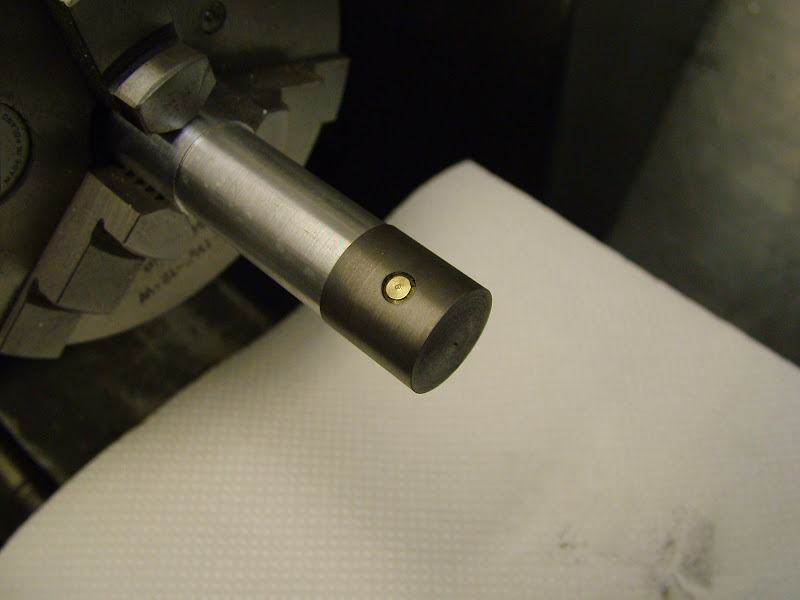
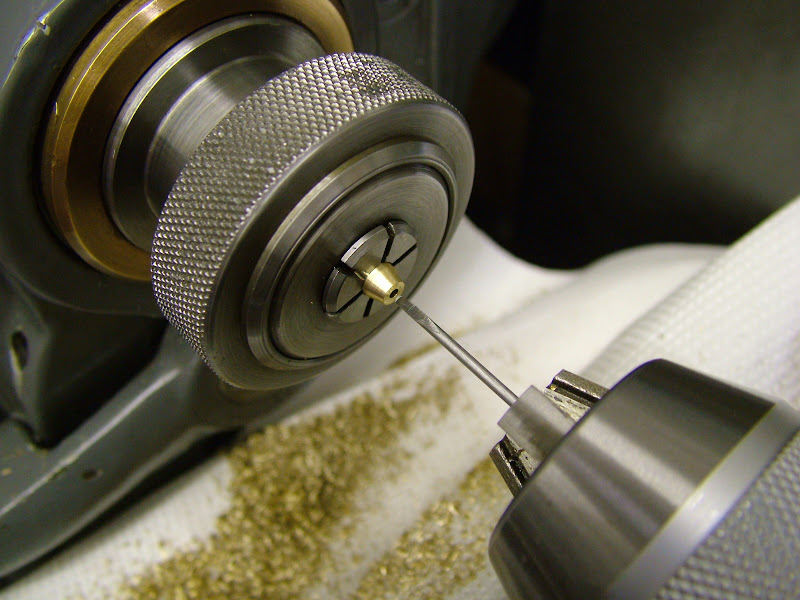
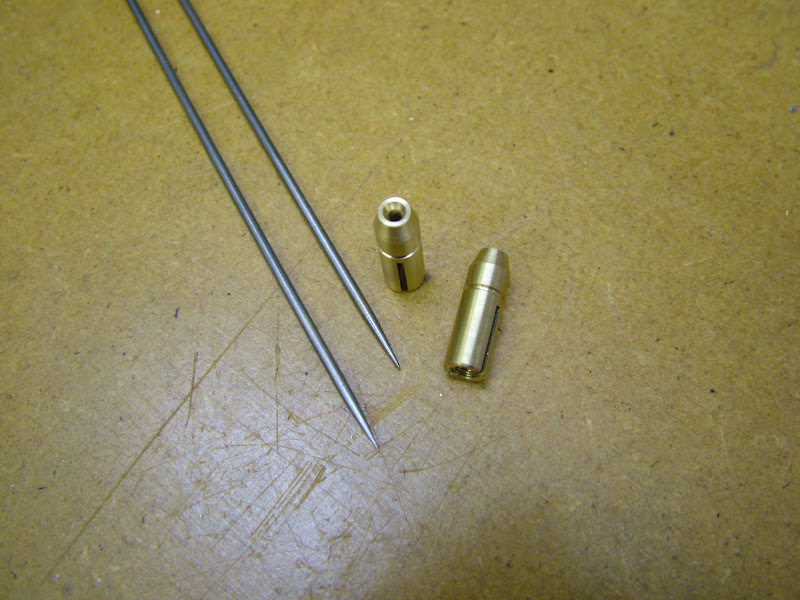
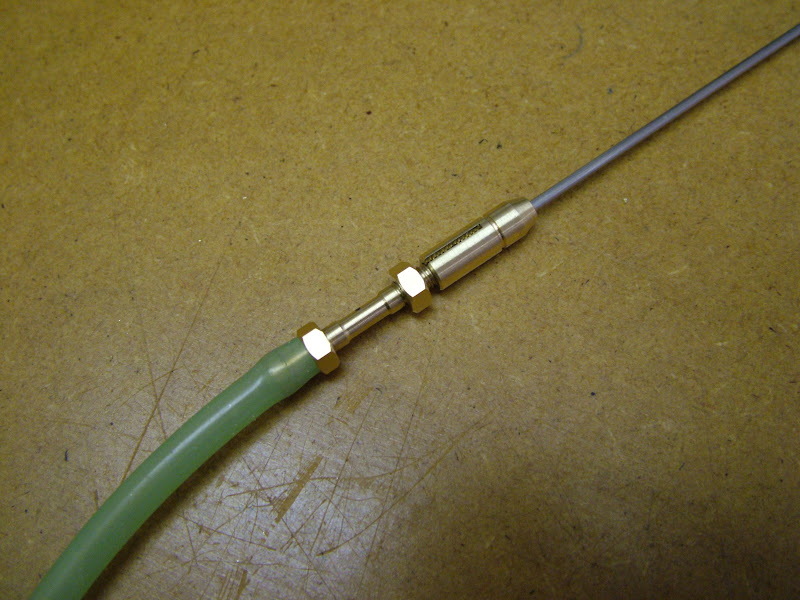
Re the needle yes that's what the split is for though its not a very efficient way of restricting a needle from turning as with time it wears and loosens. Seen some pretty manked up NV's over time where they've been squeezed with pliers to get that last little bit of nip. This is true to the original though so really needed to be used. When flying I much preferred to fit the threaded needle type like the later Super Tigre engines had - very fine control and adjustable friction using the clamp nut.
I just knew I wouldn't be alone in 'losing' things Don, I really am bad for it. Also suffer from 'Bench Blindness' - apt description that - someone aluded to