Before I learned the hard way what I finally understand now. Drilling holes or even using a drill press has a few more complexity's than some think or that seem to be almost never brought up on forums like these. Since it is so seldom mentioned, my assumption is that most with these lighter weight drill presses don't understand there not all that accurate because of there design issues.
You can add all the accuracy you can afford with higher cost chucks, collets, X,Y tables etc. And maybe for small light weight parts with tiny drills, then obtaining fairly perpendicular holes to the part surfaces with the usual bench or floor standing consumer grade drill press's can be done if the table is properly trammed to be square to the spindle. But
all of the usual bench mounted or the much larger floor standing models most of us can afford will have that massive and built in design and accuracy defect that's very tough to work around or even properly solve. That cantilevered casting the table is attached to which allows it to be moved up & down the column by hand or with a crank handle, gear and rack. My last light weight drill press weighed about 250 + lbs and came with a surprisingly accurate keyed chuck that was almost as good as my Albrecht chucks. It had 16 speeds with a 14" swing and 1 HP motor. All round it was actually a half decent machine for a home shop. And it was fairly smooth and quiet in all of the speeds at least for a single phase machine. It's drive belts were absolute junk so I replaced those. My standard practice is to first check the chuck run out and tram the table to the spindle. Since the chuck run out on it was so good and the table did check out as being ground within a few 10ths and had a heavy ribbed casting, I went a bit further and got the table to less than .0005" in X,Y over a 9" - 10" circle. But what I didn't properly understand at the time is that tramming any machine is still a static test, and it can't show what does happen to a machine once any of those dynamic working loads start being applied. But I started using it with drills from about 1/16" - 3/4" and large forstner drills for wood. Then I added a fairly heavy X,Y table since this was just before I bought my Bridgeport clone.
And that's when I started noticing my deeper holes were no longer 90 degrees to the part surface I was drilling, or through the part and where I wanted them on the parts bottom surface. It took awhile to figure out, but dial indicators don't lie if there of reasonable quality and set up properly. For anyone with one of these lighter weight bench or floor model drill presses who still assume there accurate over those longer hole lengths, your fooling yourself and 5 minutes with an indicator will prove it. Remove any vise etc off the table. Set up the indicators magnetic base so it's attached to the DP's rear column and the indicator tip on the outside top face of the table that's closest to you. Zero the indicator, then apply maybe 10-20 lbs of pressure with your fingers to that front top of the table. Depending on the weight and size of your own DP, you'll see at least .020" - .050" or more of table deflection. That cantilevered arm between the column and where the table is clamped to it simply can't resist those variable loads that are being applied to it well enough. Watch closely enough any Youtube vodeo where one of these light weight DRP's are being used with any larger drill diameters and you can actually see that table deflection happening. I've read in the past that to drill even a 1/2" hole in mild steel requires at the minimum at least 150 lbs of down feed pressure on the drill point before it's forced to cut instead of rub. Given the quill handle length on that larger drill press I had, I'd estimate that down feed number would be fairly accurate to possibly a bit on the conservative side. Adding larger/smaller, heavier/lighter part weights and/or the same for hold down or clamping methods to the table will also affect how much it will sag even before you start adding those variable amounts of down feed pressure each different drill size will have.
