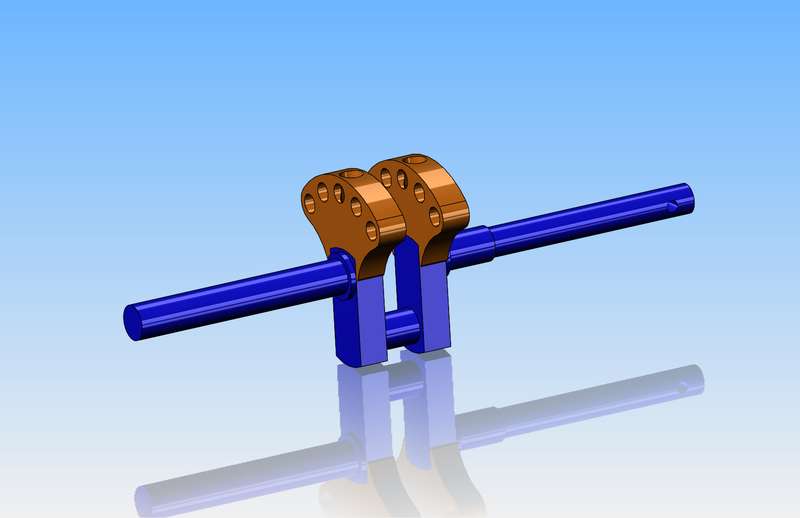
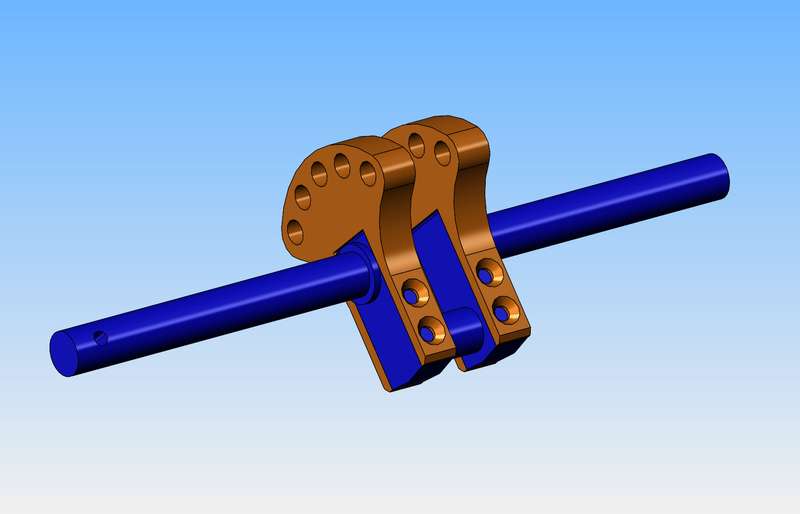
I found a piece of 1144 stress-proof steel big enough to turn a one piece crankshaft from. I'm thinking about bolt on counterweights. The model I show here is doable, but I'm not terribly impressed by the look of it. Has anyone seen bolt on counterweights on another model? If so a picture would be appreciated.











![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)