it on the ME forum sometime back. I spend countless time looking for things that are right in front of me - the classic is the spanner for the lathe toolholders, that's always 'gone'

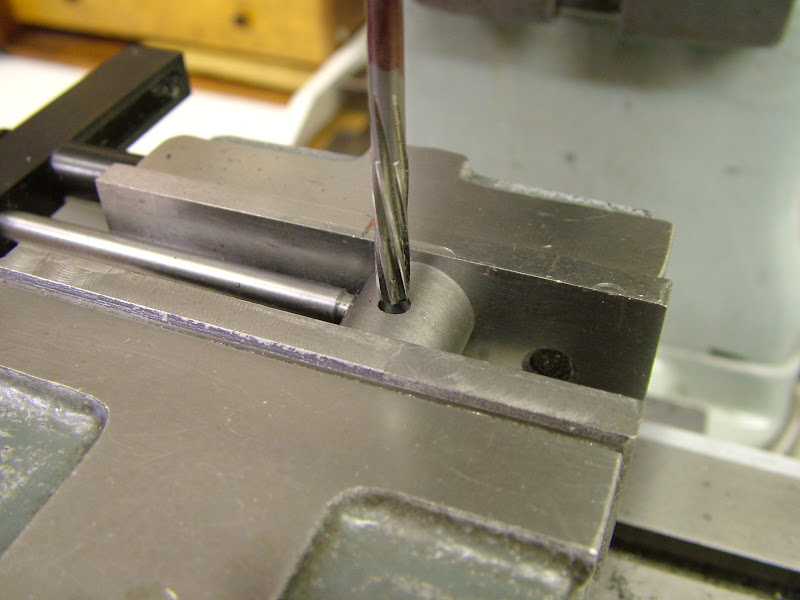
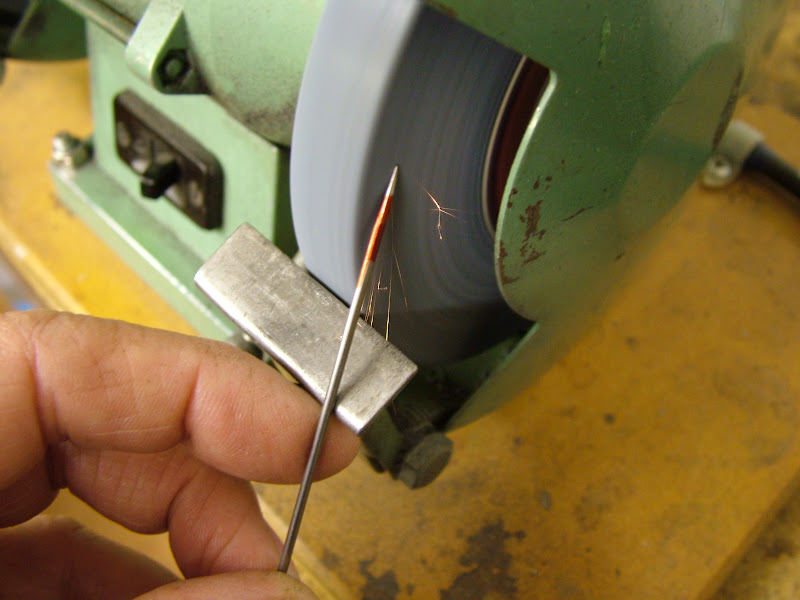
'rhi' - That small piece of wood has proved so useful, not just on needles. It's a great aid to filing tapers on flimsy rods too - note the long 45 groove.
Hopefully it won't be too long now Dave, today saw some further progress but not as much as I'd hoped......
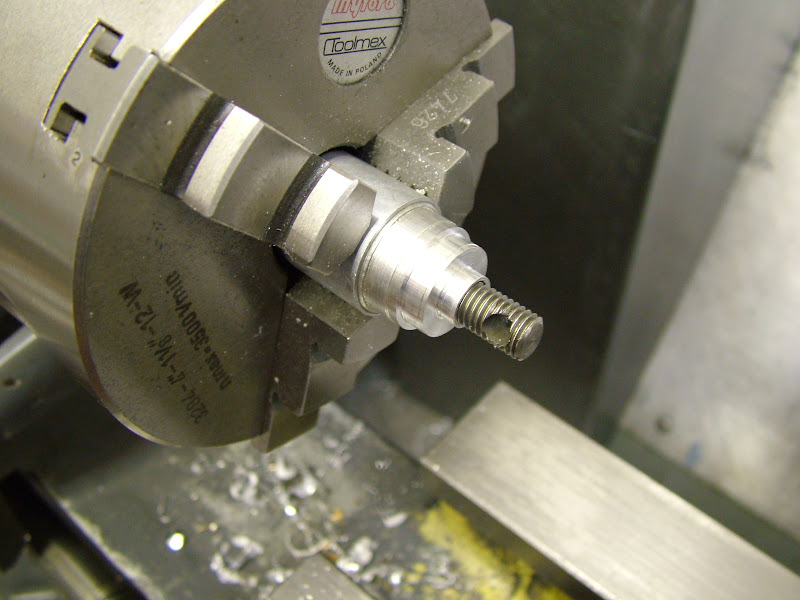
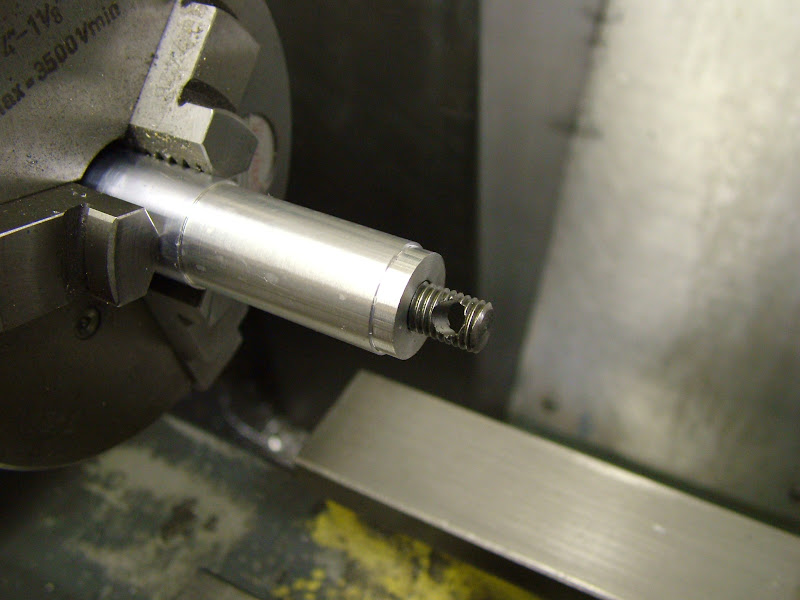
First off I turned the piston blanks and drilled and reamed them for the wrist pins. Did this in the mill to ensure squareness. The blanks were left .5mm up on diameter and 1mm longer on the top end. The inside diameter of the skirt was made identical for locating on a turning fixture similar to the spinner