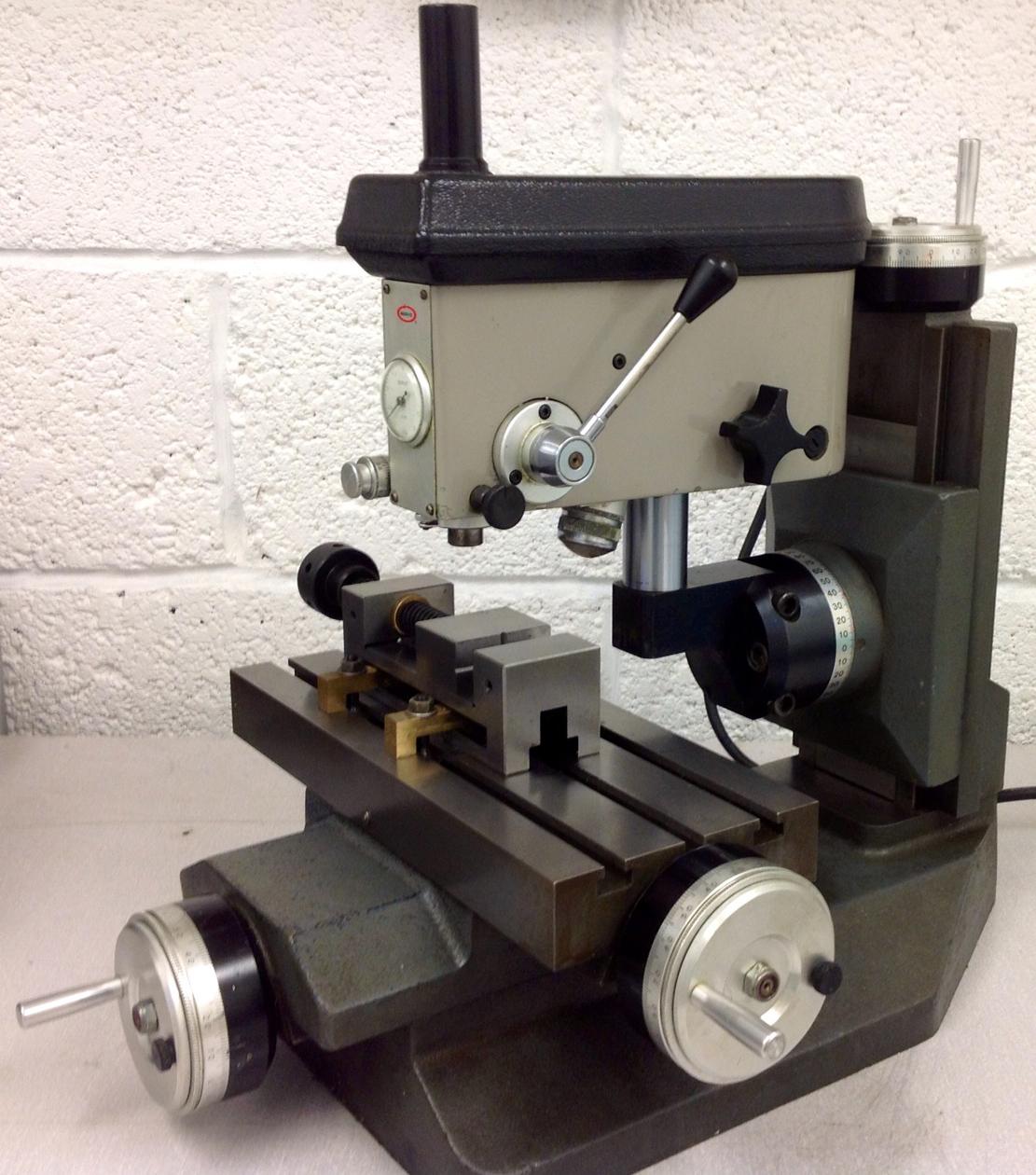
In general all of the more industrial level and much higher quality small DP's that do have the high rpm's for those tiny drills will almost always have the part or it's vice at the bottom in a well supported location on the DP's base casting, and the whole head moves up & down and roughly positioned for the approximate Z height required. Then the quill is used for the actual hole. All that is a direct result of designing out that moving table and it's built in but unavoidable deflections. While a bit more complex and it's almost a mill with it's oem X,Y table, this pictures shows what I mean.
Moving up in drill size but still at that industrial level. All of the bigger and better drill presses they use will either have about the same design as the big radial arm DP's. Or they'll look like an extremely heavy version of something like we might be using, except they also have an added and proper knee assembly to again help eliminate those inevitable table deflection issues. They also cost about what a Bridgeport clone will and weigh just about the same. Even with that, there's inevitably machine deflections still happening no matter how large and heavy any machine is, but there now at least down to a more acceptable level.
As good as I thought my drill press was other than that table support problem, I finally abandoned owning one even for the small amount of wood working I might do shortly after I got my BP clone. Even a lowly drill press is still something that consists of a series of components that depend on and will be affected by it's overall basic design, manufacturing quality, bearings, chuck accuracy etc that all have to work together as a system. And especially so as those drill sizes get smaller and the levels of accuracy higher. Placing the hole location can done fairly accurately with standard edge finding, a decent X,Y table using coordinates, hole spotting and then drilling. But the hole itself is still just that, a drilled hole. Depending on the expected use, that might even be fine as is for something like bolt clearance holes. But drills are still considered a roughing tool since even on the best and most expensive cnc mill in the world, any drilled holes instead of interpolating them with an end mill may still not be round or straight enough, and will certainly have a poor surface finish. If you need better, then reaming would improve that, single point boring after drilling and then reaming for size better still, honing for an even more exact size, straightness, roundness and surface finish after that boring and reaming even better. What the hole and it's maximum allowable inaccuracy level might be dictates how many extra steps you might have to do, or how much better your machine and tooling needs to be. Even a soft low quality off shore drill, poorly or unevenly sharpened, or high quality but maybe dull enough drill changes everything no matter how good the rest of the machine and accessories are. As an example, adding even an Albrecht chuck and then using the cheapest possible drills would be completely pointless. So there's far more to this than just getting those low run out chuck numbers. Yes those low numbers are a good first step, what about the rest?







![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)





![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





















































.png")

