- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Thanks for your positive support chaps
Brain:- I had what I suppose you would call a technical education, I did some tech drawing at what we called secondry school (up to age 15) then I did a 5 year apprenticeship and took city and guilds and a Higher National Cert in engineering at day release and night school, that had an element of drawing practice, a few years ago I went back to night school and did a basic autocad course just out of interest, never got as far as the 3D cad,
Before that I did a degree in science and technology with the Open University (home study), I chose units that had a high level of engineering design and technology, by far my favourate unit was on the history of the Industrial Revolution in the UK, it went into why it came about. I also earned a living as a project engineer in a design department, my wife recons that I never really retired, that I just carried on my work as a hobby :-\
Between you and me, I've got a bit of a blind spot when it comes to 1st and 2nd projection I get them mixed up.
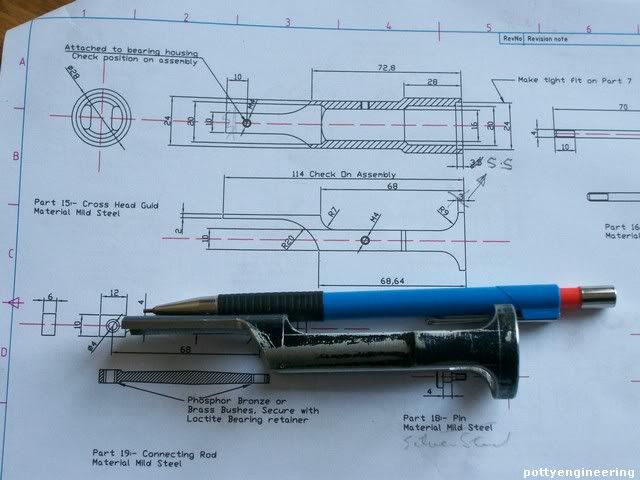
The cross head is just a tight fit on the steam chest cover (cylinder cap) at the front end it fastens to the crank shaft bearing support, trapped between these two parts it can't go any ware, you can see this set up on the full size engine but with them, the end turns through 90 deg to bolt onto the bearing support, this would have bin difficult to reporoduce in bar stock.
Thaks for you interest guys.
Stew
Stew---Thank you for the drawings. They are very well done. Did you have formal training as a draftsman at some point in your career? It has been my experience that most good machinists don't make mechanical drawings, and most mechanical draftsmen don't machine.--And, out of curiosity---How is the crosshead guide attached to the cylinder cap?----Brian
Brain:- I had what I suppose you would call a technical education, I did some tech drawing at what we called secondry school (up to age 15) then I did a 5 year apprenticeship and took city and guilds and a Higher National Cert in engineering at day release and night school, that had an element of drawing practice, a few years ago I went back to night school and did a basic autocad course just out of interest, never got as far as the 3D cad,
Before that I did a degree in science and technology with the Open University (home study), I chose units that had a high level of engineering design and technology, by far my favourate unit was on the history of the Industrial Revolution in the UK, it went into why it came about. I also earned a living as a project engineer in a design department, my wife recons that I never really retired, that I just carried on my work as a hobby :-\
Between you and me, I've got a bit of a blind spot when it comes to 1st and 2nd projection I get them mixed up.
The cross head is just a tight fit on the steam chest cover (cylinder cap) at the front end it fastens to the crank shaft bearing support, trapped between these two parts it can't go any ware, you can see this set up on the full size engine but with them, the end turns through 90 deg to bolt onto the bearing support, this would have bin difficult to reporoduce in bar stock.
Thaks for you interest guys.
Stew

![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

















































")