They were then held in the chuck on the rotary table to mill the insides. The wrist pins were turned from silver steel and honed to a tight push fit in the piston blanks and these were then set aside until the bores are lapped
https://lh4.googleusercontent.com/-teq1eaoN2dU/T-9isDTEzLI/AAAAAAAAGjM/RPe3GpNkf4c
/s800/DSCF0746.JPG
I mentioned before that I had always used one type, that is, style of lap other than that single ali one and these are some made over the years..
The first was the second from the right done for the bores in a Quorn. I'm not sure where the design came from but I think it was Len Mason. At the working end they consist of a 'D bit' like section to which is silver soldered a ring of (preferably) copper. The ring is expanded by inserting the remaining piece from when the 'd' section is cut(by hacksaw) and a screw that bears on this from the fixed side. They are not that complicated to make but do take longer than most and certainly longer than the ali type used on the crank cases. They are however
very easy to adjust and work
extremely well.
This should give a better idea of the make up
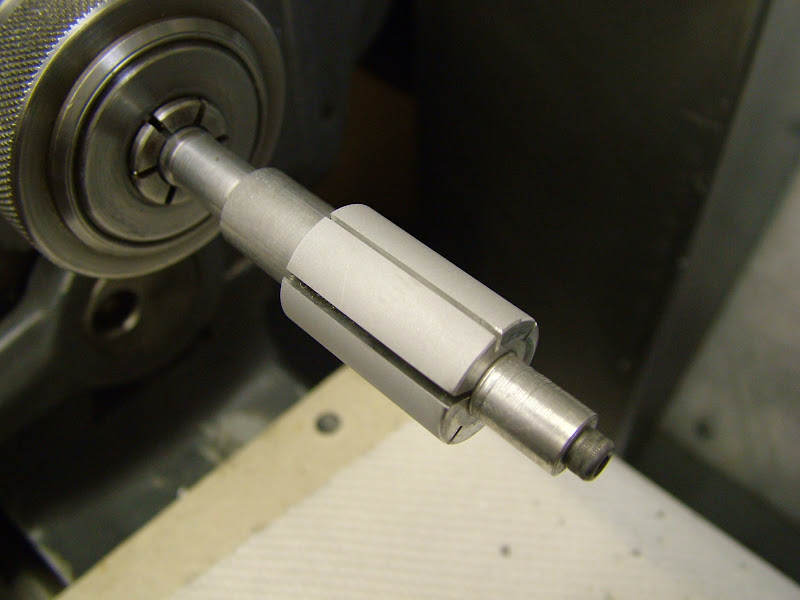
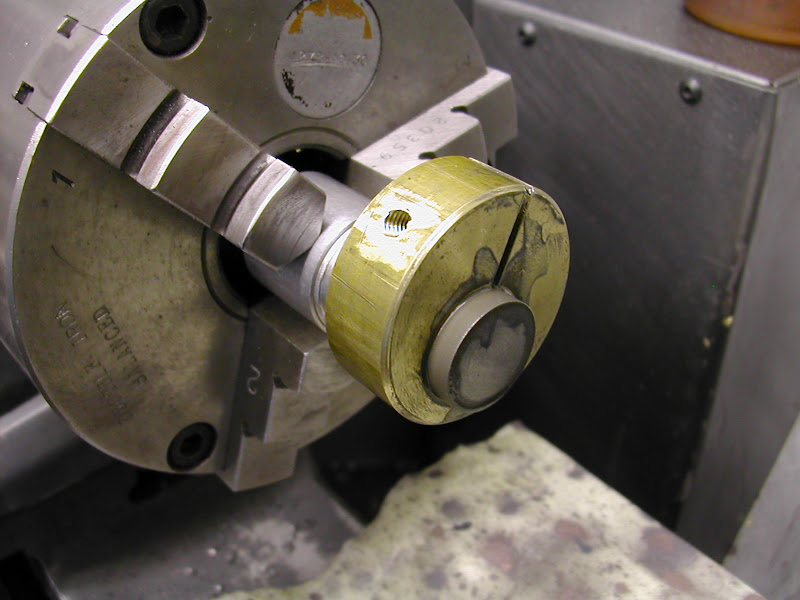
Far quicker to make was another ali one - this one is 18.3mm dia..
.. but despite what was thought were fairly deep grooves to lessen the expansion forces it proved very difficult to expand with a 4BA caphead and allen key. It did work well as a lap though so deeper, perhaps wider grooves are required to make things a lot easier. Personally - I think it's worth the effort to make the other type - far more control during lapping but that said this type does have merits so perhaps a bit more perseverence first.
Re lapping, this is not to teach granny etc but for the beginner this can be a frought moment. It's not a difficult process however and providing the finish is good to begin with is a reasonably quick one to carry out. For those with an interest then this is how I went about it.
As these liners are unhardened metal the compound used was silicon carbide mixed with thin oil. Diamond paste, although available, is not because of it's tendency to embed itself into soft metal. Difficult to remove unless cleaned in an ultra sonic cleaner the risk that the piston or liner could actually end up acting as a high speed lap on initial runs is not worth taking - Silicon works fast, cuts quickly and is easily cleaned. Originally I used petrol but by using three jars containing a small amount of cellulose gun cleaner the part is squeaky clean after a visit to each jar. When the first jar gets too contaminated it's decanted into another for settling and recycling , the jar cleaned and topped up to now become the 'third' jar. Smelly but efficient
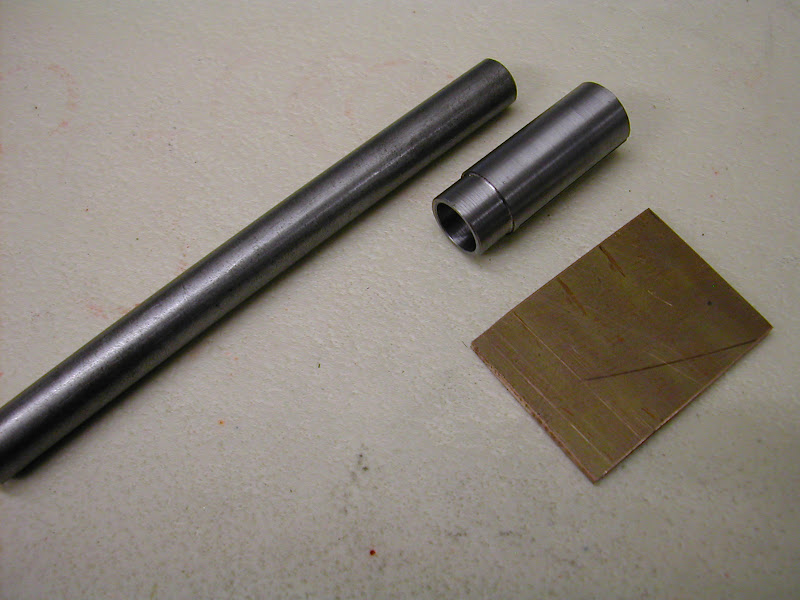
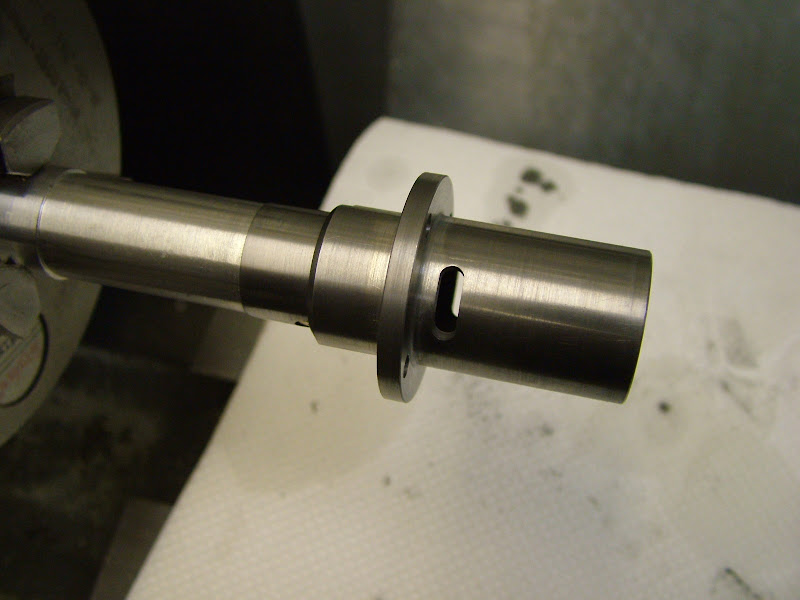
To save going back in the thread the liners before lapping looked like this..
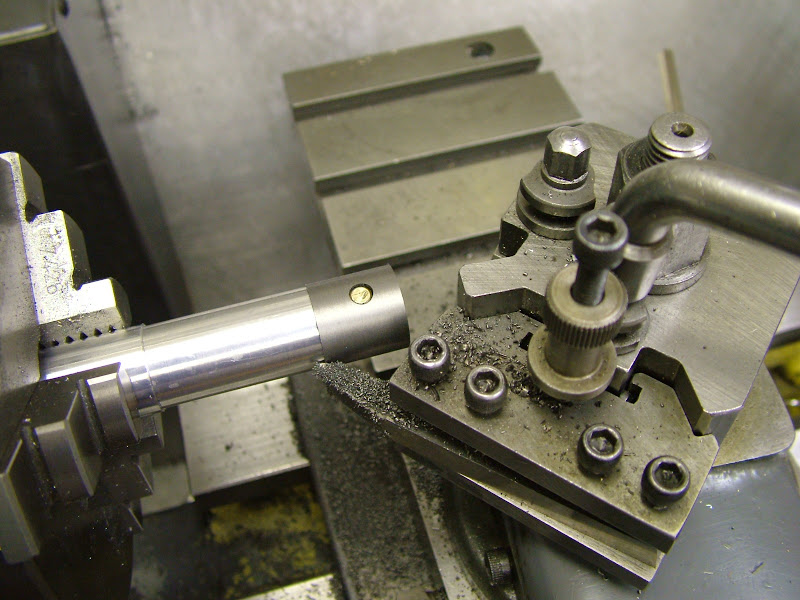
The lap is lightly smeared with compound and the liner slid on and worked about to spread it around. Lubricated with paraffin and oil the lathe was run about 300 rpm and and after about ten minutes with 320 grit they looked like this..
The one on the right still exhibits the traces of turning so was put back up for another session before cleaning thoroughly - including the lap - before recharging with 600 grit
Another 5mins or so with the 600 produced an overall even, silky smooth finish suitable for accepting the piston once finished (the piston will be lapped to the bore)
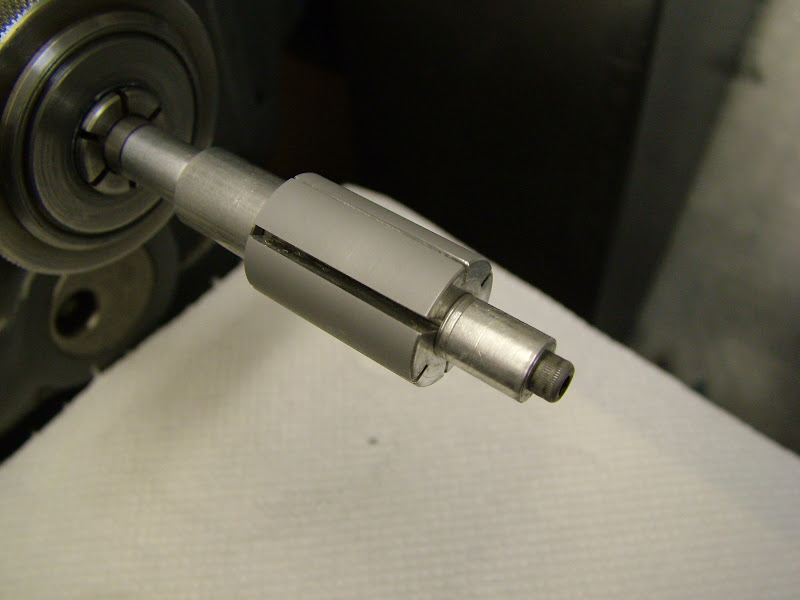
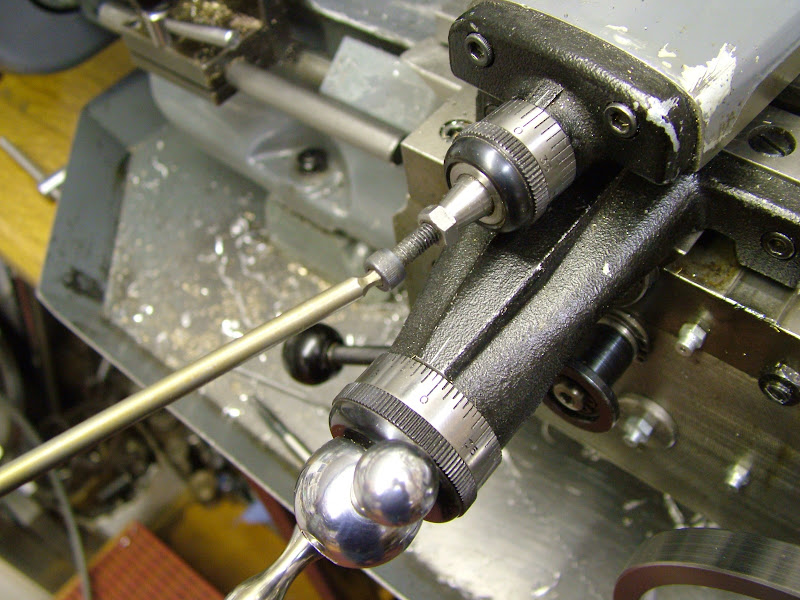
A bit more about the lap - at this stage it could not be pushed up the taper by the 4BA screw, the 'tee handled' allen wrench twisting alarmingly. Changing to an ordinary long series key fared no better.
The split has opened considerably showing a degree of expansion but not the amount available with the other type. No doubt about it though they are quick to make, but need a thin wall to make expansion much easier - a re-think required then scratch.gif
Sue has ideas about the garden tomorrow
:
but then again it might rain ;D - whatever, I'll get on to the pistons as soon as some devious contriving will allow
Regards for now - Ramon












![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)